十字钢骨柱接头焊接施工技术
2013-04-09闾建军
闾建军
(江苏省泰兴中等专业学校,江苏 泰兴 225400)
1 引言
随着建筑市场日渐发展,各项新技术在建筑工程中不断应用,特别是高层建筑中使用劲性砼结构日渐广泛,对于“工字型”骨架安装较为方便,“十字型”骨架的焊接及安装质量相对于工字型骨架难度要大得多。通过多幢工程的施工经验,多数十字钢骨柱腹板与翼缘均为全熔透焊缝,腹板为K型坡口双面焊,焊缝质量等级为二级以上;翼缘板为单V型坡口背垫板单面焊,焊缝质量等级一级。柱与柱间用钢筋混凝土梁连接,节点处钢筋与翼缘板牛腿焊接。施工现场焊接节点多,焊接质量要求高,如何确保其焊接质量是保证劲性砼结构施工质量的基础。
2 焊接方法
一般工程施工工期紧张,施工场地狭小,针对于柱与柱接头焊接量大。为保证焊接质量和施工工期,必须采取一种既不影响工期又能保证焊缝质量的焊接方法。
从以往经验看采取手工焊一天的焊接量在1~1.5根柱接头,CO2气体保护焊一天的焊接量在3~3.5根柱接头,所以CO2气体保护焊焊接熔合比手工电弧焊大,焊接效率高,是一般手工电弧焊的2~3倍。
与手工电弧焊相比,CO2气体保护焊还具有以下特点:母材中热较集中,热影响区较小,相应变形及残余应力较小;明弧作业,构件坡口形状可见,便于电弧对准待焊部位;在使用气体纯度及含水量符合相应规范时,对焊缝延迟裂纹的产生敏感性小;该焊接方法用实芯焊丝时基本无焊接熔渣,与手工电弧焊比较,减少了焊工大量辅助操作时间和体力消耗。
基于CO2焊接的诸多优点,建议一般工程钢结构安装焊接施工选用CO2气体保护焊。
3 焊前准备
3.1 焊接设备的选用
根据工程焊接钢板材质、规格、工作量和季节差异性等特点。可选用多台CO2气体保焊机(容量为35kVA)、多台交、直流焊机(容量为30kVA)、1台焊条烘箱(容量为6kVA)、1~2台空压机(容量为10kVA)和相关辅助设施。
对现场而言,焊接设备的数量足、品种齐全、设备先进都得到了有力保证,从而可为焊接清根、确保焊接质量、按期完成焊接任务打下良好基础。
3.2 焊工要求
(1)经焊工考试委员会对理论考试合格的焊工,进行实际操作培训。培训按实际现场焊缝的不同型式、不同部位、不同厚度、不同材质分别进行。经实际培训进行操作考试,考试合格核发焊工操作证、持证上岗。
(2)结合工程特点进行焊接工艺评定试验,根据试验结果制定不同部位的焊接作业指导书,指导焊接施工。
3.3 焊接坡口检查
焊接前应将焊缝坡口的铁锈、油污、水分、混凝土等清除干净。
由于柱标高的调整及柱截面的工差(安装对接时必然存在错口间隙),当十字柱的腹板接头间隙小于2mm,翼缘接头间隙小于8mm时,应对坡口进行修理,并打磨平整,保证焊缝坡口达到设计要求。当错口大于2mm以上时,在无法校正的情况下,根据规范,采用不同厚度拼接的方法进行补强。
3.4 引弧板、熄弧板和垫板的设置
对于地下部分十字柱接头焊接,焊接前必须设有同样材质、同样厚度且坡口型式相同的引弧板、熄弧板,长度为30mm,同时在背面加设垫板。
4 柱接头焊接
4.1 十字柱接头焊接
对于劲性梁十字钢骨柱接头的焊接,焊接顺序的选择应当考虑焊接变形的因素,尽量采用对称焊,收缩量大的部位先焊,使焊接变形及收缩量减小(安装固定时有必要预留焊接收缩量),按“先腹板后翼板,对称循环施焊”的原则进行焊接。
柱腹板为k型坡口采用CO2气体保护焊、两名焊工对称焊接。坡口施焊至1/3板厚时,必须采取碳弧气刨的方法在焊缝背面清除焊根,清除焊根表面并打磨干净后方可继续施焊,然后再焊另一面,依次循环焊接直至焊满。
柱接头翼缘板焊接采用CO2气体保护焊,间隙为6~8mm,上坡口为30~35mm,垫板厚6~10mm。焊接时应由两名焊工在对称位置以相等速度同时施焊。柱两相对边的焊缝首次焊接厚度不宜超过半厚的1/3。清理焊缝表面后转向另两个相对边的焊缝,焊完1/3板厚再换至另两个相对边,如此循环焊满整个接头的翼缘焊缝。
4.2 十字柱整体框架焊接顺序
框架整体焊接顺序,以施工区段的划分和施工总进度计划为主,可以采用一定的顺序进行流水施工作业,确保下道工序的有效衔接。
4.3 框架梁柱节点的连接
一般工程柱间连接大部分采取劲性结构框架连接的方式,节点穿筋形式复杂。部分钢筋节点处采取穿孔形式、其他部分钢筋采取与牛腿搭接焊的方法(钢筋与牛腿搭接焊为双面搭焊)。
钢筋与牛腿搭接焊接采取手工电弧焊,搭接数量为每个牛腿2~4根钢筋,搭接长度为5d,焊缝宽度为0.6d。焊接时先用直径为φ3.2mm的E5003焊条打底焊第一遍,清渣后再用直径为φ4.0mm的E5003焊条焊接,焊接时注意引弧和收弧位置的选择,焊缝表面应光滑,焊缝余高应平缓,弧坑应填满。一般一根钢筋单面焊缝需焊5~6遍焊缝高度才能达到设计要求。根据施工现场实际情况,部分搭接长度不够时应加大焊缝高度。
4.4 冬期施工
很多工程正值冬季施工,如何确保焊接质量,是劲性梁结构施工的重点。
(1)碳当量的评定
钢中碳及某些合金元素的含量直接影响钢的淬硬性以及钢材对接焊热、冷裂纹的敏感性,因此在焊接施工(特别是在低温下焊接施工)时,以钢的碳当量评定钢材焊接性是最直接和最常用的方法,通常碳当量Ceq=0.38%~0.41%时,钢材的焊接性较好。现场部分钢材碳当量计算见表1。

表1 碳当量计算数值(部分数据)
(2)焊接预热
冬期焊接时尽可能避免在夜间低温时段进行,如果现场工期所需,每道焊缝尽可能一次焊完,未焊完的焊缝重新焊接时应按预热规范要求进行。焊缝部位预热可用氧气-乙炔和热电偶进行,范围在焊缝两侧各100mm以上,并在焊接前测温确认(预热温度见表2)。
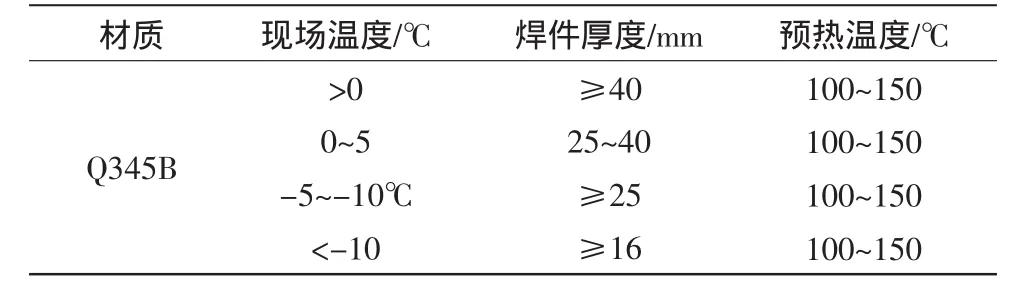
表2 预热温度
(3)焊接工艺参数
为减少冬期焊接施工焊缝热影响区淬硬倾向,防止延迟裂纹产生时尽可能采用短路过渡,适当放慢焊接速度,增大焊接线能量,减缓焊缝冷却速度。严格按焊接工艺规范操作(焊接工艺参数见表3)。

表3 焊接工艺参数
(4)钢材焊接检测
钢结构焊接前应对原材料进行检测,应委托有专业资质的工程质量监督总站检测中心对所有牌号、级别规格的钢板焊件进行拉伸性能试验和弯曲性能试验。检测结果依据JGG81-2002标准,力学性能必须符合要求。
5 焊接的检验
5.1 超声波探伤
工程施工前应编制该工程钢结构现场安装焊缝超声波探伤检查方案。
编制现场安装焊缝外观检查记录,首先有班组长对焊工所焊焊缝实行100%外观检查,不符合标准部分进行现场修补。自检合格后,填写外观检查记录表交焊接工程师复验,复验合格后书面通知委托第三方探伤工程师进行探伤。Q345B材质的焊缝冷却24h后方可进行100%无损检测。经检验发现有焊缝缺陷时,应作详细记录并由探伤工程师开出临时检验报告签字后交技术部门。
5.2 焊缝返修
经检查发现的焊缝不合格部位,必须进行返修。
当焊缝有裂纹、未焊透和超标准的夹渣、气孔时,必须将缺陷清除后重焊。清除缺陷可用碳弧气刨或气割进行。
焊缝出现裂纹时,应由焊接工程师主持进行原因分析,制定出措施后方可返修。当裂纹界限清楚时,应从裂纹两端加长50mm处开始,沿裂纹全长进行清除后再焊接。
6 结语
CO2气体保护焊接技术在工程使用中,提高了施工速度、节约人工,缩短工期、保证了工程质量。这其中与焊前的充分准备、选择正确的焊接方法、科学的焊接顺序是分不开的,在以后工程施工中根据工程情况可以使用该类焊接技术。
[1]JGJ81-2002,钢结构焊接技术规程[S].
[2]GB50250-2001,钢结构工程施工质量验收规范[S].
[3]JGJ99-98,高层民用建筑钢结构技术规程[S].
[4]中国钢结构协会.建筑钢结构施工手册[M].北京:中国计划出版社,2003.
[5]项玉璞,曹继文.冬期施工手册[M].北京:中国建筑工业出版社,2000.
