铝漆包线电机在冰箱压缩机上应用的关键技术
2013-04-01张宣枞李建周李弢
张宣枞 李建周 李弢
(1、中国质量认证中心上海分中心 上海 200135;2、合肥美菱股份有限公司 安徽合肥 230601)
1 引言
自从2003年以来,国际铜价一直呈快速上涨趋势,从2003年每吨不到20 000元,到2011年每吨超过72000元。特别是在2006年上半年,铜价上涨了近一倍。之后的几年铜价均维持在高位的水平,仅在2008年底的国际金融危机过程中出现过大幅下跌,但随着经济的复苏,铜价很快回到高位水平,尤其是伴随着铜作为战略储备物资受到国际经济、政治、军事的影响日益明显,未来铜价上涨的预期气氛日益浓厚。
冰箱(柜)采用的铜漆包线电机的压缩机使用广泛,其中铜漆包线的成本在电机的材料成本中占有约50%以上比例,其中铜材价格上涨趋势明显,压缩机制造商和主机厂如何应对铜价的上涨成为一个严峻的课题。铝漆包线作为铜线的替代品可以显著地降低电机成本,但铝漆包线电机效率显著下降,且铝线机械性能差、熔点低,没有在压缩机中大规模使用的经验,其可靠性及相关制造工艺都是值得我们研究的问题。
2 铝漆包线替代铜漆包线的方向
铜和铝都具有良好的导电性、导热性和耐腐蚀性,因此常被用于制作各种电线、电缆和载流零件等,铝的密度是2.7克/立方厘米,而铜的密度是8.9克/立方厘米;铝导体的柔软性比铜导体好,相比之下它更容易做成线圈。但两者在物理性能上有很大的差异,如表1所示,这些物理性能的差异对铝漆包线的应用产生了很大的影响。
铝导线的电阻率是铜导线的1.582倍。根据欧姆定律R=ρL/S和电机绕组温升公式:

式中: △t—绕组温升;R —实验开始的电阻(冷态电阻);R —实验结束时的电阻(热态电阻);k—铜绕组等于234.5,铝绕组等于225;t—实验开始时的室温;t —实验结束时的室温。
压缩机的电机在同等温度下,若想使铝线绕组电阻接近铜线电阻的话,铝线导线截面积需为铜线导线的1.58倍,即实际铝线线径D=D×1.28。需要重新设计电机冲片,加大槽型,但直接加大槽型会导致铁心主磁通面积减小,齿、轭部磁通密度增大。铝线电机要达到铜线电机同样性能,一般采用增加铁心叠高或加大整个铁心面积或采用低铁损、高磁感应的高牌号硅钢片的办法来解决。因此,铝线代替铜线的前提是增加铁的用量。
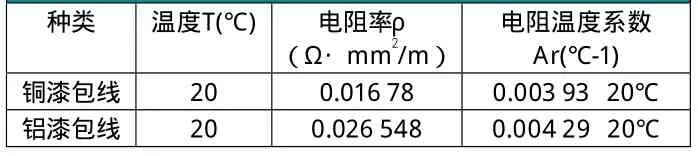
表1 铜和铝的电阻率比较
3 铝漆包线替代铜漆包线设计电机的优化途径
由于铝线的电阻率比铜高1. 6倍,直接用相同线径的铝线替换铜线将导致电机绕组的电阻增大。电机的铜损W = IR,在输出功率P相同的情况下,电流I变化不大,电阻R 增加将会使铜损接近正比例增大。在电机槽形、铁心长度不变的情况下,直接把铜线换成相同线径的铝线,电机效率下降明显。在铝线电机的开发生产过程中,必须通过相关设计变更来弥补电机效率下降的比例。
3.1 铝漆包线规格
甴上述分析可知,铝线绕组电阻必须接近或者达到铜线电阻,铝线导线截面积须要设计为铜线导线截面积的1.58倍,即实际铝线线径D=D ×1.28。
3.2 改进槽形设计
铝漆包线电机的的绕组根据上述分析需要被加大,以便使得铝线绕组电阻接近或者达到原铜线绕组的电阻,这就需要改进槽型,改进的方向主要是增大槽口宽度,目的便于嵌线;
3.3 适当降低绕线速度、嵌线速度,防止铝线变形增大及线伤而影响电机性能
如将绕线速度从最高1800RPM降到1000RPM来严格控制绕线速度、嵌线速度。从电机生产工艺角度,由于铝线比铜线的韧性要差、比较软,容易断线,要求电机生产线上的各种工艺,如速度、应力以及模具压力等都要改进调试。
为降低绕线张力,减小铝线延伸变形率,机器下线时绕组绕制速度下调。铝线圈绕组成型的绕线速度应被控制在铜线绕线速度的70~75%;
为减小绕组拉入定子、扩张过程中受力部位铝线的变形,推杆、推头、导条的工艺圆角要比铜线工艺要大,同时对线模尺寸根据槽形变化进行调整。
铝线回弹率远低于铜线,定子线包络粗、精整形工装设计时要减小回弹系数。
3.4 铝漆包线的连接
铝漆包线连接具体分为两个过程:一是脱漆,二是焊接。
A)脱漆 目前主要压缩机电机厂家普遍采用脱漆机脱漆。如用铜线工艺由于铝线与滚轮高速摩擦,温度很高,所以脱漆后的铝线一方面线径损伤变细,另一方面铝线表面变黑,氧化严重,极难上锡或铆接,为此脱漆机滚轮应改用铝线专用滚轮,轮间适当放大间隙,同时降低滚轮转速。
B)连接方式压缩机电机厂家有的采用端子铆接,有的采用助焊剂加无铅焊料焊接,两种方式各有优缺点。采用端子铆接工艺因铝线线径不同须频繁地调整铆接刀口凸凹模尺寸,务必使铝线、线束引线与卡子之间接合处于充分接触导通状态,否则会因接触不良产生不启动的现象。如采用焊接工艺,则因铝线焊接非常困难,采用原有的铜线焊接工艺及材料,上锡根本不可能,绕组与线束引线连接必须针对铝漆包线采用专用助焊剂加无铅焊料焊接。
3.5 过程增加线径的检测,绕线、嵌线整形的外观检测控制
铝线抗拉强度差,绕线时使用张力轮的话,铝线易断易损易拉细,影响温升和寿命。目前推荐使用靠绕线机旋转臂的甩力自然张紧的处理方案。
3.6 全检电机电阻、匝间耐压、对地耐压、转向等
3.7 全检电机绕组高度、安全尺寸
相对于铜,铝非常容易氧化,焊接非常困难,采用原有的铜线焊接工艺及材料,上锡根本不可能,所以铝线电机如用焊接工艺,必须采用铝漆包线专用焊锡材料及工艺。
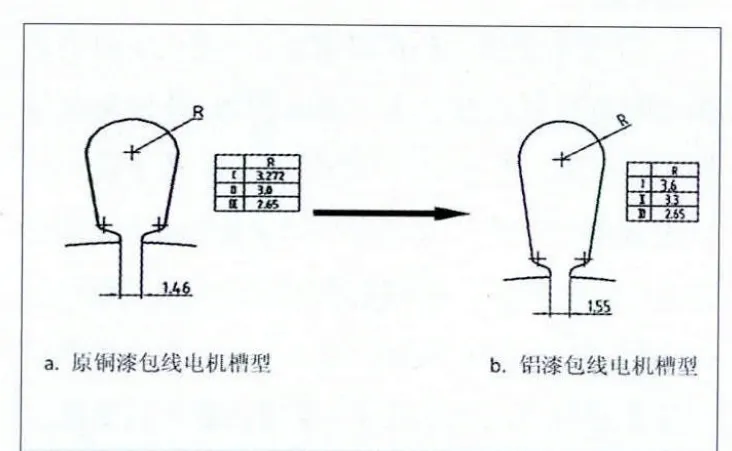
图1 漆包线甴铝代铜前后的槽型变化
4 可靠性验证
4.1 铝漆包线的主要可靠性试验
①软化击穿试验:铝漆包线按GB/T4074.6方法试验,铝漆包线在不低于120℃的温度下,通220V电压,持续2分钟,漆膜应不被击穿。
②耐溶剂性试验:漆包线按GB/T4074.4方法试验,漆包线在经耐溶剂试验后,其漆膜的硬度应不小于铅笔硬度”H”。
4.2 压缩机的可靠性
500小时寿命试验、2000小时高温试验、50万次启动耐久性试验、堵转试验、连续过载与最终跳闸试验等,7000次冰箱模拟循环试验.冰箱长期运行试验。
4.3 铝线电机的电气安全控制
铜线压缩机电机成本结构中,铜线成本占大头,达到电机成本50%以上,甚至更高。铝线电机则不同,硅钢的成本变成主要考虑因素,在满足性能的前提下要使电机有较高的性价比,缩短铁芯叠厚,提高定子下线槽满率是不二之选。目前市场上有竞争力的机型其配套电机的槽满率均在82%以上,同时为提高电机的效率,行业内铝线电机普遍采用了大槽形、小槽口设计,再加上铝线线径较粗,三者叠加即“高槽满率+粗线径+小槽口”使铝线机器下线难度相比铜线明显增加,特别是铝线质地较软,拉入、扩张过程中承压部位变形难以回复产生压印,其中隐存的质量风险也成倍增加。为提高对铝线电机的电气安全检测力度,可采取下述措施:首件要进行针孔试验,检验生产线完好状态;其次提高电机电气安全项出厂标准,即提高电气强度检测电压,增加电弧侦测手段。
5 铝漆包线电机压缩机运用状况
首次使用HYE81MHU机型匹配210L卧式冷藏/冷冻转换冷柜产品上,并同步优化了该产品的制冷系统,完成性能匹配及可靠性测试,达到降低冰柜成本以及满足可靠性与性能等质量与批生产的目标。

表2 210L卧式冷藏/冷冻转换冷柜产品的能耗测试表
如表2所示,该机型同时满足500h高温寿命测试的技术要求,各项指标均为合格。副线圈采用铝线的电机在优化中增加了铁心的长度,电工钢的用量有所增加,但是采用铝线后,漆包线的成本大幅度降低,电机成本显著下降。按照目前的铜价,直接材料成本可降低15-20元。
6 结论
通过本文的分析可以看出,压缩机电机中采用铝线替代铜线在技术上是可行的,特别是副线圈采用铝线,通过增加电机铁心长度等手段对电机进行优化设计,可以在保持效率的情况下大幅降低成本,综合而言,采用副绕组为铝漆包线电机的压缩机单台成本能下降15-20元。通过对电机的加工工艺进行针对性的完善,采用铝漆包线电机压缩机可以实现COP≤1.75的批量生产和使用。
[1] 忻雪青,李伟冬. 铝线在集中式绕线电机中应用的可行性探讨[J].上海电气技术,2010,3( 1) : 44 - 48.
[2] 陈秋明. 用铝线代替铜线设计小功率异步电动机[J].微特电机,2008( 9) : 16 - 17.
[3] 周鹗,徐德凎,濮开贵. 电机学[M]. 北京: 水力电力出版社,1988: 152 - 206.
[4] 陈世坤. 电机设计[M]. 北京: 机械工业出版社,1990: 76 - 96.
[5] 张兴志,顾添其,张秉. 铝漆包线在电机中的应用研究[J].微特电机,2011,12: 71 - 73.