家用豆浆机噪声测试及分析与控制
2013-03-20朱秀琳
朱秀琳
(南京工业职业技术学院机械学院,江苏 南京 210023)
豆浆机是一种人们日常生活中常用的小家电,尤其受中国人青睐,家庭使用率非常高,年产量在数千万台,各种品牌多达数十家。人们使用中发现其共同缺点之一是噪声较大且有明显振动。质量是企业的永恒追求、是企业立足市场的保证,因此各家生产公司一直努力改进,但是这个问题从未得到根本解决。遍查国内外相关资料,未发现有针对这类产品的振动噪声问题有专门研究的文献。
1 豆浆机噪声来源
本试验研究对象是某款九阳牌豆浆机。其构成见图1,由机头(内装有电机、轴承、电脑板等)、机壳(盛装食物)、机座(支承机身及安装电源线路)组成。工作动力来自电机,为简化结构一般采用立式安装,电机直接带动刀杆上的刀片高速旋转从而粉碎食物。本机最高工作转速14 000r/min。由电机、轴承、刀片以及被粉碎食品及机壳,在电机高速旋转下,组成振动系统,并产生噪声。
正常状态下的豆浆机工作噪声的主要来源可能有,①电机。主要分为电磁噪声和机械噪声。电磁噪声是由于交变磁场对定子与转子作用产生周期性的交变力引起振动而产生的[1]。机械噪声包括轴承高速回转质量偏心引起的振动噪声及电机转子不平衡、转子受“沟槽滑坡力”作用等引起振动而产生的沟槽谐波噪声[1]。②机壳受迫振动噪声。本款豆浆机机壳为不锈钢,机壳空腔板结构受到机头的激励作用而振动,从而辐射噪声。③食物碰撞刀片、机壳以及互相碰撞、摩擦而产生的噪声。
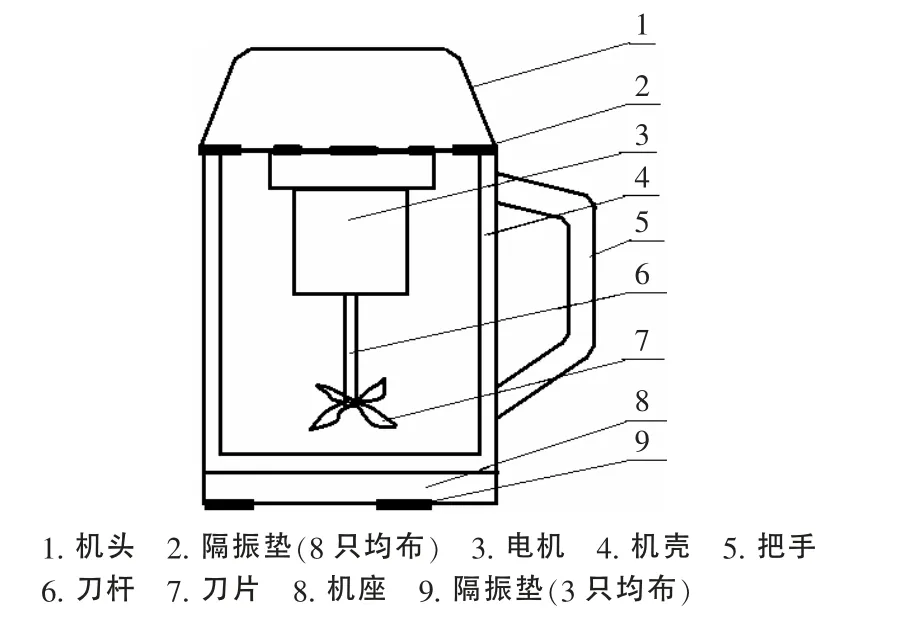
图1 豆浆机结构示意图Figure1 Sketch map of the soymilk maker
2 噪声检测方法与系统
噪声常以分贝(dB)表示的A 声级或声功率级作为评价标准,对不同的机械产品规定有相应的测量方法和容许标准。常用测量仪器有声级计、声功率计、频率分析仪和记录、显示仪器等[1,2]。
噪声源识别方法一般有主观法与客观法。主观法依赖于个人经验因此具有局限性,一般只能进行定性分析。客观法是利用仪器测量,分析测量数据从而鉴别噪声源。具体分为频谱分析法、声强法、全息照相法等[1,2]。
本豆浆机噪声源识别采用常用的频谱与相干分析法[1,2]。噪声与振动信号测试系统示意图见图2。本试验的振动与噪声动态信号分析仪采用的是美国LDS公司的Focus II。
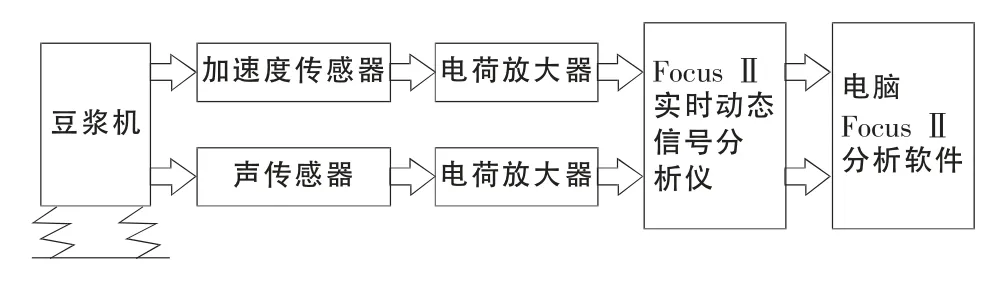
图2 振动噪声信号测试系统Figure2 Test system on vibration and noise
3 某豆浆机的工作噪声测试与分析
3.1 豆浆机工作噪声测试
本次测试按照GB 4214-84 规定在半消声室内进行。声级计采用的是HS5660 系列精密级。据文献[2],测点放在距离被测对象1 m,高度与其平齐。开动机器工作,在其圆周方位选了10 个测点测试了10 次,求其平均值为61.5dB。中国环境噪声标准规定:居民住宅小区区域环境噪声平均等效声级须达到环境质量1类标准,即昼间55dB,夜间45dB[3]。由此可见该款机器的工作噪声还是有些超标。本试验希望通过振动、噪声测试找出噪声源,并在此基础上采取合适方法减振降噪,解决该机噪声超标问题。
3.2 豆浆机主要噪声源识别
3.2.1 测试信号的频谱分析 振动噪声源识别测试系统见图2。测试准备:三向加速度传感器用胶水粘在豆浆机机壳上,声传感器置于豆浆机旁,各自对应4个不同的输出通道。机器置于隔振垫上,以尽量避免环境振动和噪声的影响。
启动机器工作一段时间运行平稳后,拾取3个方向振动加速度信号,因为左右方向振动最为强烈,因此主要对其进行自功率谱分析[1,2],见图3。
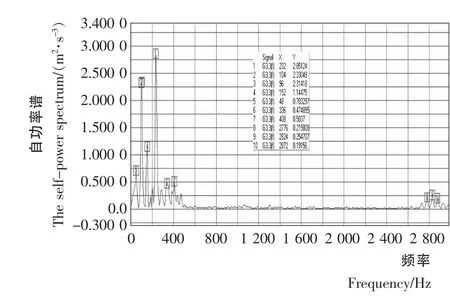
图3 豆浆机左右方向振动自功率谱图Figure3 The self-power spectrum in the left-right direction
由图3可知,主要峰值频率有48,96,104,152,232,336,408,2 776,2 824,2 872 Hz,其中232,104,96 Hz 三 处 频 率振动尤为明显,是其它几处的数倍。
豆浆机噪声信号自功率谱见图4。由图4可知,豆浆机噪声主要集中在96,104,168,200,240,448,2 776,2 824,2 880,2 928Hz。
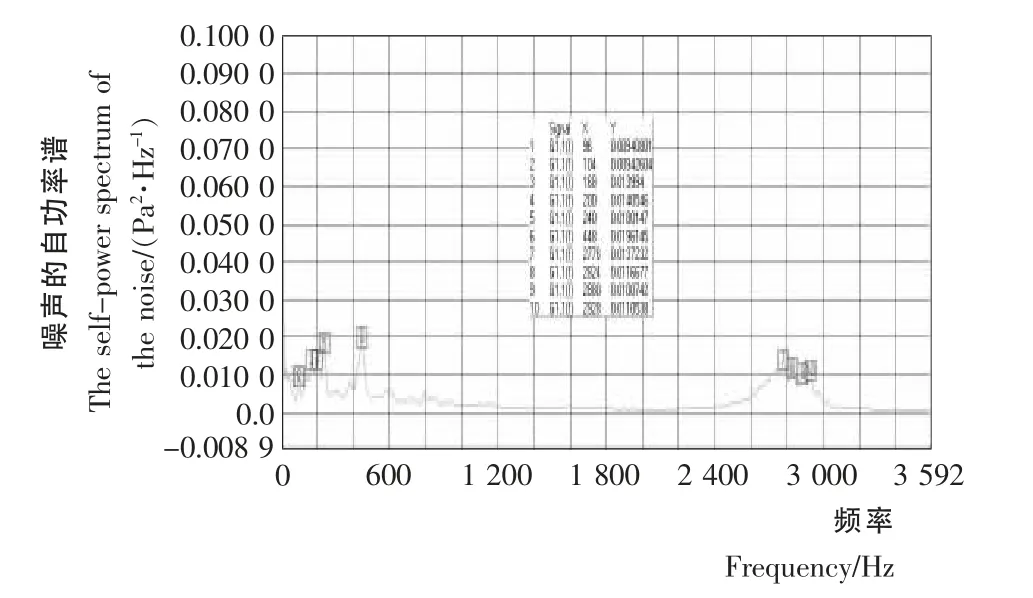
图4 豆浆机噪声信号自功率谱Figure4 The self-power spectrum of the noise
噪声信号的1/3 倍频程见图5。由图5 可知,豆浆机1/3倍 频 程 噪 声 的 中 心 频 率 主 要 有:250,400,500,2 500,3 150Hz。其中最大的中心频率为2 500 Hz。噪声能量主要集中在400~500Hz以及2 500Hz以上的频率段。
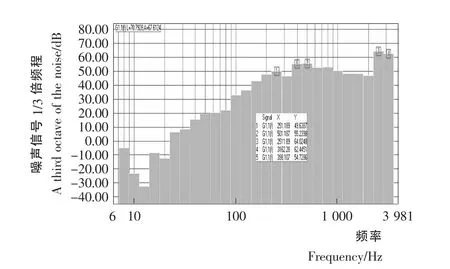
图5 豆浆机噪声信号1/3倍频程Figure5 A third octave of the noise
3.2.2 豆浆机噪声与壳体振动相关性分析 在振动与噪声识别分析技术中,经常利用互相关函数Rxy来描述两个随机信号之间的相关程度。在实际问题中常把时域函数Rxy(τ)通过FFT 变换转换成频域中的互谱密度函数Sxy(f),而实际测试 时,常 用 相 干 函 数r2xy(f)来 衡 量Sxy(f),r2xy(f)=S?x?S(fxy)(Sfy)(f?2)。如果r2xy(f)<0.5,则说明二者相关程度不大[1]。
将测试所得的噪声信号与豆浆机壳体振动信号,利用Focus II实时动态信号分析仪作相关性分析得到r2xy(f)见图6。
由图6可知,豆浆机噪声与壳体振动相关性比较大的是9 6,104,240,2728,2784,2824,2880,2920Hz相 干 函 数rx2y(f)分别达到0.824,0.893,0.730,0.866,0.849,0.902,0.872,0.873。

图6 振动和噪声相关性分析Figure6 The correlation about the noise and the frame vibration
综上测试结果与分析,可得如下结论:振动和噪声频率主要在500Hz以下和2 700~2 900Hz两个频段,232Hz应该为电机基频(电机转速为14 000r/min=14 000r/60s≈232Hz),500Hz以下噪声主要是机壳振动引起的结构声,2 700~2 900Hz主要是电机的电磁噪声。
4 豆浆机的噪声控制
4.1 噪声控制一般方法
噪声控制方法有很多。比如采用吸声材料吸收噪声、采用隔声设计隔离噪声、采用隔振与减振措施减轻噪声来源、采用消声器有效降低空气动力噪声等[1,2,4]。需要根据具体情况选择合理可行的措施。根据上述测试分析,本豆浆机噪声源主要是电磁噪声及机壳振动引起的结构声。
减小电磁噪声的最有效途径是稳定电源电压及提高电机的制造装配精度[1]。但是电源电压不是生产企业以及消费者能够控制的,提高电机机械精度会带来较大的成本负担。鉴于此,可以考虑简便低成本的多孔吸声材料[1,2]填充和敷设到机头与机座的空腔处,降低声波对机壳的激励,同时也起到吸声的作用。但是经过检查本款豆浆机的机头与机座内密布着电路板、电线等元器件,几乎无空余空间。
4.2 本机噪声控制方法
振动隔离是减振降噪的有效手段之一[1,2,5]。如图1所示,该豆浆机机头下檐口与机身合缝处有8只相同的橡胶隔振垫2,沿圆周均布;机座底部也有3 只相同的橡胶隔振垫9,沿圆周均布,共同组成双层隔振系统。但是经过测试该机器工作噪声达到61.5dB,仍然超过中国环境噪声标准规定。故拟通过优化隔振系统参数,提高隔振效果从而减振降噪。
首先建立该豆浆机双层隔振系统的数学模型[5-7],如图7所示,机头、机壳和机座相对隔振垫质量大得多,故可简化作刚体,与第一层8只隔振垫2和第二层3只隔振垫9一起共同构成双层隔振系统。根据牛顿第二定律写出系统运动微分方程,解该方程可得到双层隔振系统的绝对传递率TA,见式(1)。

式中:
μ—— 质量比;
m1—— 机头质量,kg;
m2—— 机壳与机座总质量,kg;
ω1—— 第一层隔振系统振动固有频率,rad/s;
K1—— 第一层隔振垫(8只)的X 向总刚度,N/m;
ω2—— 第二层隔振系统振动固有频率,rad/s;
K2—— 第二层隔振垫(3只)的X 向总刚度,N/m;
α—— 固有频率比;
λ—— 固有频率比;
ω—— 系统振动固有频率,rad/s;
ζ1—— 第一层隔振垫阻尼比;
C1—— 第一层隔振垫粘性阻力系数,N·s/m;
ζ2—— 第二层隔振垫阻尼比;
C2—— 第二层隔振垫粘性阻力系数,N·s/m。
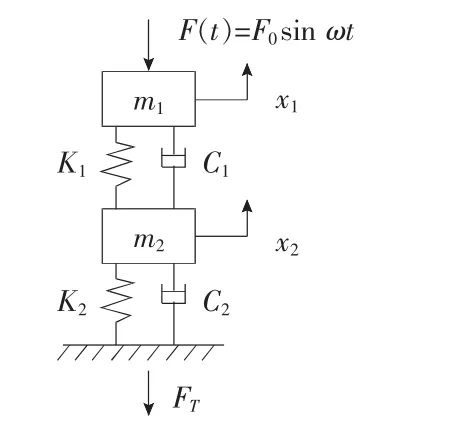
图7 双层隔振系统的数学模型Figure7 Mathematical model of double vibration isolation system
基于MATLAB的图形与计算功能,根据式(1)分析双层隔振系统的各项动态参数对隔振性能的影响[5,6,8],可见:在高频区为增加隔振效果,应该尽量增加质量比μ、取较小的阻尼比ζ1 和ζ2 以及尽量减小固有频率比α。在此基础上基于MATLAB进行编程计算,对该豆浆机的双层隔振系统的参数进行了优化设计。
经过测试,该机器各项动态特性参数:机头m1=1.135kg,机身m2=0.74kg,ω1=12Hz,ω2=16Hz,ξ1 =0.08,ξ2 =0.05。经MATLAB优化计算后得到α=0.875,ζ1=0.03。MATLAB计算结果表明,优化后的隔振系统的振动级差减小了10.2~13.2dB。
然后根据优化结果,改进隔振垫即按照ω1=14 Hz,ω2=12Hz,ξ1 =0.03,ξ2 =0.05重新选取隔振垫。在此基础上再测试该豆浆机工作时的噪声水平[1]。试验表明再测试噪声为53dB,符合中国环境噪声标准规定[3]。
5 结论
通过对某款豆浆机进行噪声水平测试发现其超过国标规定。采用频谱与相干分析法通过对振动测试信号进行频谱分析、噪声自功率谱和1/3倍频程分析以及噪声与壳体振动相关性分析,找到了该豆浆机的主要噪声源。然后基于MATLAB的图形与计算功能,对该机的双层隔振系统的隔振参数进行了优化改进。测试结果表明,该机工作噪声由61.5dB降为53dB,取得了明显的减振降噪效果。
1 周新祥.噪声控制技术及其新进展[M].北京:冶金工业出版社,2007:42~70.
2 高品贤.振动、冲击及噪声测试技术[M].西安:西安交通大学出版社,2010:14~113.
3 国家环境保护局.GB 3096-93 城市区域噪声标准[S].北京:中国标准出版社,1993.
4 张弛.噪声污染控制技术[M].北京:中国环境科学出版社,2007:186~206.
5 Singiresu S Rao.机械振动[M].李欣业,张明路,译.北京:清华大学出版社,2009:21~93.
6 Cai Liangbin,Chen Dayue.A two-stage vibration isolation system featuring an electrorheological damper via the semiactive static output feedback variable structure control method[J].Jounal of Vibration and Control,2004,10(5):683~706.
7 骆江锋.降低往复式压缩机振动与噪声的设计[J].食品与机械,2006,22(6):91~94.
8 苏荣华,彭晨宇,丁文文.设计参数对双层隔振系统动态性能影响的研究[J].应用基础与工程科学学报,2008,16(6):863~869.