凹版印刷机三电动机传动控制系统的研究
2013-04-09陈佳栋王军司飞飞
陈佳栋,王军,司飞飞
(南京林业大学 信息科学与技术学院,江苏 南京 210037)
0 引言
随着现代社会的高速发展,消费者对市场上产品的包装有了更高的要求。因此,作为印刷产品的生产企业对印刷设备技术的要求也应该有所提升。笔者所在单位有几台机械总轴式的凹版印刷机,年久失修,设备老化,机械零部件磨损较为严重,直接影响到最终的印刷速度以及套印精度,故对其进行局部的改造。而在凹版印刷控制系统中,张力控制是非常重要的一环,控制的好坏直接影响到最终产品的品质以及生产效率的高低。
本文中改造的立足点在于由主变频器控制两个辅助变频器,再由变频器控制相应的交流变频电动机,使纸料张力前后保持基本一致,速度达到相对同步。这种控制方式的特点是:运行可靠、机械磨损小、控制精度高,操作简便,故障少。
1 张力控制的方法
1.变频器控制
本文的张力控制系统由变频器统一调节控制,分别控制三个交流变频电动机。根据电机学原理,交流电动机转速公式为:

式中:n 为电动机转速,n0为同步转速,f 为电源频率,p 为电动机磁极对数,s 为转差率。由上式可知,当p 和转差率s 不变时,电动机转子转速n 与定子电源频率f 成正比,连续改变异步电动机供电电源的频率,则可连续平滑地调节电动机的转速。这就是变频器的工作原理,即电动机的转速和供电电源的频率成正比。
2 恒转矩控制
本文采用的是张力闭环恒定转矩控制。
以下推导电动机功率、转矩、转速的关系:
1)功率=扭力×速度,即:

2)转矩(T)=扭力(F)×作用半径(R),即推导可得:

3)线速度

式中:n 为每分钟转速;n1为每秒钟转速。
将式(2),(3)代入式(1)得:
由此可知,交流电动机转矩和供电电源的频率成反比,因此本文采用变频器控制交流变频电动机输出恒定转矩的张力闭环控制。
2 改进方案
结合设备现状和改进的成本费用,改进方案确定如下:
1)张力检测:摆辊式张力检测方式(通过位置传感器进行间接的张力检测)。
2)执行机构:交流变频器和交流变频电动机。
改进之前,生产线采用的是比较传统的机械总轴式传动机构。改进之后,将放卷牵引和收卷牵引与主牵引传动轴的机械传动装置拆除,新增两个异步交流变频电动机,与主牵引电动机构成三电动机同步传动机构。改进后的三电动机传动控制系统结构如图1 所示。
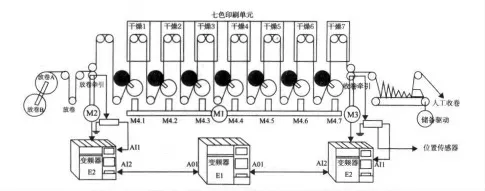
图1 三电动机传动控制系统结构图
图1 中,位置传感器实质上是一个旋转电位器,如图2 所示。
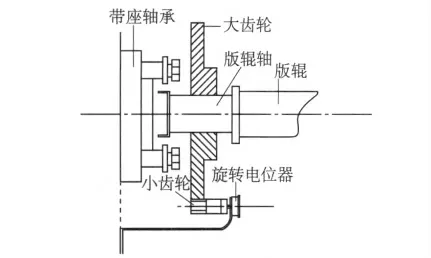
图2 旋转电位器
起先,调整气压阀使气缸内气压产生的作用力与料带上的张力保持平衡。而当摆辊的实际位置处于非平衡位置时,摆辊带动气缸与此同时带动大齿轮转动,大齿轮旋转传递给小齿轮,小齿轮带动旋转电位器给出张力检测信号,从而获得张力的反馈模拟量。图3 为摆辊的机械结构图。
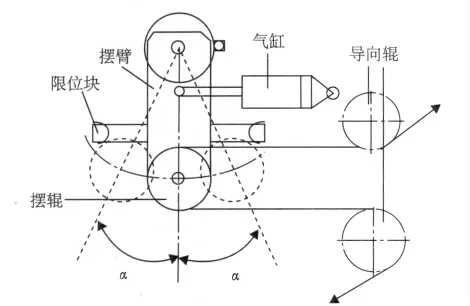
图3 摆辊机械结构图
摆辊在收、放卷过程中的平衡位置有个目标模拟量,如果摆辊实际位置在目标量左边或者右边时,PID 就进行调节,在开环频率给定的基础上叠加一个反馈量,调整变频器输出转矩指令,从而进行纠偏,这样基本上可以实现生产过程中的恒定线速度控制。
3 方案实施
3.1 三电动机同步传动控制
三电动机传动控制系统电气接线图如图3。
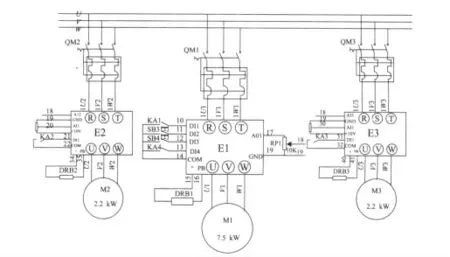
图3 三电动机传动控制接线图
图中,M2 和M3 是放卷牵引、收卷牵引变频器控制的交流变频电动机。速度的给定输入到主牵引频率源AI2中,用于调整收、放卷牵引变频器输出的转矩,反馈源AI1用于接收旋转电位器的反馈信号,调整摆辊的位置。
M1 是主牵引变频器控制的交流变频电动机。AO1通过旋转电位器RP1 的作用最终输出+10 V 电压,用于摆辊位置的及时反馈。由于局部调整的需要,设置了启动DI1,加速DI2,减速DI3,点动DI4 等输入端子。
3.2 PI 控制
工业控制中,比较常见的控制有PI,PD,PID 等控制。根据实际生产线的控制精度和响应速度的需要,这里采用的是PI 控制。PI 控制中,比例环节:即时成比例的反映控制系统的偏差信号,偏差一产生,控制器立刻产生控制作用,以减小偏差。但比例作用太强会引起系统的不稳定。积分环节:主要用于消除静差,提高系统的无差度。积分作用太强会使系统超调量加大,动态响应迟缓。
本文选用的是汇川MD320T 系列变频器,其包含有PID 闭环调节环节,主要是针对变频器相关的参数进行适当地设置,以达到调整变频器输出恒定转矩的目的。
PI 控制主要是通过对被控量的反馈信号与目标量信号的差量进行比例、积分运算,来调整变频器的输出频率,构成负反馈系统,使被控量稳定在目标量上。控制基本原理框图如图5 所示。
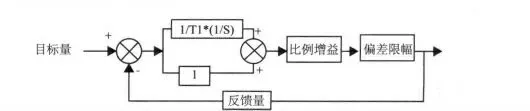
图5 比例积分分离PID 控制原理图
3.3 变频器参数的设定
表1 中的参数设置是整个传动系统中的关键部分——PID 控制环节,主要是通过变频器中PID 参数的设置进而对系统张力进行PID 控制。
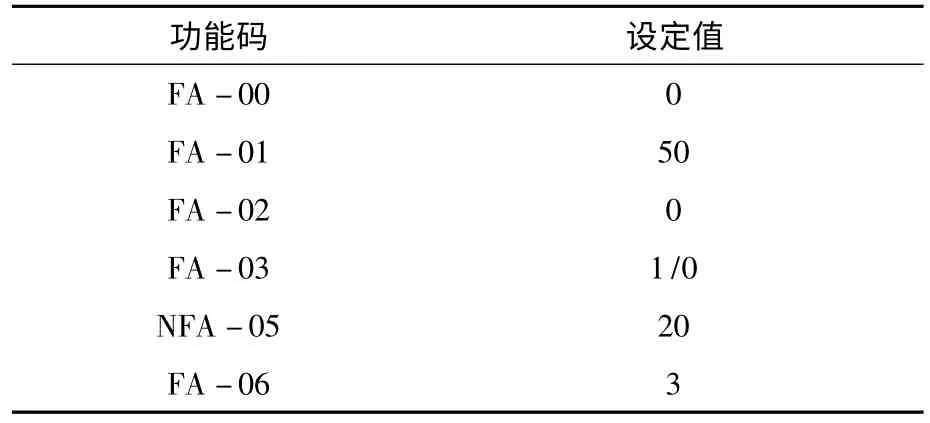
表1 放卷牵引与收卷牵引变频器PID 参数的设置
在MD320T 变频器中,FA 组为PID 功能项。FA-00=0,即FA-01,由面板键盘数字设定PID 目标值。是通过PID 调节实现张力稳定的,PID 调节的目标值(FA-00=0)是摆辊的中间点(FA-01=50%,也就相当于5 V,而电位器的+10 V 电源来自变频器)。FA-02=0,AI1 为反馈源,通过此参数来选择PID 反馈通道。FA-03 为反馈的设定,放卷牵引设为1,也就是正反馈,若放卷牵引张力减小,则变频器输出频率减小。收卷牵引变频器中设为0,也就是负反馈,若收卷牵引张力减小,则变频器输出频率增大。比例增益P(FA-05):决定整个PID 调节器的调节强度,P 越大,调节强度越大。该参数为100 表示当PID 反馈量和给定量的偏差为100%时,PID 调节器对输出频率指令的调节幅度为最大频率(忽略积分作用和微分作用)。积分时间I(FA-06):决定PID 调节器对PID反馈量和给定量的偏差进行积分调节的快慢。积分时间是指当PID 反馈量和给定量的偏差为100% 时,积分调节器(忽略比例作用和微分作用)经过该时间连续调整,调整量达到最大频率(F0-09)。积分时间越短调节强度越大。
其他部分的参数设定,这里不作赘述。
4 结语
凹版印刷机三电动机同步系统通过控制变频器的输出转矩来获得恒张力控制,保证了各电动机工作在同步状态,使张力保持稳定。该系统既可以快速响应,又可以解决换向容易烧坏电动机的问题,并且价格十分经济。改进方案实施后,经过生产实践的验证,凹版印刷机的张力控制系统运行稳定,张力控制精度提高,大幅度减少了张力控制方面的故障,降低了废品率。这充分证明了文中提出的方案的合理性,为其他相似的电控系统的设计提供了一些技术方面的参考。
[1]张静侠.采用PLC 控制凹版印刷机三电机同步[J].职业杂志,2008,(11):117-118.
[2]深圳汇川变频器有限公司.汇川—MD320 系列变频器用户手册[S].V3.4,2011.
[3]刘飞.基于PLC 与变频器的造纸机张力控制系统[J].中国造纸,2010,29(9):53-55.
[4]柴西平.基于PLC 与工程型变频器的浆纱机张力控制[J].PLC&FA,2007,(1):105-107.
[5]胡亚伟,熊红云,许建中.凹印机恒张力控制系统[J].PLC&FA,2007,(1):97-99.
[6]纪铜钊.凹印机收放卷张力控制系统研究[D].杭州:浙江大学学位论文,2003.
[7]邓忠华,郭应锋.套色印刷机械中恒张力控制策略的研究[J].轻工机械,2004,(3):15-18.
