基于NX的车铣加工中心后置处理的开发
2013-03-17董晓岚
董晓岚
(苏州市职业大学机电工程系,江苏苏州215104)
奥地利车铣技术公司生产的WFL M35 能实现四轴联动车削、五轴联动铣削,可在多面体、任意斜面上铣削、钻孔等,图1 是M35 车铣加工中心工作区。WFL M35 采用西门子840D 数控系统,从结构运动图看(如图2),机床具有X1、Y1、Z1、B1、C1、Z2、Z4、S1、S39 个运动轴,S1既是车削模式下的车削主轴,又是铣削模式下的C1轴;S3是铣削模式下的铣削主轴;Z2是中心架;Z4是尾座。

图1 M35 车铣加工中心工作区

图2 机床结构运动图
1 后置处理技术路线
为实现WFL M35 多面定位加工功能及主要车铣复合指令的后处理输出,后置处理开发的主要内容包括:
(1)实现WFL 与西门子系统共同开发的常用车铣加工指令。M35 主要车铣指令见表1。
(2)实现机床多轴联动,包括铣削模式下X1、Y1、Z1、B1、C1五轴联动、车削模式下X1、Y1、Z1、B1四轴联动。

表1 M35 主要车铣指令
(3)完成后置处理中的关键问题:实现复合加工中心多轴定位加工;坐标平移与变换;五轴加工指令输出等功能。
2 后置处理开发流程
(1)新建UG NX Post Builder 后处理:WFL_M35_5AXIS,单位:mm;启用UDE 编辑器;机床类型:5 轴带一摆头一转台。
(2)机床参数配置:根据机床实际参数设置行程X =600、Y =250、Z =2 150;Traversal Feed Rate为12 000;B 轴摆角为-110° ~110°;Initial Spindle Axis 为Z 轴。
(3)通过Post Link 连接车削后置处理:五轴铣削后处理文件与两轴车削后处理文件可以完成M35大部分的应用需求。Post Link 图见图3。

图3 Post Link 图
(4)在Program & Tool Path 的用户自定义命令中添加PB_CMD_set_csys 命令,完成刀位点从UG 几何坐标系到MSYS 的坐标平移与变换以及WFL 车铣指令的实现与输出。
部分代码如下:

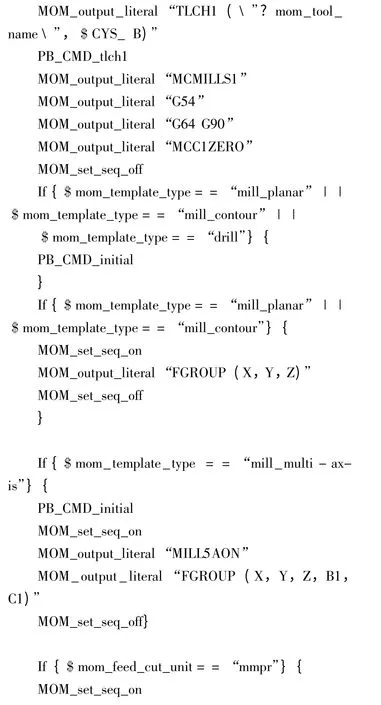

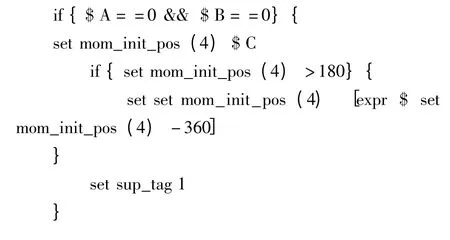
这段程序指定了 MITRANON、MILL5AON、TLCH1 等指令的输出。其中,PB_CMD_tlch1 用来指定B1轴、C1轴换刀后的角度,实现机床的多轴定位加工,旋转轴换刀后角度计算如下:
B1轴换刀后的角度计算代码:

C1轴换刀后的角度计算代码:
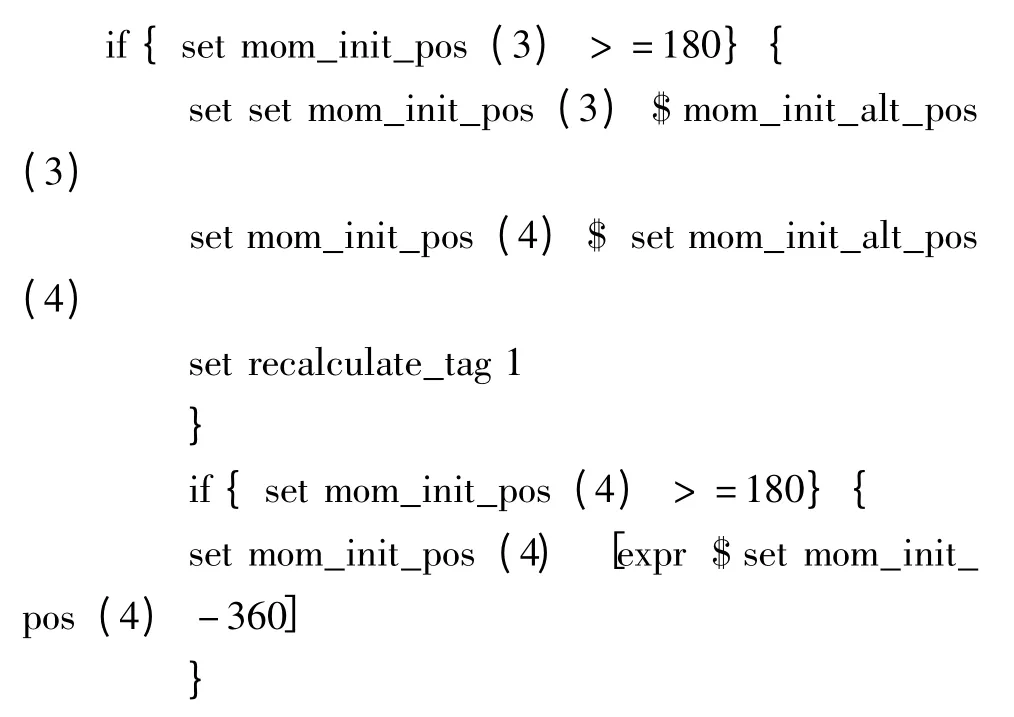
(5)在Program & Tool Path 的用户自定义命令中添加PB_CMD_recalculate 命令,用来实现五轴加工时的程序格式输出,旋转坐标系下刀轨坐标点的换算程序代码如下:

(6)将PB_CMD_recalculate 添加至Tool Path-Motion,设置直线运行与圆弧运动,见图4。

图4 刀轨运动设置
(7)修改PB_CMD_end_of_path,在操作尾写入MITTRANOF,MILL5AOF 等命令,修改PB_CMD_end_of_program,写入程序结束时的标准代码“GOHOME;M3 =5;M66;TLEND;M30”。
(8)将后置处理程序添加入template_post.dat 文件,加工程序后置输出测试。
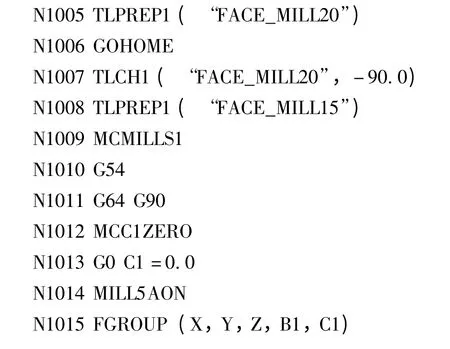
XZC+XZ 模式样例程序:
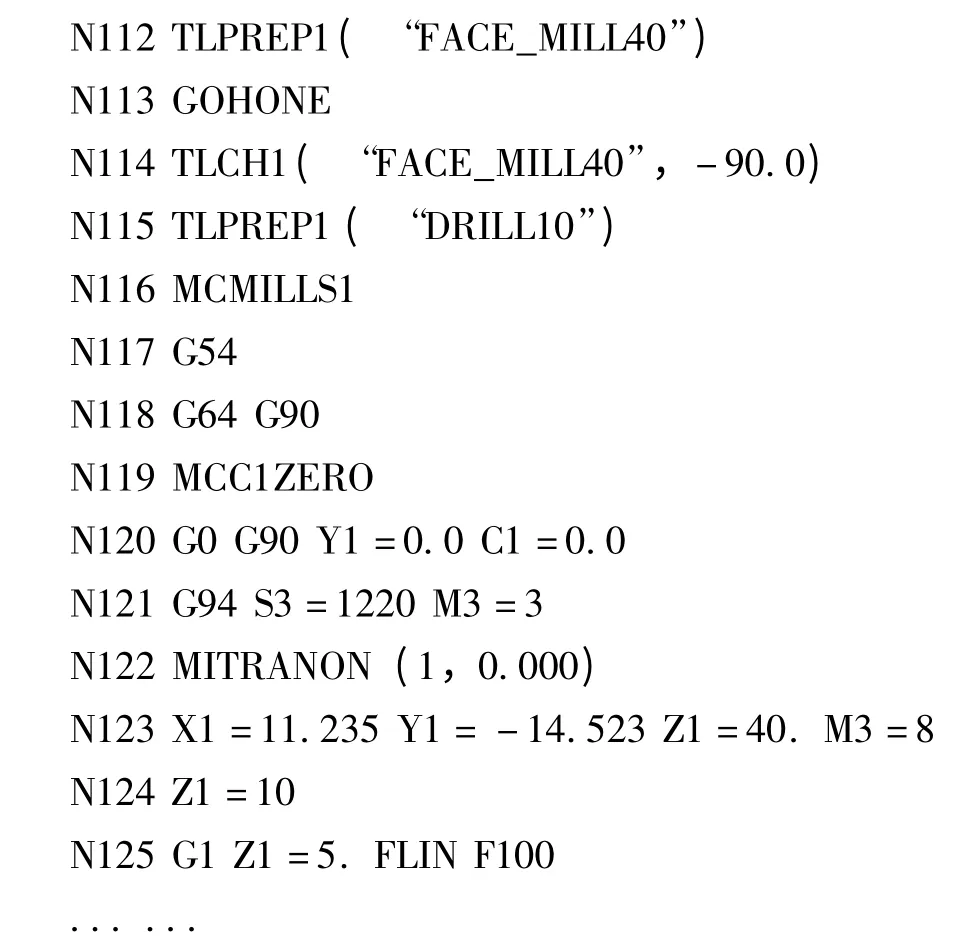
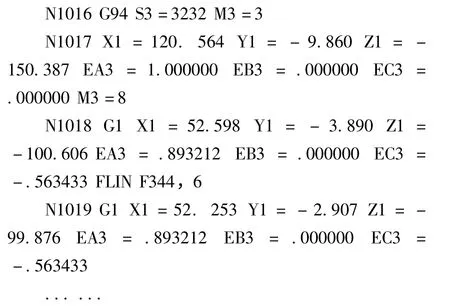
五轴模式样例程序:
3 总结
上述后置处理程序基本能实现WFL M35 机床的多轴定位加工、多轴联动加工等功能。鉴于篇幅,复合机床的配置、程序指令地址符、输出格式等基本步骤修改,以及车削的后处理开发等内容文中没有赘述。M35 的多轴定位钻孔与B 轴联动车削的实现拟另起篇幅。
【1】蒋思宝,张宇,刘爽.基于UG6_0 的DMU125FD 车铣复合加工中心后置处理的开发[J].中国制造业信息化:学术版,2011,40(5):37-40.
【2】刘陨双.浅谈WFL 车铣复合机床测量循环的后置处理[J].CAD/CAM 与制造业信息化,2011(9):73-75.
【3】刘鸿雁,黄玉美,高峰,等.基于UG 的混联机床后置处理方法[J].农业机械学报,2008,39(5):160-164.
【4】夏爱宏,戈迎喜.基于NX 的复合机床后处理器开发与应用[J].机械设计与制造,2010(8):69-70.
【5】王中胜,张磊,刘万普,等.基于VERICUT 的车铣复合加工中心虚拟仿真研究[J].航空制造技术,2011(1/2):106-101.
【6】张磊.UG NX6 后处理技术培训教程[M].北京:清华大学出版社,2009.
