空调用钣金件点焊缺陷及分析
2013-04-01朱振华蓝健城
朱振华 蓝健城
(珠海格力电器股份有限公司 广东珠海 519070)
1 引言
在空调钣金件生产过程中,点焊已经成为焊接的重要工序,点焊质量的优劣直接影响产品焊接的质量,也对产品的外观有一定的影响。因此,提高点焊的质量对产品的质量有重要的意义。本文通过对空调用钣金件在点焊过程中产生的缺陷进行分析,可以对点焊的缺陷起到预防作用。
2 点焊原理
将钣金件压紧在两电极之间,施加电极压力后,电阻焊变压器向焊接区通过强大的焊接电流,在钣金件接触面上形成真实的物理接触点,并随着通电加热的进行而不断扩大。塑变能与热能使接触点的原子不断激活,接触面消失,继续加热形成熔化熔核,获得牢固的金属键合后,接合面消失,得到柱状晶生长较充分的焊点 ,点焊原理示意图如图1所示,图2为DN-75点焊机实物图。

图2 DN-75点焊机
3 钣金件点焊合格及缺陷分析
点焊接头的强度主要取决于熔核尺寸(熔核直径d与焊透率A)、熔核本身及其周围热影响区的金属微组织及缺陷,如图3:点焊接头结构简图,其中焊核率A=h/a ×100%。
a-厚度;c-压痕深度;d-熔核直径;h-熔核深度
3.1 合格焊点的判定
钣金件在点焊机(图2)点焊后,从表面上观察焊点,焊点呈现呈下凹圆状,为淡黄色。通过破坏性试验 ,待工件分离时,焊点会把零件的材料拉掉,说明点焊焊点合格,分别如图4(a)、4(b)所示。
3.2 点焊缺陷种类及原因分析
钣金件点焊时,由于点焊电极直径大小、点焊电流、电极压力、钣金件表面清理程度、点焊时间等原因都会造成点焊缺陷。
3.2.1 压痕过深

图5 压痕过深

图3 点焊接头形成示意图
钣金件点焊时,若点焊电极直径较小,电极端面接触面积小,致使散热面减小,从而热量集中,导致熔化金属增加,造成金属溢出熔核区域,出现压痕过深;电流过大,会使加热过于强烈,金属来不及发生塑性变形直接融化溢出,引起金属压痕过深;加压压力过大,大大超出了材料的屈服强度 ,也会有压痕过深出现,如图5所示。
3.2.2 焊点表面发黑
钣金件或者电极表面清理不良时,油污和氧化膜使焊件接触电阻增大,造成通电异常,引起分流,造成局部区域过热,包覆层被破坏,表面发黑,如图6所示。
3.2.3 表面局部烧穿
电极修整太尖锐、导致电极端面尺寸过小,在点焊时电流急剧增加,金属被熔化成液体,造成上下电极结合,钣金件被击穿,如图7所示。
3.2.4 熔核尺寸小(未焊透)
电极端面尺寸过大时,由于接触面积增大,电流密度减小,散热效果增强,使焊接区加热程度减弱,因而熔核尺寸过小;另一方面,电极冷却过度,散热也会加强,熔核尺寸也会过小;焊件表面清理不良时,油污和氧化膜使焊件接触电阻增大,造成通电不正常,引起分流也会造成熔核尺寸过小 。熔核尺寸过小,导致焊点发白,极易造成脱焊,如图8所示。

图6 焊点表面发黑

图4 点焊破坏性试验
3.2.5 焊透率过大
焊透率为焊核深度与钣金件的厚度之比,而焊核深度主要与点焊区域内的电阻热量有关,从有关资料可以看出,焊透率A与电极直径d及电流I、通电时间t成正比关系、与电极压力成反比关系、随着电流及时间的增加,焊透率增大。但是过大的电流和时间,将会产生烧穿的缺陷,使钣金件的焊接强度大为降低 。
3.2.6 熔核内部有缩孔及裂纹
在焊核结晶过程的高温中,金属强度很低,或存在脆性组织,不足于克服收缩所产生的拉力,易产生裂纹;焊件表面锈蚀等杂质进入焊核与某些合金元素形成低熔共晶,也会引起内裂纹;电流过大,温度急剧变化,内外冷却不平衡,限制了焊核结晶时的收缩,也会在焊核中心形成缩孔。因此,要克服裂纹缺陷,除选择合适的电流电压之外,在焊件加热结束后,应使电极压力继续适当延长一段时间,迫使焊核结晶在压力作用下,产生一定的挤压变形,以弥补金属冷却时的收缩,有助于防止产生裂纹和缩孔 。
3.2.7 板缝间金属喷溅

图7 表面局部烧穿
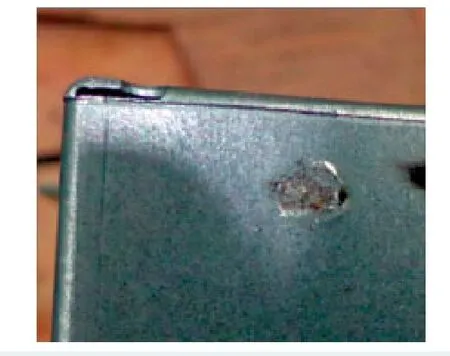
图8 熔核尺寸小
内部喷溅的产生主要与熔核形成过程中温度变化和相变引起的金属的体积膨胀产生的作用力有关,在钣金件点焊过程中,塑性变形区域先于液态熔核生成,并伴随熔核一起长大。在加热速度过快的情况下,熔核体积会迅速增大,塑性变形来不及扩展,就会在钣金件之间发生塑性环的撕裂,产生内部喷溅 ,如图10所示。
4 结论
(1)结合实际生产情况,分析了钣金件点焊特性及实际生产中点焊产生压痕过深、表面局部烧穿、焊点表面发黑、熔核尺寸的过小或者过大、熔核内部的缩孔及裂纹以及钣金件之间的金属喷溅等缺陷的影响原因。
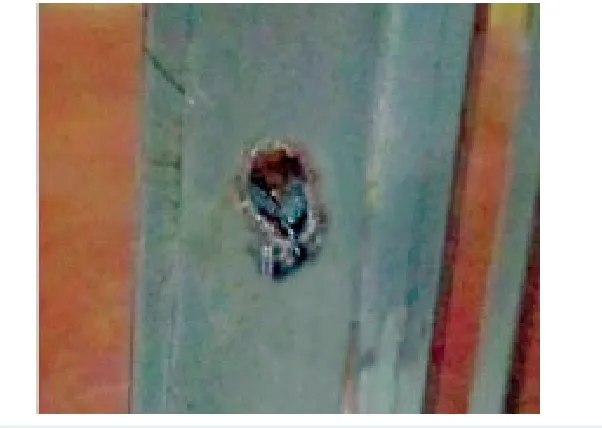
图9 焊核裂纹
(2)点焊缺陷的产生主要与点焊电流、电极压力、电极直径以及钣金件表面的清洁程度有关,根据实际生产而调整点焊电流和点焊时间、规范点焊电极的直径大小,适当调节电极压力等措施,可以减少零件因为缺陷问题而产生的质量问题。

图10 板缝间金属喷溅
[1] 王亚荣 张忠典. 镁合金电阻点焊接头中的缺陷. 焊接学报,2006,27(7):9-12
[2]林让贤.点焊缺陷分析与工艺规范. 广西机械,1999,4:18-21
[3]魏雷. 镀锌板电阻点焊质量评判方法的研究.兰州:兰州理工大学,2009
[4] 吴继,张晨曙,罗贤星. 镀锌钢板点焊形核机理的研究.南昌工程学院学报,2007,26(3):31-34
[5]程长坤 董仕节 陈贻宏. 电阻点焊电极表面处理的研究现状和展望. 湖北汽车工业学院学报,2004,18(1):28-31
[6]张旭强 张延松 刘衍聪. 热镀锌高强钢点焊的电极磨损对焊点质量的影响. 焊接学报,2009,30(10): 5-8
[7]王亚荣 张忠典.镁合金电阻点焊内部喷溅产生的原因分析. 焊接学报,2007,28(7):105-108
