平整机换辊自动步优化方法
2013-03-17叶冬柏
叶冬柏
(宝钢不锈钢有限公司冷轧厂,上海200431)
为了改善带钢表面质量和粗糙度,连退或热镀锌机组通常配置平整机。平整机主要由主机架、上下支承辊及传动系统、上下工作辊、轧制线调节系统、轧制力缸、上支承辊平衡缸、弯辊缸、入出口转向辊和张力计辊、防皱辊、防颤辊、工作辊和支承辊换辊系统[1]、湿平整系统、高压清洗系统、空气吹扫系统等组成。
根据产品品种的要求,部分平整机针对不同的钢种设计了不同辊径的平整辊,以便获得最佳的平整效果。自动换辊时间长短影响到平整机活套的配置和整个生产线生产的连续性,对产品质量、机组建设投资和生产率具有极大的关联性,因此,自动换辊时间是在线平整机的一个重要指标。
1 换辊自动步设计及控制难点
1.1 换辊自动步设计
某机组的平整机工作辊采用了两种不同辊径φ650 mm 和φ450 mm,因此在换辊过程中存在同规格辊径和不同规格辊径换辊2 种模式4 种方式。同规格换辊模式包括大辊径换大辊径、小辊径换小辊径2 种方式。换辊装置布置见图1。不同规格换辊模式包括大辊径换小辊径和小辊径换大辊径两种方式。由于不同辊径换辊时需要调整轧制线的高度,因此设计指标为同规格辊径换辊时间为90 s,不同规格辊径换辊时间为105 s。
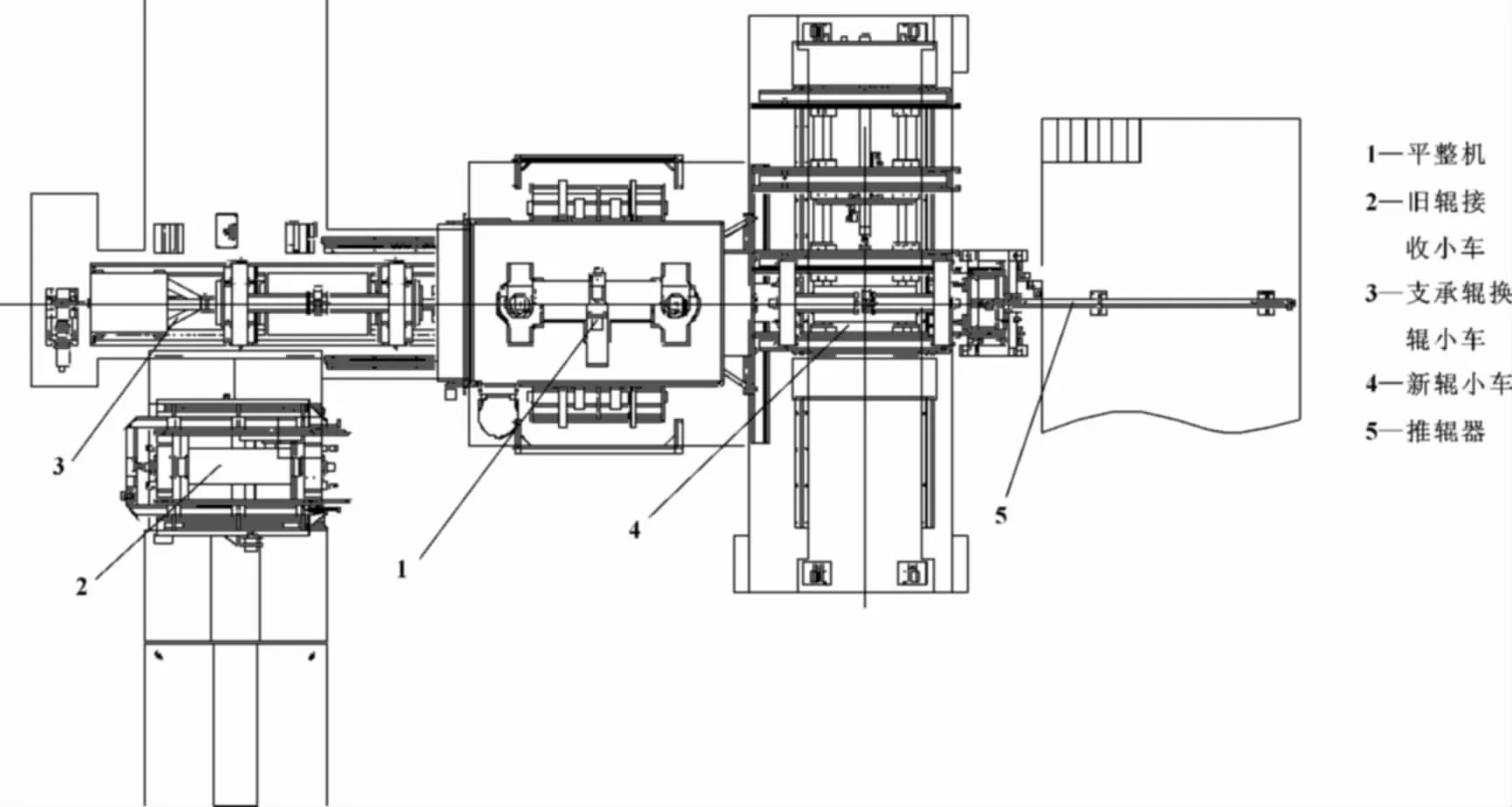
图1 平整机换辊装置布置图
为方便剖解平整机换辊自动步的主要组成及其针对性优化措施,下面为换辊自动步设计的主要步骤:
第1 步,在HMI 上输入新辊辊径数据、新辊小车上新辊位置并确认,选择好换辊模式;
第2 步,将新辊小车和新工作辊以及旧辊接收小车移动到换辊准备位置。这时,平整机机架操作侧和传动侧门先打开,同时新辊小车移动到操作工预先选择的新辊位置,旧辊小车移动到旧辊接收位置;
第3 步,操作工启动换辊之后,轧制力缸会快速打开到全开位置,防颤辊和防皱辊下降到最低位,正、负弯辊缸缩回,工作辊锁紧板同时也打开,对于不同规格辊径,这时轧制线调节装置将调整到相应的合适位置,以做好换辊准备;
第4 步,推辊器将新工作辊推入机架内,同时新辊将旧辊推出到旧辊接收小车。这一步中,推辊器将新辊快速推入机架内,将旧辊完全推出机架到旧辊接收小车后,轧制线调节装置根据需要调整到合适的辊径位置,推辊器将新辊向后拉出一小段距离到达工作辊锁定位置后,工作辊锁紧板锁上,轧制力缸上升到靠辊准备位置,正负弯辊缸伸出,防颤辊、防皱辊上升到准备位置;
第5 步,工作辊靠辊,同时推辊器和旧辊小车后退到等待位置,完成后操作侧和传动侧卷帘门关上。
1.2 自动换辊的控制难点
由于机组的高速连续运行,平整机的活套量设计不可能无限放大,因此平整机的自动换辊时间必然是受到限制的。如果换辊自动步不稳定或换辊时间过长就会影响到机组的顺利过渡,导致产品质量差或机组生产效率受到影响。
换辊系统全部采用液压控制的形式,如何达到既高效又稳定地自动换辊,一直是制约现场运行的难题。换辊小车的刚性、油缸运动速度的合理设定、设备的安装精度、限位信号的接收和反馈、环境的恶劣和操作人员的熟悉程度都是影响因素。克服不利因素,综合统筹和平衡,发挥自动换辊的最大效益,优化设备到最佳的工作状态是平整机系统调试和维护的一大重点。
2 自动换辊优化及其效果
生产实践中,平整机的自动换辊控制常见的问题包括自动步容易中断和换辊时间长。如何保证高速换辊和保证自动步的连续性是一个矛盾,定位不准和信号丢失都会导致自动步中断。下面针对上述两类问题进行控制优化,确保自动步连续的前提下缩短换辊时间。
2.1 换辊时间长的解决方案
因为换辊时间的计算是从平整机开始打开到再次靠辊这个过程所使用的时间,因此主要针对上述换辊步骤中第3 步和第4 步进行优化。图2所示为换辊装置液压控制原理图。
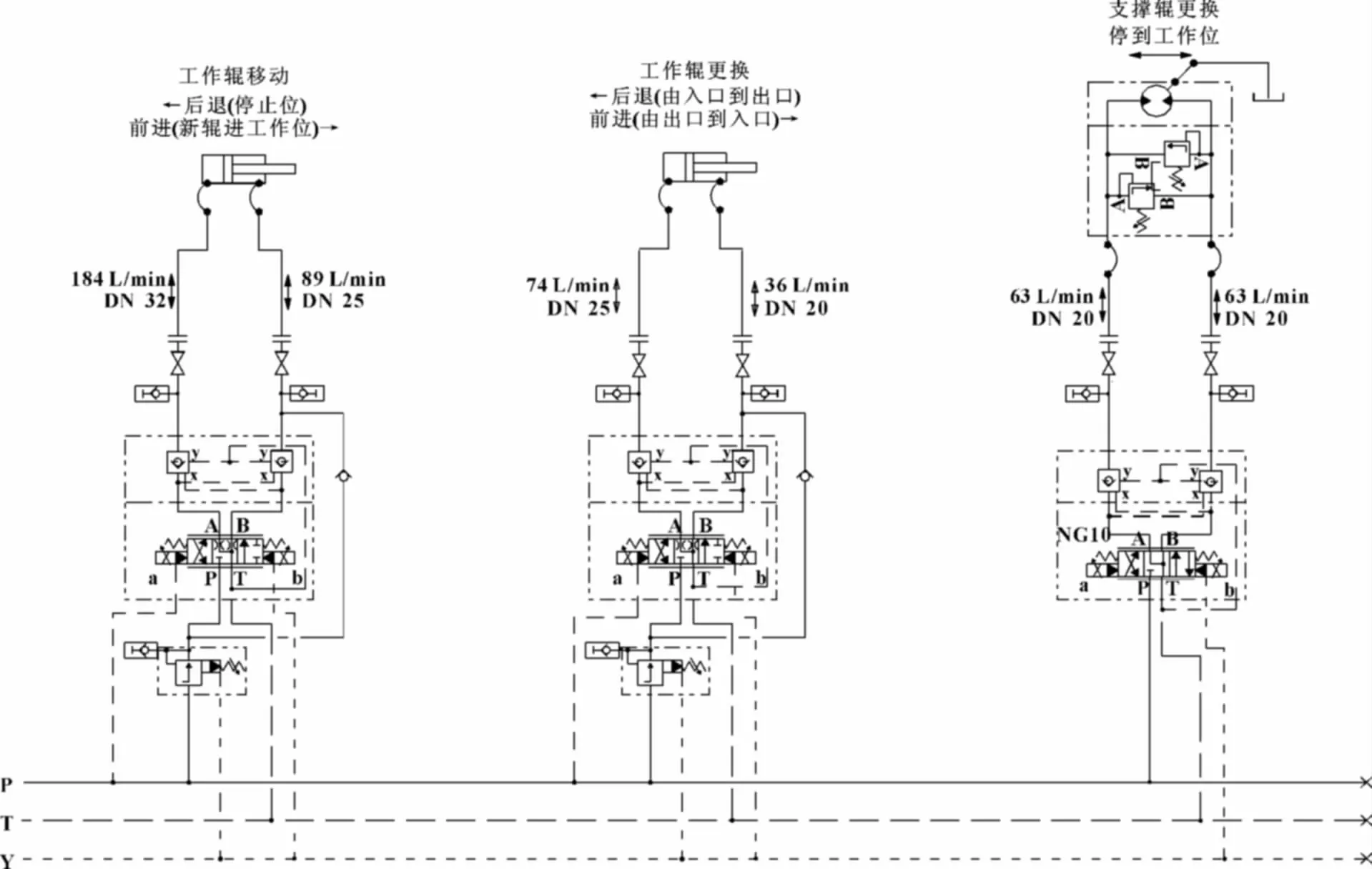
图2 换辊控制液压原理图
优化措施有:通过调节控制节流阀适当增加推辊器推辊速度、换辊时推辊器换辊准备位置适当向机架内移一段距离以缩短推辊器推辊行程、通过调节轧制力缸快速打开的速度和靠辊时到达准备位置的速度。经过上述优化换辊时间明显下降,达到了不同规格辊径换辊时间从原来的115 s 下降到95 s、同规格辊径换辊时间从原来的100 s 下降到80 s 的指标。
2.2 换辊自动步中断问题的解决方案
针对推辊器推辊时小车轻微晃动造成小车位置信号丢失、换辊中断问题,采取小车接收到停止信号后让小车延时2 s 后再停下,同时可以适当提高限位挡块的面积,以保证限位开关和限位挡块有足够大的接触面积,小车即使晃动也不会出现信号丢失而造成换辊中断。
对于推辊器位置定位不准造成新工作辊无法锁紧导致自动步中断问题,经分析主要原因是推辊器将新辊推入机架再后退到锁紧位置时,两个限位开关位置比较近,有时推辊器未充分后退,就会造成锁紧位置不对。适当将推辊器前进到位的极限位置向前调整一段距离,将两个限位拉开一段距离,就可解决此问题。
2.3 新辊小车移动定位不准的解决方案
设计时新辊小车上可以同时存放3 对备用新辊,由于同时存放3 对新辊和仅存放1 对新辊时小车质量不一样,会造成运动过程中小车惯性不一致,因此在同样速度运行过程中如果3 对备辊小车能定位准确,则1 对备辊时小车就会偏移一定距离。针对此问题,采用尽量降低小车减速运行时的速度和调整减速运行的行程,同时在小车运行轨道两侧增加止挡,就能确保小车准确定位。
3 结束语
平整机的换辊自动步首先是确保连续性,通过限位挡块和位置优化可确保自动步换辊的成功率。通过优化相关换辊液压缸的速度可以缩短换辊时间。但由于速度的提高会影响到自动步的连续性,因此上述措施必须统一考虑,不可追求单一指标的最佳。
实例表明,在设计基础上配合机电液专业调试手段的重要性,通过综合优化可以发挥设计的最佳性能。最终在平整机在线自动换辊成功率得到保证的前提下,换辊时间可比设计时间缩短10 s,确保了机组生产的高效和连续性。
【1】宋永丰.冷轧升降式工作辊换辊机[J].一重技术,2009(3):1-2.
【2】平整机技术附件.
