紫铜防爆锤椭圆锥孔的高效加工工艺技术研究
2013-03-17张丽秦运动
张丽,秦运动
(宿迁学院,江苏宿迁223800)
防爆锤是主要的击打类防爆工具。通过对各种工件的击打,以实现防爆锤不同的作业目的。紫铜可以作为防爆锤的材料是由于紫铜的良好导热性能以及几乎不含碳的特质,使工具和物体在摩擦或撞击时,短时间内产生的热量会被吸收及传导;另一方面,紫铜本身相对较软,摩擦和撞击时具有良好的退让性,不易产生微小金属颗粒,几乎看不到火花,所以,此防爆工具又被称为无火花工具。防爆锤在一些特殊的工作场所,特别是对于安全性要求比较严格的场所里,起到了非常重要的作用。如石油、石化行业、燃气行业、矿山采矿、军工制造及电工行业等工作场所由于日常维护中容易产生引发安全事故的火花,因此在这些场所里应该使用防爆锤来提高安全系数。
紫铜椭圆锥孔的防爆锤,锤头材质为紫铜,锤柄材质为高级纤维柄或塑料,锤头与锤柄采用椭圆锥孔联结,采用合适的锥度可以使产品成形后不易出现锤头与锤柄脱离的现象,提高了铜锤的使用安全性并增加适用寿命。在连续快速使用中均能确保安全,冲击、摩擦、落锤均不产生火花爆炸。在实际工况使用中具有重要的现实意义。
1 椭圆孔的加工方法
(1)铣床上采用镗刀加工
在圆柱体上用一平面以某一斜角对其截切,所得的截面为椭圆,如图1所示,根据此原理,只需圆形工件回转轴线与刀具切削点旋转平面调整成一夹角α(D1椭圆短轴长度;D2椭圆长轴长度)即可加工出所需要的椭圆孔[1]。
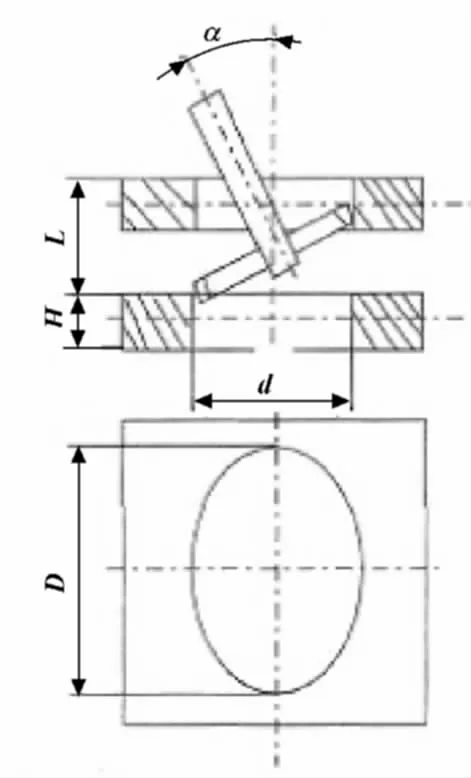
图1 椭圆孔加工示意图
cosα=D1/D2
在工业应用中,加工椭圆孔主要采用在铣床上使用镗刀进行加工。其加工原理是:首先将工件安装在工作台上,使椭圆孔的轴心线与工作台面垂直,椭圆孔的端面用铣刀铣平,使椭圆孔的轴心线和主轴轴线平行;接着选择直径合适的镗刀杆安装在立铣头主轴锥孔里,将椭圆孔镗到(D2- n)(n 为精镗余量,其值可根据实际情况确定);然后调整镗刀刀尖的回转直径等于椭圆轴的长径,并将立铣头转动一个角度α,即它的轴心线与工件孔的轴心线成α 角,α =arccos(195/205)=17°59',所以立铣头应转动17°59';最后使镗刀旋转工件垂直进给,便可以加工出合格的椭圆孔。在实际镗削加工过程中,切向力偏离中心线产生了一个力臂(从镗杆中心线到受力点的距离),从而形成一个力矩,它会使镗刀相对其中心线产生扭转变形。径向力的作用方向垂直于刀杆中心线,将镗刀推离被加工表面。因此镗杆受到切向力与径向力合力的作用而发生弯曲变形,从而影响椭圆孔的加工精度。另外,镗削加工中,椭圆孔的深度不能过长,否则倾斜的镗杆会和工件相碰。
(2)椭圆形锥孔的数控铣削加工。
加工工件如图2所示。
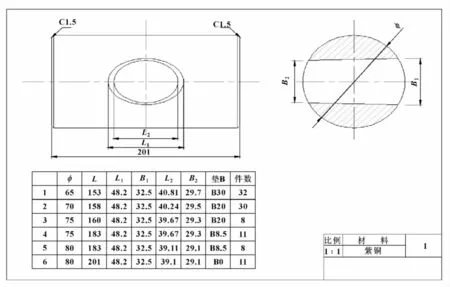
图2 紫铜防爆锤头零件简图
数控加工椭圆锥孔分析
根据椭圆近似作图原理(图3),已知OA =AB/2 =D/2,OC=CD/2 = d/2,并作CF = OA- OC,以及AF 的垂直平分线ME,通过下列计算求出长轴端圆弧半径R小和短轴圆弧半径R大。
OA=AB/2 =D/2
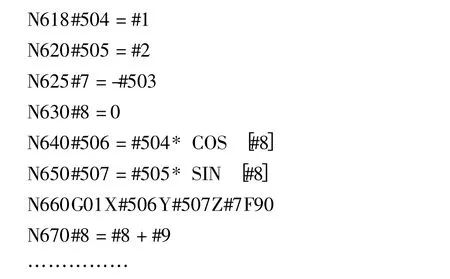
在直角三角形AOC 中;控编程,即在满足允许编程误差的前提条件下,用若干直线段或圆弧段分割并逼近给定的曲线,然后计算出每段直线段或圆弧段起点、终点及半径,再编程进行加工[2]。
tan∠CAO=OC/OA;∠ACO=90°-∠CAO
在直角三角形AGH 中;
R小=AH=AG/cos∠CAO
在直角三角形CGE 中;
R大=CE=CG/cos∠ACO
将工件总孔深除以循环次数便可计算出各层的长轴、短轴数值。
为保证加工椭圆的正确外形,一般采用小段直线或圆弧来逼近椭圆轮廓曲线的数学处理方法来完成数

图3 椭圆的画法
2 数控铣椭圆锥孔工艺
以直径φ80 紫铜防爆锤头为例:首先采用铣平面、钻两孔,然后利用立铣刀铣削分成椭圆。
(1)铣平面,钻两孔

图4 钻孔平面图

(3)立铣刀铣削分层椭圆
铣削分层加工是根据铣削深度、表面加工质量不同来设置分层数目。铣削加工分层(以4 层为例)示意如图5、图6所示。
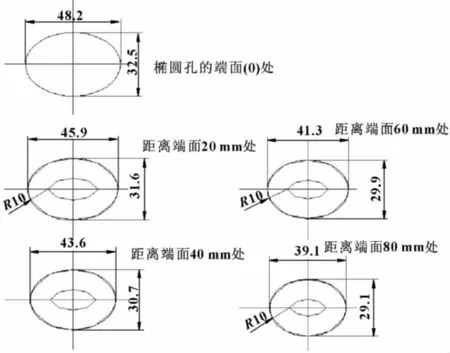
图5 铣削加工分层示意图

图6 分层加工三视图
分层加工技术路线实现:

3 加工工艺需注意的几个问题
(1)钻削加工时工件的热变形:由于钻头横刃的挤压作用,切屑与排屑沟的摩擦以及散热条件不好等原因,钻孔时所产生的热量50%进入工件,由于紫铜材料热传导性较好,工件温度急剧上升,钻削加工时会产生夹刀、卡死等情况。因此,在钻削时应注意切削速度和进给量的选择。(2)基于刀具使用寿命的切削用量优化基点与取值范围:首先以工件工序成本最小或利润率最大条件下的切削用量为基点,向着最大生产率下的切削用量取值;取值范围是基点至最大生产率下的切削用量的数值,此范围内的切削用量即视为该加工状态下切削用量的优化值[3]。
紫铜塑性大、切削变形大、易黏刀,因此铣刀的刃口一定要锋利,前后刀面表面粗糙度精度要高,高速钢铣刀前角要大,要用钨钻类硬质合金车刀前角应略小些。在铣削多余部分时,最好用加长立铣刀,铣刀直径要适当,不能过大,加工时可选直径20 mm的。顺铣时,吃刀深度不宜过大,以免发生啃刀现象。选用的切削速度应大,可在30 m/min,切削时可选用润滑性好的极压乳化液,充分冲注,以提高表面粗糙度精度。
4 结束语
椭圆锥孔数控程序的编制:根据上下椭圆的尺寸,合理选择程序加工中的循环次数,在保证加工质量的条件下,提高生产效率。采用此法加工出来的椭圆孔和理论上的椭圆孔相比误差极小。它具有孔的深度不受限制,椭圆长、短轴尺寸容易控制,铣削时平稳可靠等优点。
【1】马明霞,王勇.万能铣床加工椭圆孔及圆球面的应用[J].现代制造技术与装备,2008(2):53-55.
【2】李森.宏程序在椭圆铣削加工中的应用研究[J].煤矿机械,2010(1):118-120.
【3】顾立志,张惠丽,袁哲俊.基于刀具使用寿命的切削用量优化[J].哈尔滨理工大学学报,2000(2):62-65.
【4】SMID Peter.数控编程手册[M].3 版.北京:化学工业出版社,2012.
【5】李伟.先进制造技术[M].北京:机械工业出版社,2005.
【6】何涛.利用FANUC 宏程序加工矩形阵列椭圆孔[J].金属加工(冷加工),2010(12):69-71.
