等径角挤扭变形过程中纯铝粉末材料的显微组织与力学性能
2013-03-13王晓溪薛克敏
王晓溪, 李 萍, 薛克敏, 王 雪, 张 翔
(合肥工业大学材料科学与工程学院,合肥230009)
近年来,随着材料科学的不断发展,涌现出了许多新型的结构和功能材料。块体超细晶材料(Ultrafine grained materials,UFG)因具有独特的物理和力学性能,逐渐引起了广泛的关注和研究。总体来说,块体超细晶材料的制备技术可分为两大类,即“自上而下”细化法与“自下而上”合成法。其中,以前者中的大塑性变形法(Severe plastic deformation,SPD)最为常见和典型[1~4]。
等径角挤扭(Equal channel angular pressin and torsion,ECAPT)是在等径角挤压(Equal channel angular pressing,ECAP)和挤扭(Twist extrusion,TE)基础上发展而成的一种新型复合大塑性变形工艺[5~8]。该工艺综合了ECAP和TE两种变形的优点,通过在传统ECAP模具的水平段型腔内加工出螺旋状型槽,可在不改变试样横截面形状和尺寸的前提下,增加变形材料内部的静水压力和单道次的应变量。因此,在材料可加工性能允许的条件下,试样的多道次重复变形成为可能,晶粒细化程度和变形均匀性均能得到显著的改善。然而,由于ECAPT工艺变形过程十分复杂,且模具加工制造难度较大,目前有关该工艺的系统研究,国内外鲜有报道。
传统的粉末塑性加工技术由于变形温度较高且工序繁琐,往往伴有材料的高温氧化和晶粒长大现象,很难制备出高致密度和性能优良的块体材料。相反,利用大塑性变形过程中所提供的高静水压力和大剪切变形,可使粉末材料基体发生均匀变形的同时内部孔隙得到有效的收缩[9~13]。这对于以粉末材料为原料,合成和制备高性能的块体超细晶材料提供了一种新途径。
为此,本工作在200℃条件下对纯铝粉末进行了4道次ECAPT变形实验研究。在组织性能测试分析的基础上,重点研究了ECAPT变形过程中微观组织和力学性能的演变情况,并探讨分析了ECAPT变形的晶粒细化机制。
1 实验材料与方法
1.1 实验材料
实验用纯铝粉末的主要成分(Mass fraction/%)为:Fe<0.6,Cu<0.05,Si<0.3,其余为Al。原始纯铝粉末颗粒呈近球形,其在扫描电镜下的形貌如图1所示。采用激光粒度测试仪测得粉末的平均粒径约为40.6μm。
为避免变形过程中挤压材料被污染,同时提高粉末材料的塑性变形能力,选用致密纯铝作为包套材料,并配以相应尺寸的包套塞子。

图1 纯铝粉末颗粒的SEM形貌Fig.1 SEM micrograph of pure Al particles
1.2 实验方法
ECAPT模具结构如图2所示。模具内角为90°,外角为37°,横截面旋转角为90°,横截面尺寸为10mm×10mm,螺旋通道长度为15mm。采用A路径(相邻道次间试样位置不发生旋转)对纯铝粉末-包套进行4道次等温挤压,变形温度为200℃,变形速率为1mm/s。为减小变形过程中的摩擦,实验过程中采用MoS2进行润滑。
1.3 测试分析
变形结束后,线切割去除外部包套。从变形坯料中心部位切取若干个试样进行测试分析。
EBSD样品取自试样横截面(X),经机械抛光后再进行电解抛光,以消除试样表面的氧化层和应力层。抛光液成分为20mL高氯酸+180mL无水乙醇,抛光电压为20V,抛光时间为20~35s。采用JSM-7001F热场发射扫描电子显微镜配备的SEMEBSD系统进行EBSD测试分析。测试时,样品台相对于入射电子的倾角为70°。根据各变形条件下晶粒形貌和尺寸的不同,将线扫描区域的面积分别设定为100μm×80μm(步长为0.2μm)和60μm× 40μm(步长为0.15μm)。测试结束后,采用EDAXOIM软件包对所测得的相关晶体学数据进行分析处理。
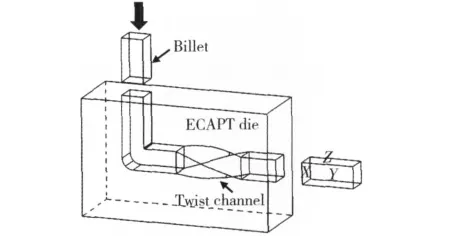
图2 ECAPT工艺示意图Fig.2 Schematic of ECAPT processing
平行于试样横截面(X)切割0.5mm厚的薄片,将TEM样品机械减薄至80μm后冲成φ3mm的小圆片,再进行双喷减薄。电解液为硝酸甲醇溶液(3∶7),电解电压为12~15V,电流控制在35~50mA,温度为-30℃。采用JEM-2100F透射电子显微镜对不同变形条件下的微观组织结构进行观察,测试电压为200kV。
采用MH-3型显微维氏硬度计分别测试变形试样三个不同平面上(X,Y和Z面)的显微硬度,施加载荷为25g,加载时间为10s。每个试样至少测量10个硬度值,取其算术平均值。
室温下采用排水法对不同变形道次下的试样进行相对密度测试,检测试样的体积约为2cm3。
2 实验结果
2.1 EBSD晶粒图
200℃下,纯铝粉末材料顺利地完成了4道次ECAPT变形,各道次变形试样表面均未观察到裂纹、拉裂等缺陷的存在。
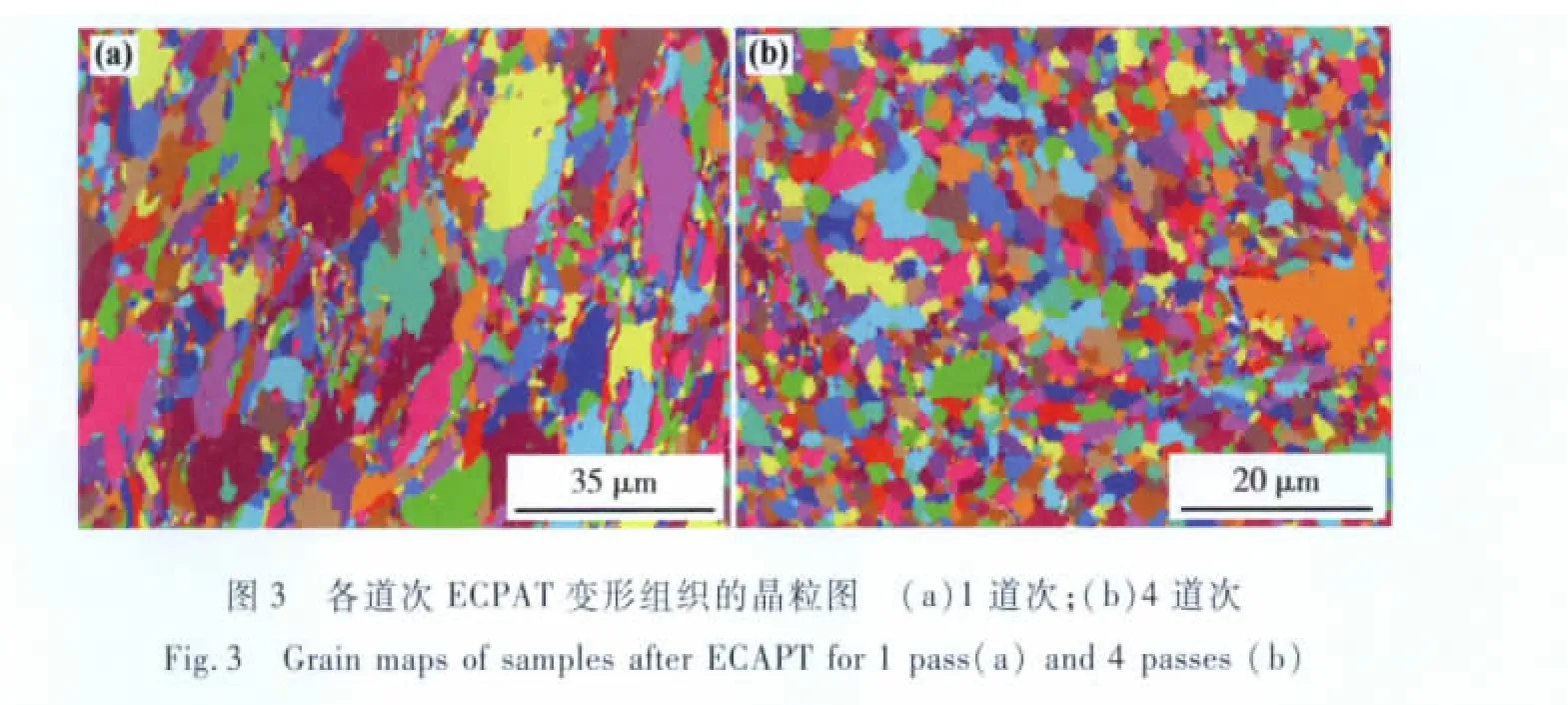
图3为1道次和4道次ECAPT变形组织的晶粒图,每种颜色仅代表一个独立的晶粒(即晶界之间的取向差大于15°),并不包含任何晶粒取向分布的信息。图4分别给出了不同变形道次下晶界的取向差分布图。
可以看出,1道次ECAPT变形后,纯铝粉末颗粒之间固结良好,材料的致密程度得到了有效改善。组织主要由拉长的条带状晶粒和细小的等轴状晶粒组成,为典型的混晶组织,且沿某一方向具有明显的剪切变形特征。晶粒的大小和分布很不均匀,平均晶粒尺寸约为5.20μm。图5a的结果表明变形晶粒多为小角度晶界取向,大角度晶界所占的比例较小。
材料经4道次ECAPT变形后,晶粒的形貌和尺寸均发生显著变化。变形组织中的条带状晶粒基本消失,形成了大量均匀分布的等轴状晶粒。晶粒尺寸十分细小,平均晶粒尺寸约为1.67μm。由图5b的晶界取向差统计分析结果可知,随着变形道次的增加,大角度晶界数目不断增多,晶粒逐渐由小角度晶界向大角度晶界转变。4道次的变形组织以大角度晶界为主,晶粒间的平均取向差为28.36°。

2.2 TEM形貌
为了进一步地观察ECAPT变形过程中材料内部位错、亚晶及大角度晶界等微观结构,图5分别给出了1道次和4道次变形组织的TEM形貌。

图5 各道次变形组织的TEM形貌 (a)1道次;(b)4道次Fig.5 TEM microstructures of samples after ECAPT for 1 pass(a)and 4 passes(b)
可以看出,1道次ECAPT变形后,由于剧烈的塑性剪切作用,组织表现出了明显的剪切变形特征。晶粒多呈细长的条带状,内部含有许多高密度的位错线,它们大量堆积、相互缠结,组态分布十分紊乱,逐渐形成了位错胞等低能亚结构。同时,部分晶粒内部开始出现一些破碎的细小亚晶。此时,变形组织以小角度取向的胞状组织和亚晶结构为主,沿剪切方向具有择优取向。
与此不同的是,4道次ECAPT变形后,材料的微观结构发生了很大的改变。变形组织逐渐趋于均匀,基本由大量细小、等轴的再结晶晶粒组成,最小晶粒尺寸可达0.5μm。仔细观察还可以发现,4道次变形组织中的位错数目大幅减少,晶内比较干净,晶界平直清晰,晶粒间的位向差多为大角度晶界。
2.3 力学性能
图6显示了ECAPT变形试样不同平面上显微硬度随挤压道次的变化情况。
由图6可知,最初的两个道次变形,试样各个平面的显微硬度急剧升高。其中,X面和Y面的增幅均达到极值,分别为9.74%和9.61%。三道次变形后,显微硬度仍在继续增加,但增长速率逐渐变缓,此时Z面增幅最大,达到了12.9%。当ECAPT变形至四道次时,试样各个平面的显微硬度均略有下降,但整体变化不大,基本维持在50.2kg/mm2左右。与此同时,变形的均匀性有所提高。这表明随着挤压道次的增加,试样的硬度数值已逐渐趋于饱和。

图6 不同变形道次下试样X,Y和Z面上的显微硬度值Fig.6 Microhardness on X,Y and Z planes of the samples after different passes of ECAPT
图7为不同ECAPT变形道次下,试样的平均相对密度结果。可以看出,ECAPT工艺对粉体材料的致密效果十分明显,1道次ECAPT变形后,试样的平均相对密度高达0.946。随着挤压道次的增加,材料的致密程度进一步增大,但增长幅度逐渐减小。4道次变形后,组织已基本达到完全致密,平均相对密度高达0.998。

图7 不同变形道次下试样的平均相对密度Fig.7 Average relative density of samples after different passes of ECAPT
3 分析与讨论
从上述的实验结果可以看到,200℃下纯铝粉末经4道次ECAPT变形后,材料组织在有效致密和细化的同时,力学性能也得到了大幅改善。这一变化特征与材料的变形方式密切相关。
如前所述,本次实验中ECAPT模具内角为90°,通道横截面旋转角为90°,挤压变形路径为A。因此,由于螺旋通道的旋转作用,每道次变形结束后试样的空间位置相对于前一道次沿同一方向旋转了90°,该条件下的剪切变形特征如图8所示,图中标示的粗线清楚地显示了每道次变形后剪切平面位置的变化。

图8 ECAPT变形A路径剪切平面示意图Fig.8 The slip systems viewed on three planes for consecutive ECAPT passes using route A
纯铝为面心立方结构金属,主要滑移系为{111}〈110〉,塑性变形主要是{111}面上的位错滑移。从图8可以看出,由于模具转角和螺旋通道的剪切及旋转作用,各道次ECAPT过程中试样剪切平面的位置不断发生这样改变,这有利于加快位错交滑移过程进行。因此,4道次ECAPT变形后,试样在各个方向上都受到了剪切作用,晶粒细化效果十分明显。与此同时,这种特殊的取向关系还进一步促进了亚晶的转动,使得小角度亚晶界间的位向差不断增大,最终形成了具有大角度晶界结构的等轴超细晶组织。
图9给出了A路径下ECAPT变形过程中的晶粒细化模型,其中d为亚晶带的宽度[14]。

图9 ECPAT变形A路径下材料的晶粒细化过程示意图Fig.9 Grain refinementmodel during ECAPT processing via route A(a)1 pass;(b)2 passes;(c)4 passes;(d)after 4th pass
变形初期,由于ECAPT工艺剧烈的剪切变形作用,材料内部取向有利的晶粒率先开动滑移系,形成了大量沿剪切方向宽度为d的条带状晶粒,如图9a所示。部分晶粒由于位错堆积、晶粒转动等原因,随后开动其他滑移系。位错交滑移过程使得不同滑移方向上的变形晶粒交织在一起,分割出了许多新的界面结构,晶粒长度明显减小,但宽度基本保持不变(图9b)。一方面,晶粒内部大量的位错不断地堆积、缠结和交割,形成了位错界面(即位错胞)。随着变形量的增大,位错胞数量不断增加,位错组态发生了变化,由晶内运动到了晶界,并逐渐演变成为亚晶界等结构,导致亚晶尺寸继续减小。另一方面,由于变形温度(200℃)十分有利,组织中较高的形变储存能以及变形过程中的热效应促进了动态再结晶的发生[15],从而使得整体位错密度大大减低。同时,由于变形过程中相邻晶粒间的相互作用,晶粒还要不断发生转动,因此晶粒间的取向差不断增大,小角度晶界进一步转变成为大角度晶界。此时,条带状晶粒基本消失,晶粒不断被新形成的界面重新分割,形状更加趋于等轴,尺寸显著细化(图9c)。分析认为,组织在这一转变过程中发生了连续动态再结晶。变形后期,由于晶粒尺寸较小,位错运动的平均自由程不断减小,晶内位错很容易被已经形成的大角度晶界所吸收,因而不会继续在晶粒内部重新形成新的界面。于是,组织内部位错的产生与湮灭达到了一个动态平衡,晶粒细化达到了极限,尺寸基本不再变化,但晶粒间的取向差仍会进一步增大。因此,4道次ECAPT变形后,材料组织主要由如图9d所示的细小的等轴再结晶晶粒组成,其尺寸由最初形成的亚晶带的宽度d决定。
ECAPT变形后材料力学性能的提高主要可从三个方面进行解释,即组织致密、细晶强化和位错强化。在剧烈剪切变形和强大静水压力的双重作用下,一方面,原始粉末材料内部孔隙有效地收缩和闭合,颗粒之间形成了良好的固结界面,力学性能有了一定程度的改善。另一方面,由于变形初期晶粒细化程度不断增大,组织中晶界所占的比例较高,晶格畸变能较大,位错和晶界的运动将受到很大的阻力,从而导致材料变形抗力增大,硬度增幅明显。随着变形的继续进行,位错数目不断增多,从而发生了位置重排和相互抵消。同时,由于晶界很容易地堆积、吸收和湮灭位错,使得位错密度维持在一个相对稳定的水平,应变硬化和材料软化达到了平衡。因此,变形后期,材料硬度增幅变缓。4道次ECAPT变形后硬度出现略微下降的现象主要归结于动态再结晶现象所造成的材料软化。
4 结论
(1)200℃下,纯铝粉末材料经4道次A路径ECAPT变形后,组织获得了显著的致密和细化效果,力学性能大幅提高。
(2)1道次ECAPT变形后,试样的平均显微硬度和相对密度分别为50.2kg/mm2和94.6%。变形组织内部含有许多高密度的位错,出现了大量的剪切变形带。晶粒的大小和分布很不均匀,主要由拉长的条带状晶粒和细小的等轴状晶粒组成,平均晶粒尺寸约为5.20μm,但多为小角度晶界取向。
(3)随着变形道次的增加,晶粒尺寸不断减小,形状逐渐趋于等轴。亚晶在继续细化的同时发生了旋转合并,晶粒间取向差不断增大,小角度晶界进一步转变成为了大角度晶界。该过程可认为发生了连续动态再结晶。4道次ECAPT变形后,组织由呈大角度晶界分布的细小等轴再结晶晶粒组成,最小晶粒的尺寸可达0.5μm。
(4)ECAPT变形过程中,晶粒的细化机制主要为机械剪切、应变累积和动态再结晶三者的综合作用。ECAPT变形后,粉末材料力学性能的提高与组织致密、细晶强化和位错强化等因素密切相关。
[1]VALIEV R Z,ISLAMGALIEV R K,ALEXANDROV IV. Bulk nanostructured materials from SPD[J].Progress in Materials Science,2000,45(2):103-189.
[2]AZUSHIMA A,KOPPR,KORHONEN A,etal.Severe plastic deformation(SPD)processes for metals[J].CIRP Annals-Manufacturing Technology,2008,57(2):716-735.
[3]VALIEV R Z,LANGDON T G.Principles of equal channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science,2006,51(7):881-981.
[4]GHAZANIM S,EGHBALIB.Production of bulk ultrafine grained steel through severe plastic deformation[J].Materials Science Forum,2011,667/668/669:583-588.
[5]薛克敏,吴战立,李萍,等.纯铝等径角挤扭新工艺数值模拟及实验研究[J].中国机械工程,2010,21(12): 1485-1489. (XUE K M,WU Z L,LIP,et al.Simulation and experimental research on a new technique named equal channel angular pressing and torsion[J].China Mechanical Engineering,2010,21(12):1485-1489.)
[6]WANG X X,XUE K M,LIP,etal.Equal channel angular pressing and torsion of pure Al powder in tubes[J].Advanced Materials Research,2009(97/98/99/100/101): 1109-1115.
[7]王晓溪,薛克敏,李萍,等.螺旋通道长度对纯铝粉末多孔材料等径角挤扭变形的影响[J].塑性工程学报,2010,17(6):97-102. (WANG X X,XUE K M,LIP,et al.Effect of length of twist channel on porosities of pure aluminum powder during equal channel angular pressing and torsion[J].Journal of Plasticity Engineering,2010,17(6):97-102.)
[8]薛克敏,王晓溪,李萍.超细晶材料制备新工艺——挤扭[J].塑性工程学报,2009,16(5):130-136. (XUE K M,WANG X X,LIP.A new technique for preparing bulk ultrafine grained materials through twist extrusion[J].Journal of Plasticity Engineering,2009,16(5): 130-136.)
[9]李萍,薛克敏,周明智.铝粉烧结材料等通道转角挤压组织性能演变[J].材料研究学报,2006,23(6):577-581. (LIP,XUEK M,ZHOUM Z.Microstructure and properties evolution andmechanism analysis of sintered powder aluminum powder during equal channel angular pressing[J].Chinese Journal of Materials Research,2006,23 (6):577-581.)
[10]KARAMAN I,HAOUAOUIM,MAIER H J.Nanoparticle consolidation using equal channel angular extrusion at room temperature[J].JMater Sci,2007,42(5):1561-1576.
[11]XIA K,WU X,HONMA T,et al.Ultrafine pure aluminium through back pressure equal channel angular consolidation(BP-ECAC)of particles[J].JMater Sci,2007,42(5):1551-1560.
[12]LAPOVOK R,TOMUSD,MUDDLE B C.Low-temperature compaction of Ti-6Al-4V powder using equal channel angular extrusion with back pressure[J].Materials Science and Engineering(A),2008,490(1/2):171-180.
[13]NAGASEKHAR A V,TICK-HON Y,GUDURU R K,et al. Multipass equal channel angular extrusion of MgB2powder in tubes[J].Physica(C),2007,466(1/2),174-180.
[14]LANGDON T G.The principles of grain refinement in equal-channel angular pressing[J].Materials Science and Engineering(A),2007,462(1/2):3-11.
[15]刘国心,魏伟,魏坤霞.等通道变形高纯铝的显微组织与力学性能[J].机械工程材料,2008,32(6):66-69. (LIU G X,WEIW,WEI K X.Microstructure and mechanical properties of high purity aluminum processed by equal channel angular processing[J].Materials for Mechanical Engineering,2008,32(6):66-69.)
