热轧制变形对网状结构TiBw/Ti6Al4V复合材料组织与性能的影响
2013-03-13黄陆军戎旭东
黄陆军, 唐 骜, 戎旭东, 耿 林
(哈尔滨工业大学材料科学与工程学院,哈尔滨150001)
钛基复合材料(Titanium matrix composites,简称TMCs)因具有高比刚度、高比强度、优良的高温性能及耐磨性能[1~4]而成为航空航天、汽车等领域中提高力学性能、降低自重、提高效能的最佳候选材料[5]。在传统研究中,不管采用什么制备方法,选用什么增强相与基体,研究者总是追求增强体在基体中的均匀分布[3~5]。然而,TMCs近40年的研究结果显示,增强体均匀分布的TMCs只能表现出有限的增强效果,特别是粉末冶金法制备的钛合金基复合材料室温脆性极高,已成为制约TMCs发展的瓶颈,严重影响TMCs进一步发展[3,4]。
在前人工作的基础上,通过总结分析,根据Hashin-Shtrikman(H-S)理论及晶界强化理论[6],设计出一种增强体呈网状分布的钛基复合材料组织结构,并利用原位反应自生技术结合粉末冶金的方法,采用低能球磨加热压烧结技术,基于大尺寸Ti6Al4V(Ti64)钛合金粉与细小TiB2粉成功制备出了网状结构TiBw/Ti64复合材料。前期研究结果显示,具有这种新型网状结构的钛基复合材料表现出了优异的综合力学性能[1,2],如5%TiBw/Ti64复合材料抗拉强度达到1090MPa,伸长率达到3.3%。值得指出的是,这种宏观呈均匀分布,微观呈非均匀网状分布的组织结构,正好与K.LU[7]的建议吻合。与传统的均匀复合材料组织结构相比,只有以可控的方法改变增强体分布结构,制备出新型的多级复合材料组织结构,才能使现有复合材料综合性能得到进一步提高。
传统研究中,通过后续热挤压、锻造、轧制等变形可进一步提高金属基复合材料力学性能,且能为后续塑性成型提供一定的实验指导,因此进一步深入研究热轧制变形对这种新型网状结构钛基复合材料组织与性能影响规律是非常重要的,也是必须进行的。对进一步推动TMCs发展并满足实际生产要求具有积极的作用。本工作研究了热轧制变形对网状结构TiBw/Ti64复合材料组织与性能的影响规律。
1 实验材料及方法
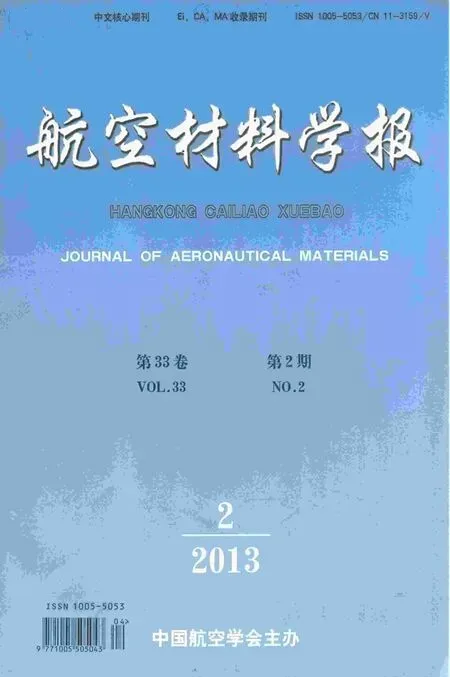
以大尺寸球形Ti64合金粉末与细小棱柱状TiB2陶瓷粉末为原料制备网状结构TiBw/Ti64复合材料。其中,Ti64粉末是通过高纯氩气雾化而得到的球形钛粉,粒径为180~220μm,TiB2粉末粒径为1~8μm。将大尺寸Ti64粉与细小TiB2粉按97∶3质量比称重后进行低能球磨,球磨工艺参数为:球磨速率200r/min,球料比5∶1,球磨时间8h,由于TiB2陶瓷颗粒硬度较Ti64粉大,通过低能球磨可将细小的TiB2均匀地镶嵌到大尺寸Ti64粉表面,且Ti64粉基本保持原来球形而不被打碎,如图1a所示。在热压烧结过程中,烧结工艺参数为1200℃/20MPa/1h。在热压条件下,Ti64粉颗粒之间发生致密化,球形Ti64粉变成多面体;TiB2与Ti发生原位自生反应生成晶须状TiB增强相,像“销钉”一样,将相邻的Ti64颗粒连接起来,如图1b所示。按97∶3的质量比计算,原位自生反应生成的TiBw体积分数约为5%。
由于TiBw增强相长度一定,固相烧结使其总是分布在Ti64基体颗粒周围,且内部Ti64基体颗粒尺寸较大,因此TiBw在Ti64基体颗粒周围形成三维网状分布,如图1b所示。一方面这种网状结构正好满足H-S上限组织结构;另一方面,这种结构起到类似于晶界强化的效果。
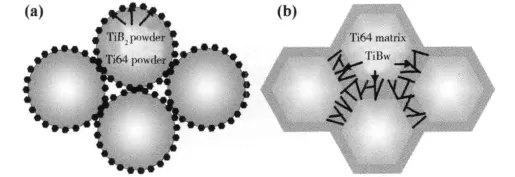
图1 网状结构TiBw/Ti64复合材料制备示意图(a)原位自生反应前;(b)原位自生反应后Fig.1 Schematic illustrations fabricating TiBw/Ti64 composites with a network microstructure (a)before reaction synthesis;(b)after reaction synthesis
为了减小变形开裂,将5%TiBw/Ti64复合材料在1100℃保温40min后按20%,40%,60%与80%变形量控制轧辊间距进行轧制。
对轧制变形后的钛基复合材料进行室温拉伸性能测试,以评价其力学性能。拉伸试样为矩形(狗骨型),其标距部分尺寸为15mm×5mm×2mm,拉伸速率为0.5mm/min,拉伸试验在Instron-5569电子万能试验机上测试完成。将试样抛光后进行轻微腐蚀,然后进行二次电子组织观察,组织分析使用扫描电子显微镜(SEM,Hitachi S-4700)。
2 结果与讨论
如图2所示为参考等轴组织轧制变形示意图绘制的三维网状结构钛基复合材料轧制变形示意图[8]。从图中可以看出,由于受到轧辊前端垂直轧辊面的挤压力(虚线箭头所指)和轧辊与材料间摩擦力的作用,在被轧制材料上产生一对RD方向的相向的拉应力,以及ND方向上的压应力。拉应力使得等轴组织在侧面(II)方向上被拉长,拉应力及压应力使得等轴组织在材料表面(I)被压缩变大。而由于轧制变形的特点,使RD与TD方向均是不受约束的,因此在垂直于RD面(III)上的等轴晶被一定程度上压扁,类似于墩粗的效果。
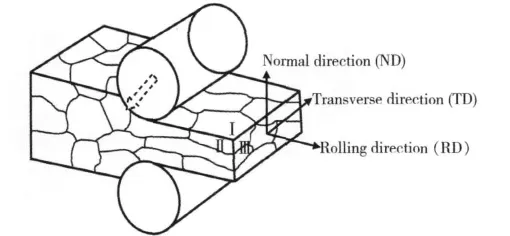
图2 网状结构钛基复合材料轧制过程中组织演变示意图Fig.2 Schematic illustration of themicrostructure evolution of network structured TMCs during rolling deformation process
图3为经过80%变形量轧制变形后5%TiBw/ Ti64复合材料低倍组织照片。通过对比发现,变形组织与图2中示意图特点完全吻合。经过80%轧制变形后,I面上等轴网状组织尺寸明显变大,甚至达到400μm,这样必定会降低增强体的连通度。然而由于在RD方向上的拉应力作用,与TD方向上的无约束特点,使得原来的等轴网状组织得以保留下来。而侧面(II面)由于主要受到拉应力作用,使得等轴结构拉长,这在形态上类似于挤压态组织,也会降低局部增强体含量[9]。
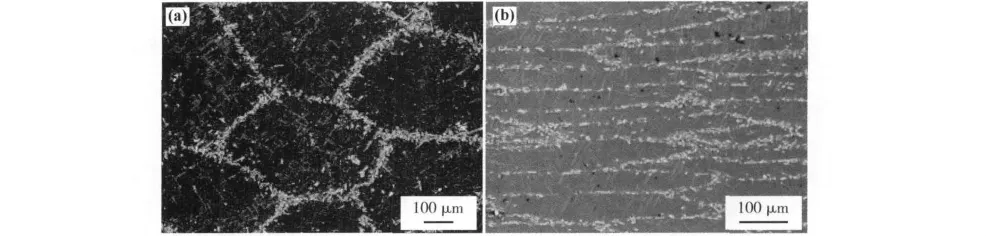
图3 5%TiBw/Ti64复合材料轧制面(Ⅰ)与侧面(Ⅱ)经过80%轧制变形后SEM组织照片Fig.3 SEM micrographs of the as-rolled 5%TiBw/Ti64 composites after 80%rolling reduction(a)surfaceⅠ;(b)surfaceⅡ
图4为不同轧下量轧制变形后5%TiBw/Ti64复合材料轧制面(I)SEM组织照片。从图4中可以看出,由于轧制变形在RD与TD方向上均不受约束,只是ND方向上受到压缩约束,因此,轧制变形后组织虽然发生平行于轧制面分布,但是并没有沿固定的RD或TD方向定向排列,这是与挤压变形不同的[9]。另外由于ND方向上的压缩作用,使得ND方向上的晶须在变形过程中发生严重折断。对比图4a和b可以发现,轧制变形量越大,这种晶须折断现象越严重。另外,通过图3和图4还可以看出,由于轧制变形温度较高,基体中的初始α相完全消失,原始组织完全转变成为转变β组织。在轧制变形过程中出现严重的晶须折断现象,以及晶须没有定向排列现象,加上增强相连通度降低,必定会降低增强相的增强效果。而热轧制变形对基体产生的形变及热处理强化作用,却将较大程度上改善复合材料的强度水平。因此,必须将轧制变形量-组织-力学性能联系起来,才具有明确的意义。

图4 不同轧下量轧制变形后5%TiBw/Ti64复合材料轧制面(Ⅰ)组织SEM照片Fig.4 SEM micrographs of the surface of the as-rolled 5%TiBw/Ti64 composites after different rolling reductions (a)40%;(b)80%
图5为不同轧下量轧制变形后5%TiBw/Ti64复合材料侧面(II)组织SEM照片。由前面分析可知,沿ND方向的晶须由于压缩变形而折断,因此晶须只能沿RD与TD方向分布,这从图4可以得到一定程度的验证。同时图5所示也可以看出,复合材料经过轧制变形后,只有沿RD与TD方向的晶须存在,而ND方向晶须要么被折断要么被协调变形为RD或TD方向。这种程度随着变形程度的增加而增加。另外还可以看出,变形程度越大,等轴网状结构被拉伸变形越长,因此使得晶须在界面处的分布越稀薄,这对RD方向上的塑性是有利的。由于较大的变形量,使得不仅在ND方向上的晶须发生折断,在RD与TD方向上的晶须也发生部分断裂现象。

图5 不同轧下量轧制变形后5%TiBw/Ti64复合材料侧面(Ⅱ)组织SEM照片Fig.5 SEM micrographs of the profile(Ⅱ)of the as-rolled 5%TiBw/Ti64 composite after different rolling reductions (a)40%;(b)80%
特别需要指出的是,由于轧制是在相变点以上进行,因此在轧制及冷却后基体组织由原来的等轴组织转变成转变β组织(或马氏体)。如图5所示,经过多次轧制变形后,组织转变更加彻底,因此基体形变及热处理强化逐渐增加。综上可以看出,只有基体形变及热处理强化对网状结构复合材料的强度是有利的;网状界面处增强体局部体积分数降低,增强体被折断两个现象是对塑性有利的。因此要从这两个方面分析轧制变形对复合材料性能的影响。
图6为5%TiBw/Ti64复合材料在不同轧制变形量下的拉伸性能。如图6所示,5%TiBw/Ti64复合材料抗拉强度随变形量的增加而增加。当变形量达到60%时,抗拉强度从轧制变形前的1090MPa提高到1330MPa,相当于提高了22%。这是因为一定变形量下,基体形变及热处理强化效果明显高于增强体折断与连通度降低导致的弱化效果。如图6所示,复合材料强度随变形量增加而显著提高,主要强化作用在于基体的形变强化。然而一定的变形使得增强体局部体积分数降低,且基体晶粒细化,塑性也得到明显提高(图6)。当变形量达到40%时,塑性最好,伸长率从变形前的3.3%提高到变形后的6.5%,提高了97%。而当变形量继续增大,超过60%时,复合材料强度与塑性明显降低,其中伸长率在变形量超过40%后就开始降低。强度与塑性的降低主要是复合材料中基体变形带来的强化效果低于增强相破碎带来的弱化效果。这是因为,大量变形使得晶须折断严重,产生更多的缺陷或微裂纹,另外一方面由于多道次轧制及回火加热都是在空气炉中进行,钛基体可能极易吸氧、氢而脆化,使得在经过大量变形后,复合材料反而力学性能降低。因此,考虑到变形后的力学性能以及节约成本,不宜对钛合金基复合材料,特别是薄板进行较大变形量的多道次轧制变形。
3 结论
(1)网状结构TiBw/Ti64复合材料经过轧制变形后,I面网状结构呈增大的等轴状,II面呈压扁的长条状,III面呈墩粗的网状。
(2)随着轧制变形程度的增加,网状结构TiBw/ Ti64复合材料中增强相破碎加剧,局部增强相含量降低。
(3)轧制变形后,由于变形及空冷的双重作用,钛合金基体为转变β组织(马氏体)。
(4)随着轧制变形量的增加,网状结构TiBw/ Ti64复合材料抗拉强度及伸长率均先增加后降低。抗拉强度最大提高22%,伸长率最大提高了97%。
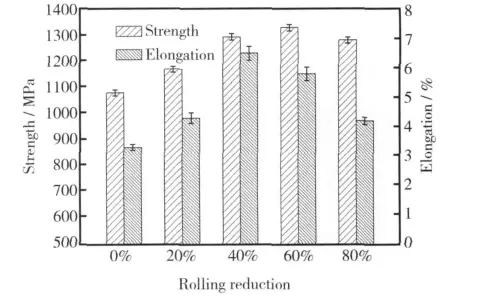
图6 轧制变形后5%TiBw/Ti64复合材料拉伸性能随轧制变形量变化Fig.6 Variation of tensile properties of the as-rolled 5% TiBw/Ti64 compositeswith the rolling reduction
[1]HUANG L J,GENG L,LI A B,et al.In-situ TiBw/Ti-6Al-4V composites with novel reinforcement architecture fabricated by reaction hot pressing[J].Scripta Materialia,2009,60(11):996-999.
[2]HUANG L J,GENG L,PENG H X,et al.Room temperature tensile fracture characteristics of in situ TiBw/Ti6Al4V composites with a quasi-continuous network architecture[J].Scripta Materialia,2011,64(9):844-847.
[3]TJONG SC,MAIY W.Processing-structure-property aspects of particulate and whisker-reinforced titanium matrix composites[J].Composite Science and Technology,2008,68(3/4):583-601.
[4]WANG M M,LV W J,QIN JN,et al.Superplastic behavior of in situ synthesized(TiB+TiC)/Timatrix composite[J].Scripta Materialia,2005,53(2):265-270.
[5]MORSIK,PATELV V,NARAGHIS,etal.Processing of titanium-titanium boride dualmatrix composites[J].Journal of Materials Processing Technology,2008,196:236-242.
[6]HASHIN Z,SHTRIKMAN S.A variational approach to the theory of the elastic behaviour ofmultiphasematerials[J]. Journal of the Mechanics and Physics of Solids,1963,11 (2):127-140.
[7]LU K.The future ofmetals[J].Science,2010,328:319 -320.
[8]ALLEN SM,THOMAS E L.The Structure of Materials[M].John Wiley&Sons.1999:359-363.
[9]HUANG L J,GENG L,WANG B,et al.Effects of extrusion and heat treatment on the microstructure and tensile properties of in situ TiBw/Ti6Al4V composite with a network architecture[J].Composites:Part(A),2012,43 (3):486-491.