FDY吸丝枪喷嘴结构设计*
2013-03-16李永贵张龄方葛明桥
李永贵,张龄方,葛明桥
(生态纺织教育部重点实验室(江南大学),江苏 无锡214122)
超高速纺丝(卷绕速度6 000~12 000 m/min)已经由实验室阶段向工业化转变。然而,传统的吸丝枪吸丝速度低。在生头或换筒时,不得不先降低卷绕速度,待吸丝枪捕获纱线完成生头或换筒后,再回到正常的卷绕速度。这使得高速纺丝不能完全实现,超高速卷绕机也不能完全发挥其作用。因此,迫切要求开发新型的超高速吸丝枪。但是人们对吸丝枪的研究还不系统,只有少量的文献报道[1-17]。吸丝枪是一种流体机械,流体分布对吸丝枪的性能有很大影响,而吸丝枪内部空气流路决定其流体分布。为了制备高性能吸丝枪,需要对吸丝枪的结构进行系统研究,包括喷嘴、拉瓦尔管等。论文研究了FDY吸丝枪的喷嘴结构对吸丝张力及吸丝效率的影响,为制备高性能吸丝枪提供理论依据。
1 实验
1.1 实验装置及方法
如图1所示,从空压机①出来的压缩空气进入并储存在储气罐②中,经过油水分离器③、流量计④和压力表⑤,进入吸丝枪⑥。从筒子⑦上退绕下来的纱线被吸入吸丝枪。纱线速度由速度调节器(喂给罗拉)⑨控制,由张力仪⑩测得的张力(以下称吸丝张力)间接表示吸丝枪的吸力。
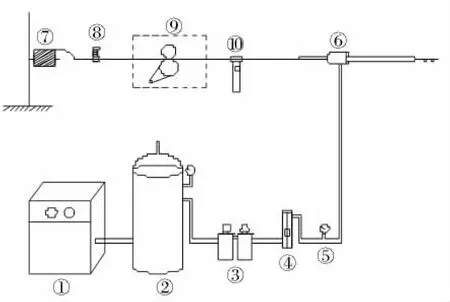
图1 实验装置示意图
1.2 吸丝枪结构及工作原理
图2是本研究所设计的吸丝枪的结构示意图。吸丝枪主要包括纱线吸入管①、喷嘴②、拉瓦尔管③和直管④。压缩空气通过入口进入气室,然后从压缩空气流入孔喷出,进入喷嘴丝道。压缩空气流入孔均匀分布于喷嘴圆周,它们的轴心线具有吸丝枪轴心线的轴向和周向分量。纱线推进管由拉瓦尔管③与直管④组成。从压缩空气流入孔喷出的气流以螺旋运动形式通过推进管,最后从直管排出。由于空气旋流中心产生了强烈的负压区,因此,纱线吸入管①入口处呈负压,纱线容易被吸入。纱线被吸入吸丝枪后,进入推进管。在推进管内,螺旋气流对纱线产生强烈的推进作用。最后,纱线与气流一起被排出吸丝枪外。
喷嘴结构参数包括压缩空气流入孔孔数N、孔径d、角度φ以及喷嘴扩大角θ,如表1所示。纱线喂入速度为600 m/min,供气压力为0.5 MPa(表压),纱线为166.7 dtex/48 f涤纶FDY长丝。

图2 吸丝枪结构示意图(压缩空气流入孔孔数N=4)

表1 吸丝枪结构参数
1.3 评价方法
吸丝性能的评价指标有吸丝强力、吸丝速度、吸力等。为了便于对不同吸丝枪的性能比较,我们从能量效率的角度,采用吸丝效率η来评价,其定义为纱线张力F与空气质量流量G的比值,即η=F/G。
2 结果与讨论
2.1 压缩空气流入孔孔数N的影响
图3表示压缩空气流入孔孔数N对吸丝枪性能的影响。其它结构参数为φ=150°、θ=60°,流入孔进气总面积为14.5 m2。N=1时,吸丝枪不能把丝吸入。原因可能是:空气从孔口喷出,迅速向四周膨胀扩散,形不成涡流,无法产生吸力。随着N的增大,从孔口喷出的气流横向膨胀受到相互限制,主要沿螺旋线状向前运动,形成涡流,对纱线吸力增加,在N=3时吸丝力F最大。N大于3时,气流间冲突增强,动能损耗增大,对纱线的作用力趋于缓和。由于进气孔总面积相等,消耗的空气流量G三者较为接近,吸丝效率η的变化趋势与F接近。综合判断最佳喷孔数为N=3。
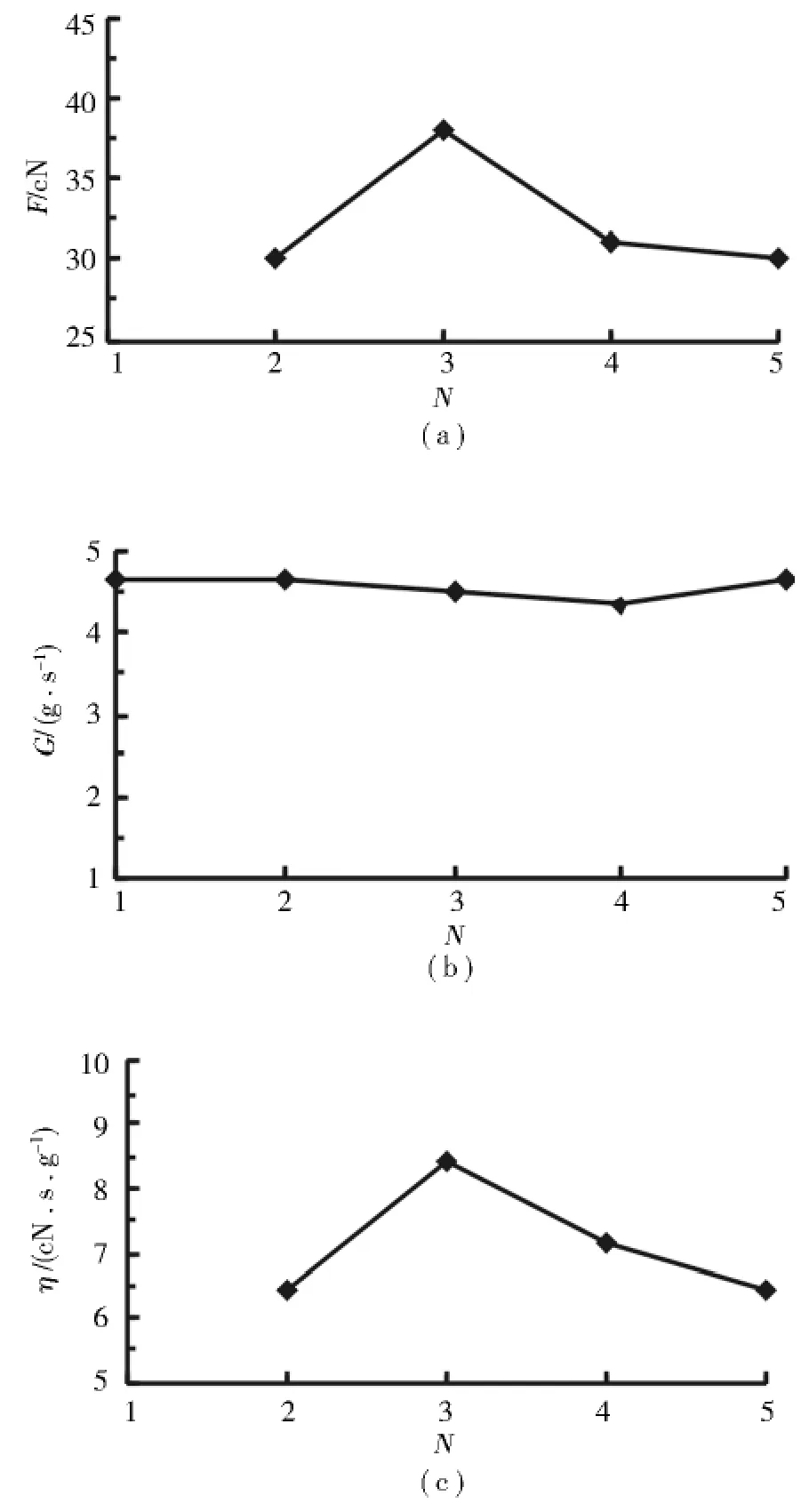
图3 压缩空气流入孔孔数N对吸丝枪性能的影响(φ =150°,θ=60°)
2.2 压缩空气流入孔孔径d的影响
压缩空气流入孔孔径d对吸丝枪性能的影响如图4所示。其它三个结构参数分别为N=3、φ=150°、θ=60°。d 小于2.2 mm 时,吸丝力 F 随d增大而增大;d=2.2 mm时,F达到最大值;d大于2.2 mm时,F随d增大而减小。空气流量G随d增加而增大。其原因可能是,在压缩空气流入孔中发生气流哽咽,流速和密度不变,其空气流量与气孔面积成正比。所以空气流量随着d的增大而增大,吸丝效率η随d减小而增大。为了便于加工,并保证加工精度,孔径不宜太小。因此,本研究选择d为1.6 mm。

图4 压缩空气流入孔孔径d对吸丝枪性能的影响(N=3,φ =150°,θ=60°)
2.3 压缩空气流入孔角度φ的影响
图5 表示了压缩空气流入孔角度φ对吸丝枪性能的影响。φ<150°时,F随φ增大而增大,φ=150°时达到最大。这是由于气流在纱线推进管中同时作周向和轴向运动,纱线也会随之作相应的螺旋运动。因此,当φ增大时,所形成涡流的螺旋间距会变小,纱线在纱线推进管中的长度增加,纱线与空气的摩擦力随之增加,即纱线张力随之变大。φ=160°时,气流的周向作用力会增大,但是轴向作用力会减小,纱线的推进力也会减小。F与η变化相似。根据η的大小,综合判断φ=150°比较合理。该实验结果与以前的研究[1]一致。

图5 压缩空气流入孔角度φ对吸丝枪性能的影响(N=3,d=1.6 mm,θ=60°)
2.4 喷嘴扩大角角度θ的影响
从图6中可以看出,θ<60°时,F随θ的增加而增大,空气流量G随θ的增加而减小。在θ=60°时,F达到最大值,G达到最小值。θ>60°时,随θ的增加,F呈减小趋势,而G随之增大。原因分析如下:θ过小时,从压缩空气流入孔喷出并膨胀的部分气流会倒流入纱线吸入管,导致空气旋流中心产生的负压变小,气流对纱线的吸力减弱;随着θ的增大,气流分布越来越合理;θ过大时,喷嘴处气流膨胀空间小,喷到拉瓦尔管收缩管壁而返回的气流多,乱流增加,这又使得气流对纱线吸力变弱。根据F与η综合判断,喷嘴最佳扩大角为θ=60°。
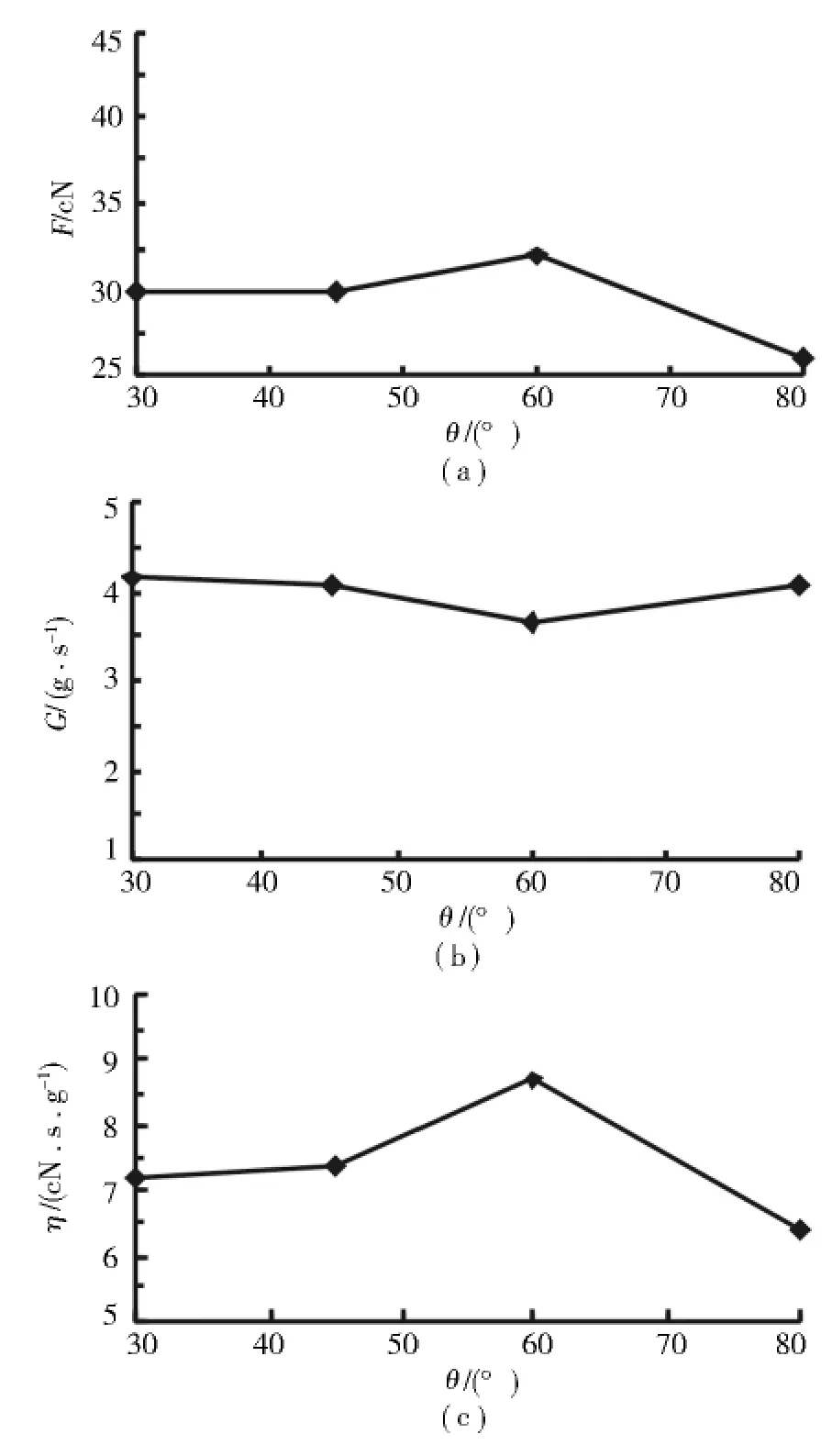
图6 喷嘴扩大角角度θ对吸丝枪性能的影响(N=3,d=1.6 mm,φ =150°)
2.5 与以前研究的比较
以前的研究[1]没有考虑压缩空气进入孔孔数和孔径的影响,采用N=4、d=2 mm。在此条件下得到最佳结构参数φ=150°、θ=60°,其F=26 cN、η =2.54(cN·s)/g。本研究所得最佳结构参数为 N=3、d=1.6 mm、φ =150°、θ=60°,其F=32 cN、η =9.26(cN·s)/g。吸丝枪性能有大幅度提高。
3 结论
(1)压缩空气流入孔孔数N=3、压缩空气流入孔孔径d=1.6 mm、压缩空气流入孔角度φ=150°、喷嘴扩大角度θ=60°时,吸丝效率η最优。
(2)喷嘴结构设计中N、d、φ参数对吸丝效率有显著影响。
(3)吸丝张力F与吸丝效率η变化趋势比较接近,根据η来评价吸丝枪性能更加合理。
[1]Iemoto Y,Tanoue S,Hosokawa J,Li Y et al.Geometry effect of air suction gun on the yarn suction characteristics[J].J Tex Eng,2008,54(2):41 -47.
[2]Li Y,Iemoto Y,Tanoue S,Takasu S.Numerical simulation of airflow characteristics in air suction gun[J].J Tex Eng,2010,56(4):97-106.
[3]Li Y,Iemoto Y,Tanoue S,Takasu S.Numerical analysis of the geometrical effects on the airflow characteristics of an air suction gun[J].J Tex Eng,2010,56(6):163-172.
[4]Li Y,Iemoto Y,Tanoue S,Takasu S.Yarn posture in an air suction gun[J].J Tex Eng,2010,56(6):173-179.
[5]Li Y,Iemoto Y,Tanoue S,Takasu S.Yarn motion in an air suction gun[J].Tex Eng,2011,57(2):1 -7.
[6]Miller C E.Yarn handling device[P].US:2667964,1954-02-02.
[7]Ashby W C,Bunting Jr W W,Meagher R,et al.Improved yarn handling sucker gun[P].US:3094262,1963-06-18.
[8]Bunting Jr W W,Meagher R,Swayne K C,et al.Yarn handling apparatus[P].US:3175290,1965 -03-30.
[9]Richter H H.Yarn handling apparatus[P].US:3452910,1969-07-01.
[10]Vanderip H A.Yarn handling method and apparatus[P].US:3570339,1971-03-16.
[11]Yamaguti K,Takahashi S.Yarn suction apparatus[P].Japanese:SHO51-28424,1976-07-17.
[12]Sighieri P,Colleoni G.Device for capturing and removing textile yarns by suction and pneumatic entraining[P].US:4114790,1978 -09 -19.
[13]McFall A J.Yarn - handling device[P].US:4181247,1980 -01 -01.
[14]Sano T,Sekido T,Ogasawara M.Yarn-threading method and device[P].US:4844315,1989 -07-04.
[15]Tseng C.Ultra-high speed suction gun[P].US:5857606,1999-01-12.
[16]金子明,东屋延夫,滨砂博之.用于生产非织造织物的空气吸枪[P].中国:91109278.1,1999-03-18.
[17]赵宏,吴琼.FDY吸枪的枪嘴改造及应用价值[J].化纤与纺织,1996(5):47-48.