SA335P91钢焊接工艺研究
2013-03-27张红玉原庆芳刘守君齐明贞
张红玉,原庆芳,刘守君,齐明贞
(1.山东华臻重工有限公司,山东 烟台 265500;2.山西新华化工有限责任公司设计研究所,山西 太原 030051;3.中北大学机械工程与自动化学院,山西 太原 030051;4.太康县职业中等专业学校,河南 周口 461400)
0 引 言
华能辛店电厂三期2×300MW机组,过热器连接管设计压力18.37 MPa,设计温度546℃,管道采用材料为SA335P91钢。我公司也是第一次接触到此类钢种,这在焊接工艺设计和焊接工艺评定方面产生了新的问题。又因为该钢是一种改进型的9Cr-1Mo钢,是由美国橡树岭国家实验室和美国燃烧公司研究开发的,它是一类在9Cr-1Mo钢基础上加入了V、Nb、N、Ti、Al合金元素的改进型的新钢种。而且该钢种具有良好的抗高温氧化和抗蠕变性能,同时热强性好,能有效地减轻结构自重,所以近几十年应用在美、欧、日等发达国家的电站设备中。我国是从20世纪90年代中期引进了该钢种,并应用于十余座火力发电厂中,但由于P91钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向,因而对焊接工艺和热处理工艺有严格的要求[1-5]。J.C.Vail⁃lant等人[6]研究了现代燃煤发电厂的新进展。W.Ben⁃dick等人[7]研究了新型低合金耐热铁素体钢——T/P23 and T/P24在电厂中的应用。
1 SA335P91钢性能
SA335P91钢即9Cr1 MoVNbN耐热钢。该材料具有良好的高温热强和抗氧化性能。目前,国内外大型电站锅炉再热器,过热器管道和集箱已在广泛使用。使用SA335P91钢,可以减少结构的设计壁厚,降低结构整体重量。在同样的工作条件下,SA335P91钢与传统的CrMo耐热钢相比其厚度仅为他们的1/2和2/3。典型的SA335P91钢的化学成份及机械性能见表1、表2。
2 焊接工艺
我公司用于过热器连接管的材料规格 457 mm×45 mm,由于该材料对我公司来说比较稀少,焊接工艺评定用材料需单独购买。工艺评定用材料牌号SA335P91,规格 457 mm×45 mm。经公司几位焊接专家研究决定:采用氩弧焊封底,焊条电弧焊填充及盖面工艺进行焊接。
2.1 焊接预热与层间温度

表2 SA335P91钢的机械性能
在焊接SA335P91钢时,首先应考虑焊缝金属与母材相近。一般说来,在所有的冷却条件下,SA335P91钢焊缝金属的组织马氏体,其焊态硬度可达450 HV,因此,要特别注意防止焊缝氢致裂纹的产生。在焊接过程中选择正确的预热温度和层间温度,对焊出满足要求的焊缝是至关重要的。根据SA335P91钢手册和《焊接工艺评定手册》的推荐资料,本文采用手工氩焊封底时预热度≥150℃;焊条电弧焊时,预热温度≥205℃;最高层间温度≤280℃为宜。
2.2 焊接和焊接材料
2.2.1 手工氩弧焊
大口径SA335P91钢对接焊缝坡口为单U型,钝边为1~1.5 mm,装配时留0~1 mm间隙,焊前将坡口周围用钢丝刷清理干净,见金属光泽;焊前将工件预热≥150℃,焊接材料选择满足SA335P91钢的化学成分及性能要求;氩弧焊丝为ER90S-B9,直径 2.4 mm。为了保证氩弧焊封底焊透,内面成形好、不氧化,焊接时,管内一定要充氩气保护。焊机采用唐山松下TSP300产晶闸管控制直流脉冲TIG弧焊电源,焊后缓慢冷却到室温,并对打底焊缝进行100%的着色检查,合格后方可进行焊条电弧焊焊接.所用焊丝ER90S-B9的化学成份,见表3。

表3 ER90S-B9焊丝化学成份
2.2.2 焊条电弧焊
当手工氩弧焊封底检查合格后,用焊条电弧焊填充盖面,完成焊接。焊条电弧焊施焊时,SA335P91钢管应预热≥205℃,焊条使用E9015-B9,3.2 mm、4.0 mm。焊条使用前按照焊材样本推荐的温度(300~350℃)进行烘干,严格控制升温速度,并保温2 h,然后等温度降到100℃左右时,转入恒温箱,随用随取。焊工领用时应放入保温桶内,防止吸潮。施焊时,每一层都要仔细清理焊渣,且在收弧处多停留一下或者回焊2~3次,将弧坑填满,防止产生弧坑裂纹。层间温度不能低于205℃,也不能高于280℃。所用焊条E9015-B9的化学成份,见表4;各种焊接方法的焊接规范参数见表5。
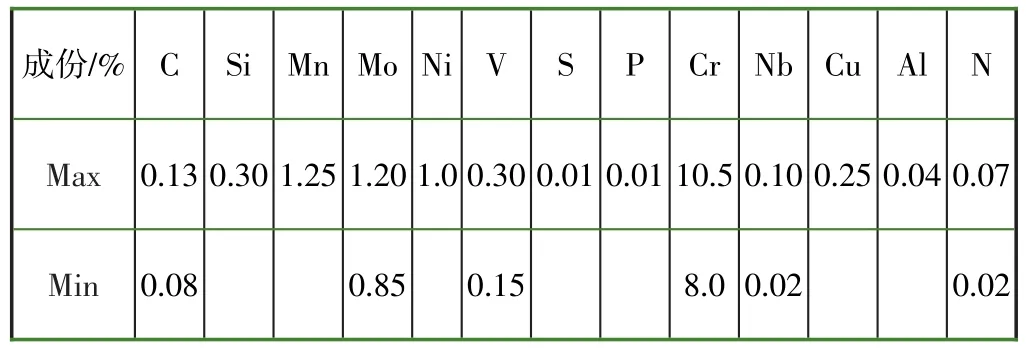
表4 SA335P91钢用焊条(E9015-B9)化学成份

表5 焊接规范
2.2.3 焊后热处理
当SA335P91钢焊接完成后,由于受生产条件的限制,不能立即进行焊后热处理。为了保证扩散氢有足够的时间逸出,避免裂纹产生,焊后立即采用两哈电加热炉对焊缝消氢处理,温度为(375±15)℃,保温2 h,缓冷到室温,以便进行RT、UT检验,同时,消除焊缝中未转变的奥氏体,使奥氏体-马氏体转变充分,因为未转变的奥氏体内能滞留相当量的扩散氢,残余奥氏体不受回火处理的影响,而在冷却后转变成新的未经回火的马氏体。另外,还需要停留24 h以后再进行热处理,使可能产生的延迟裂纹充分暴露。热处理要严格按照热处理工艺进行,采用(760±20)℃保温3 h,见图1热处理曲线。
3 接头无损检测和力学性能试验
热处理完成后,按照JB/T 4730.2—2005对焊缝进行AB级技术100%RT检测,检测结果为II级;然后又按照JB/T 4730.3—2005对焊缝进行B级技术100UT检测,检测结果为I级。
按照GB/T 228—2002,GB/T229—2007,GB/T232—1999,GB/T13298—1991要求进行试验,试验结果,见表6。

图1 SA335P91钢的热处理结果曲线

表6 SA335P91焊接接头试验结果
4 结 论
通过以上一系列的实验,可知,虽然SA335P91钢的焊接性较差,焊接工艺复杂,但只要选择合适的预热温度、背面冲氩气保护、合适的层间温度、及时消氢处理,严格按工艺执行,完全可以避免焊接缺陷的产生。
SA335P91是一种对温度比较敏感的高合金耐高温材料,在施焊过程中应当严格控制层间温度,焊接完成后应正确选择热处理温度和保温时间,控制出炉温度,也能施焊出质量优良的焊缝。
[1] 纪贵.世界标准钢号手册[M].北京:中国标准出版社,2003.
[2] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2004.
[3] 陈裕川.焊接工艺评定手册[M].北京:机械工业出版社,2000.
[4] 樊东黎.热处理技术数据手册[M].北京:机械工业出版社,2006.
[5]ASME-II材料A篇铁基材料[M].CACI,译.北京:中国石化出版社,2007.
[6] T/P23,24,911 and 92:New grades for advanced coal-fired power plants—Properties and experience Original Research Article[J].International Journal of Pressure Vessels and Pip⁃ing.2008(85):38-46.
[7] J.C.Vaillant,B.Vandenberghe,B.Hahn,H.Heuser,C.Jo⁃chum.New low alloy heat resistant ferritic steels T/P23 and T/P24 for power plant application[J].International Journal of Pressure Vessels and Piping,2007,84(2):13-20.
