加工中心可编程平移和旋转零点偏置的应用
2013-03-25张秀红
张秀红
(中国一拖集团有限公司第三装配厂,河南洛阳471004)
1 引言
随着现代机械加工方式的不断进步,加工中心在机械加工中得到了越来越多的应用,其柔性、高效的加工优势也在不断地显现。在保证零件加工质量、提高生产效率等一系列环节中,加工中心设备编程功能的应用技巧显得尤为重要。除优化走刀路径外,为提高加工中心的加工效率与加工精度,缩短零件找正、坐标计算与编程的时间,简化编程,可编程的零点偏置和坐标轴旋转的合理应用也是一个很好的重要手段。
2 加工中心可编程平移零点偏置
(1)用键盘直接输入数据和以编程格式输入数据。零点偏置允许工件坐标系相对于机床参考坐标系设置基准点。确定好工件零点后,可将工件零点偏置数据通过机床的操作面板,输入到数控系统X、Y和Z轴对应的数据中去,从而确定编程零点在机床坐标系中的位置。例如,输入到G54~G59或由此派生的其它偏置表中。
由于数控系统直接输入数据的零点偏置数量有限(一般为100~200个),在多品种以及一夹多件等实际加工应用中,很快就会超出数控系统允许的零点偏置数量,存在不能满足数据输入使用个数的矛盾。为解决这一矛盾,可用编程格式输入零点偏置数据(即通过在编写加工程序时编写输入零点偏置),同样可达到键盘直接输入数据的效果,并且可以无限制地重复使用,解决数控系统允许的零点偏置数量不足的问题。
(2)在SINUMERIK 840D数控系统中,可编程的零点偏置TRANS/ATRANS指令功能,就是以G54~G599设置的当前有效的工件原点为参考基准,X、Y、Z沿几何轴向进行偏置工作原点,用TRANS/ATRANS指令功能可以给所有的轨迹和定向轴编入沿规定轴向的平移,此方法就可以在不同的工作原点加工。
例1:如图1所示,在工件的不同位置上重复相同的加工过程。
该工件的加工描述图形在同一程序中重复出现多次,并在不同的位置。使用TRANS/ATRANS指令功能进行可编程的零点偏置编程,只需将该形状的加工步骤编制程序存入子程序中,用TRANS/ATRANS指令功能平移
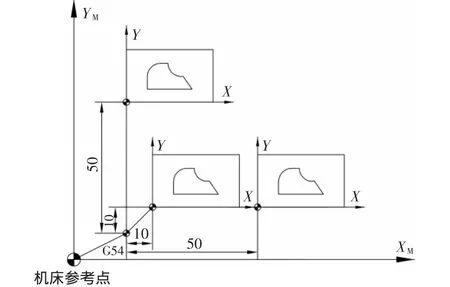
图1 加工描述图
那些工作原点,然后调用子程序即可。
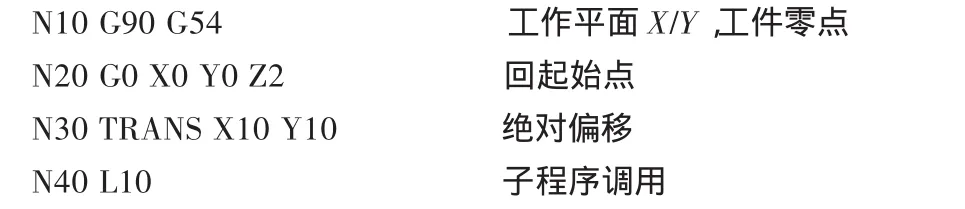
图1的加工程序为:
(3)在卧式加工中心设备上加工任意角度内容时,可结合数控系统的运算功能,确定任意角度加工的工作原点,使运算和设置更为便捷。
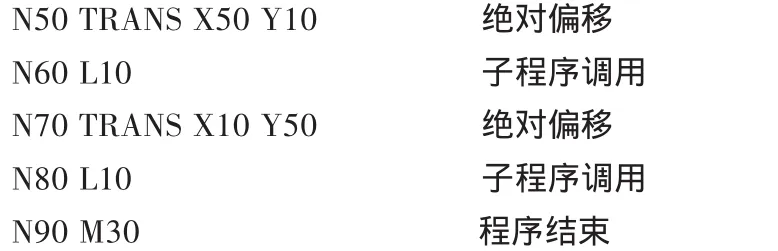
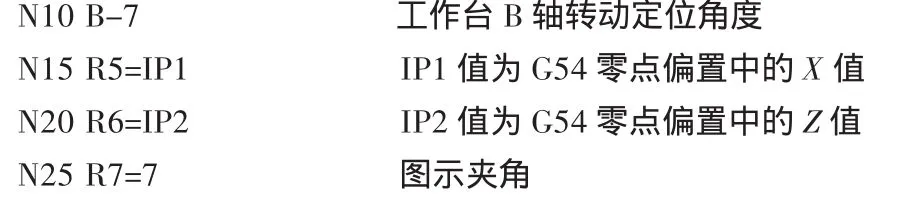
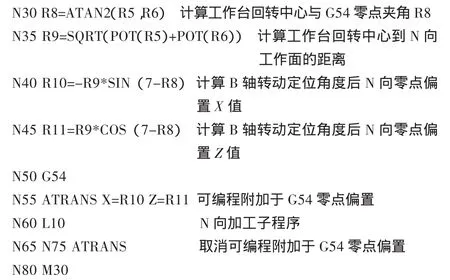
如图2所示为加工N向内容描述图。
图2 加工N向内容描述图
图2的加工程序为:
3 加工中心可编程旋转零点偏置
(1)加工中心可编程旋转零点偏置由空间围绕几何轴旋转和选择的工作平面垂直方向的进刀轴方向旋转功能组成。
工件坐标系围绕几何轴X/Y/Z中的一个进行旋转,适用于五轴或立卧转换加工机床,有利于空间工作平面转换和编程X/Y/Z与几何轴X/Y/Z一致。选择工作平面G17/G18/G19平面中(或者垂直方向的进刀轴)围绕角度进行旋转,适用于立式、卧式和立卧转换以及五轴加工中心。这样,就可以在同一个装夹位置对斜置平面进行加工,或者对工件几个不同方向的平面进行加工。
(2)不同的旋转方式有不同的程序书写指令,但务必要单程序段书写。
ROT为绝对旋转,以当前用G54到G599设定的工件零点为基准,AROT为附加旋转,以当前设定的或者编程的零点为基准。RPL为平面中旋转,坐标系旋转的角度(平面用G17~G19设定)。
ROT/AROTX…Y…Z…是空间围绕几何轴旋转,以当前用的工件零点为基准,需选择围绕旋转的轴和旋转角度。ROT/AROT RPL=…是工作平面垂直方向的进刀轴方向旋转,同样以当前用的工件零点为基准,同时确定需工作平面G17/G18/G19平面,只需选择旋转角度即可。右手螺旋原则适用于旋转方向,如图3所示。
(3)通过可编程旋转零点偏置可消除立卧转换与几何轴X/Y/Z设置的矛盾。立卧转换加工中心的几何轴X/Y/Z通常以卧式几何轴X/Y/Z设置,进行卧式加工时其程序编制完全遵循笛卡尔坐标系原则,通过主轴卧-立转换后,进行立式加工时其程序编制就不符合遵循笛卡尔坐标系原则,立式编程时,原Z轴变为Y轴(中垂直方向的进刀轴为Y轴),原Y轴变为Z轴,给程序编制带来了极大不便,特别是自动编程时额外增加了手工修改程序的工作量。运用可编程旋转零点偏置,通过空间旋转使编程地址X/Y/Z与几何轴X/Y/Z一致,使立式加工也遵循笛卡尔坐标系原则。
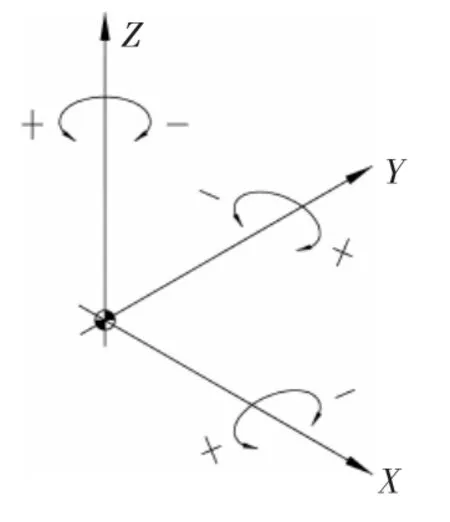
图3 空间几何轴旋转
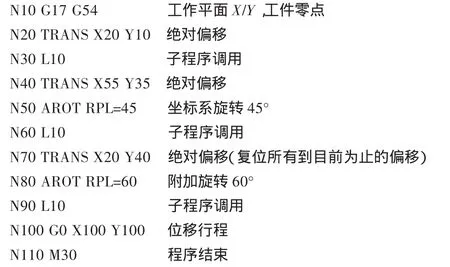
(4)在不同的工件位置上重复相同的加工过程中,可编程旋转零点偏置同样具备在不同的工作原点加工功能。如图4所示,在一个工件中,多次出现不同角度和位置的相同形状,除了零点偏移之外,还必须进行旋转,因为这些多个相同形状并不是轴向排列的。
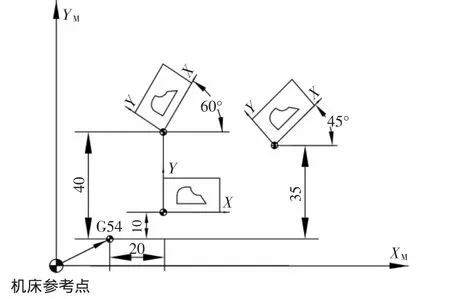
图4 不同工件位置的不同工作原点
图4的加工程序为:
(5)在机械维修和零部件改制或补充加工时,巧妙运用可编程零点偏置可缩短加工找正时间和技术难度。由于零件原来的制造基准遭到破坏或精度下降等原因,导致二次找正精度差,不利于二次加工时的精度保证,在加工中心上使用可编程零点偏置可以解决制造基准丢失问题,如图5为原零件示意图,图6为需要在图5的原零件上补充加工φ15孔。
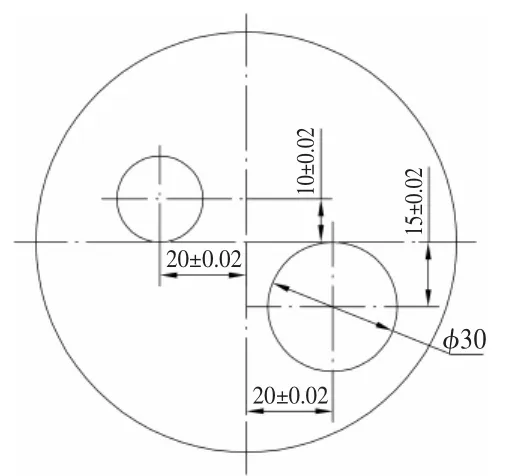
图5 原零件示意图
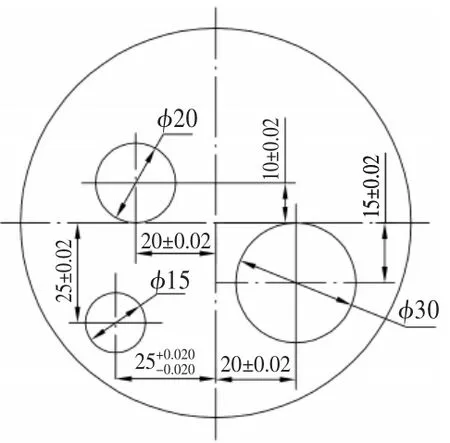
图6 在原零件上补充加工φ15孔内容
通过分析补充加工内容φ15孔,以φ30孔为G54加工φ15孔,由于零件存在旋转角度的影响,需要确定出零件在工作台上固定后与图示6水平方向旋转角度误差。
①计算图示φ30孔与φ20孔中心连线与水平的夹角α:α=arctan[(25+10)÷(25+20)]
②在立式加工中心确定φ30孔为G54后,在G54零点偏置下,使用百分表找出φ20孔中心在G54零点偏置下X、Y坐标值,计算出零件与机床X轴夹角β:
β=arctan(Y÷X)
③计算出零件在立式加工中心工作台上夹紧后与图示旋转角度误差γ: γ=α-β
通过上述的计算,其加工程序为:
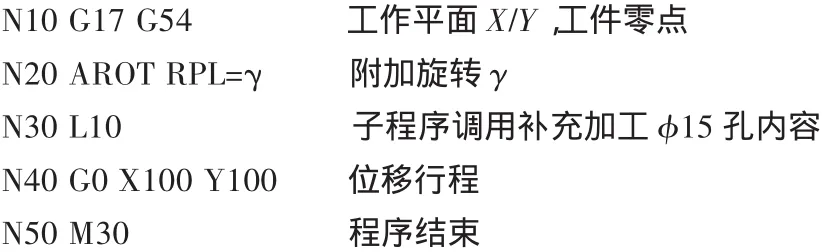
对以上的运算也可运用数控系统的运算功能直接编入加工程序。
4 结语
加工中心可编程零点偏置的应用,可降低无夹具加工和单件加工找正的难度,缩短了计算、找正辅助时间,同时也降低了新产品试制生产准备周期和成本。只有通过生产实践中的不断地学习和总结,才能全面发挥先进数控制造装备的功能,更好地服务于机械制造。
[1] Mandelli stom 1400加工中心设备操作说明书[Z].2000.
[2] Sinumerik 840D sl数控系统编程手册[Z].2000.
[3] 彼得.斯密德[美].数控编程手册[M].罗学科,等译.北京:化学工业出版社,2005.
[4] 刘雄伟.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
[5] 严烈.MasterCAM应用基础教程[M].北京:冶金工业出版社,2001.
