废旧铝、铁片粉煤灰复合混凝剂的制备及在废水处理中的应用
2013-03-07邸静粉
邸静粉
(赵县环境监测站,河北石家庄051530)
1 试验用原料简介
粉煤灰是从煤燃烧后的烟气中收捕下来的细灰。我国火电厂粉煤灰的主要氧化物组成为:SiO2、Al2O3、FeO、Fe2O3、CaO等,其化学组成含量见表1[1]。由于粉煤灰颗粒极细,具有很大的比表面积,所以吸附能力极强,且粉煤灰中含有大量铝的氧化物,可将其资源化制得粉煤灰复合混凝剂。

表1 粉煤灰化学成分及含量%
随着社会生产发展和人民生活水平的提高,铝、铁材料的固体废物越来越多。本研究选用的实验原料是铝制的可乐易拉罐,这种易拉罐随处可得。经有关试验选用铁制品效果亦可。
经查阅文献,本研究选用1mol/LHCl+1mol/L H2SO4的混合酸[1]。
2 复合混凝剂的制备
称取经800℃焙烧[2]、研磨过400目筛的粉煤灰60 g,在90℃加热[2]、搅拌的条件下,用180m l混酸充分浸渍2 h,加入易拉罐碎片至铝不再溶解,所得混合物即为废旧铝、铁片、粉煤灰复合混凝剂,制备流程见图1。粉煤灰在酸浸渍后,其表面或微孔内变得更加粗糙,比表面积显著增大,这相当于表面被活化,活化后的粉煤灰对有机物的吸附能力更强,同时用酸浸粉煤灰提取其中具有混凝作用的铝、铁,形成具有助凝效果的活性硅酸[3],用强酸溶解铝片,使铝含量达到最大,形成具有良好混凝效果的铝的高聚物,使得自制粉煤灰混凝剂效果更好。该混凝剂为液体状态,呈淡黄色,用时稀释10倍。该混凝剂各项指标见表2。

图1 废旧铝、铁片、粉煤灰复合混凝剂制备流程
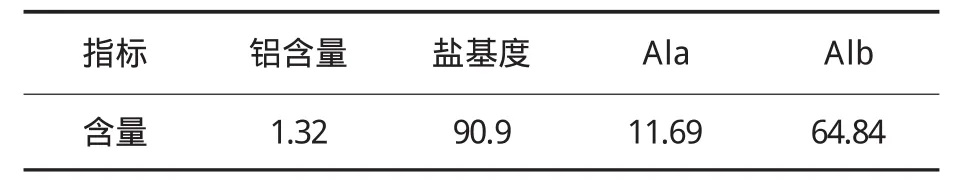
表2 复合混凝剂指标 %
3 屠宰废水水质特点
实验废水来自一家肉类加工有限公司,该厂废水主要含有屠宰过程中产生的猪血、猪毛、猪粪便、内脏杂物、未消化食物及碎肉、油脂等。废水呈红褐色,溶解性物质含量较高,有机物含量、SS、浊度、色度均较高。经测定原水水质指标COD、SS、pH值、浊度、色度如表3。

表3 原水水质指标
4 混凝实验
4.1 混凝水力条件
先以250 r/min快速搅拌2 min,再以50 r/min慢速搅拌15min,沉淀20min。
4.2 混凝剂最小投加量
取400 ml废水于混凝搅拌机上,以50 r/min慢速搅拌,加入1ml稀释后的自制混凝剂,几秒钟后再加1 ml,直至有矾花出现,此剂量即为最小投加量。通过实验得出,混凝剂最小投加量为10%的自制混凝剂4ml。
4.3 混凝的最佳pH值
用7个玻璃杯分别取相同的400 m l废水于混凝搅拌机上,调节废水pH值分别为4,5,6,7,8,9,10,同步加10%的自制混凝剂4 ml,按照设定混凝水力条件处理废水。混凝后分别取上清液测定COD、SS、pH值、浊度、色度,测定数据见表4,并分别作COD、SS、浊度、色度随pH值的变化曲线(见图2)。混凝前调节pH值在6~7的范围内时,混凝后出水的COD、SS、浊度、色度都达到最小值,并且出水的pH值在7左右,由此可以确定混凝的最佳pH值范围是6~7。
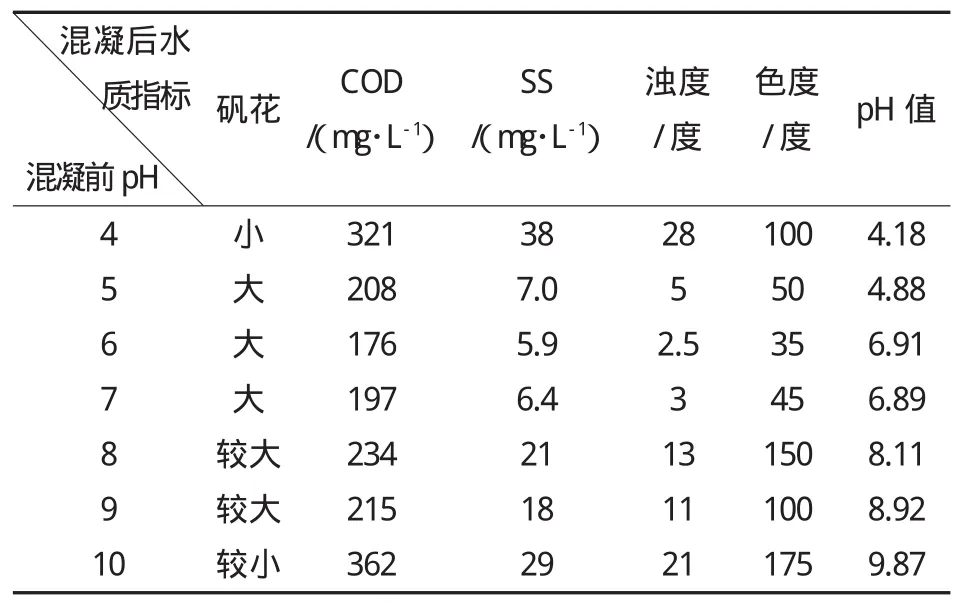
表4 不同pH值相同混凝剂投加量混凝后水质指标
在不同pH条件下加入等量混凝剂,其混凝处理效果不同,这是因为所用的自制混凝剂除了高温酸浸的粉煤灰起吸附沉降作用外,还有铝盐、铁盐的水解产物起作用,铝盐、铁盐加入水中,一定条件下(水温、pH值、加药量等)经水解、聚合或配合反应形成多种形态产物,一般分成4类:水合离子、单核羟基配合物、多核羟基配合物或聚合物、氢氧化物沉淀物,其水解产物不同,混凝机理和效果就不同[4,5]:
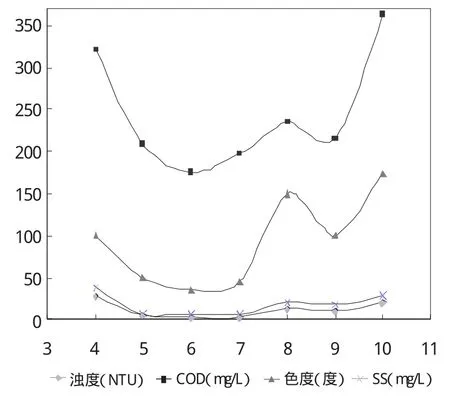
图2 浊度、COD、色度、SS随pH值的变化曲线
pH<3.5时,水解产物主要是水合离子,混凝机理主要为压缩双电层作用。pH值在4~5时,水解产物主要是单核、多核羟基配合物,混凝机理主要为吸附—电性中和作用。pH值在6~7时,水解产物主要是电中性的聚合物,混凝机理主要为吸附架桥作用,即水解出的高分子物质与胶粒的吸附与桥连[4,5]。高分子链的一端吸附了某一胶粒后,另一端又吸附另一胶粒,形成“胶粒—高分子—胶粒”的混凝体,产生沉降。pH>8.5时,水解产物主要是氢氧化铝沉淀,混凝机理主要为网捕—卷扫作用机理。实际上在各pH值之下,几种水解产物、几种混凝机理同时存在,只是程度不同,所以混凝效果不同。
4.4 混凝剂最佳投加量
(1)取7个400 ml废水于混凝搅拌机上,分别调节其pH值为6,同步分别加入10%的混凝剂3ml、4ml、5 ml、6 ml、7m l、8 ml、9 ml,按设定水力条件进行实验,测定出水各项指标如表5,分别作浊度、COD、色度、SS随投加量变化曲线如图3。由图3可知,pH值为6、投加量为5~7ml时,出水的pH值在7左右,COD、SS、浊度、色度都达到最小值。所以pH=6时,最佳投加量为5~7ml,相当于每吨废水的最佳混凝剂用量为12~18 L。
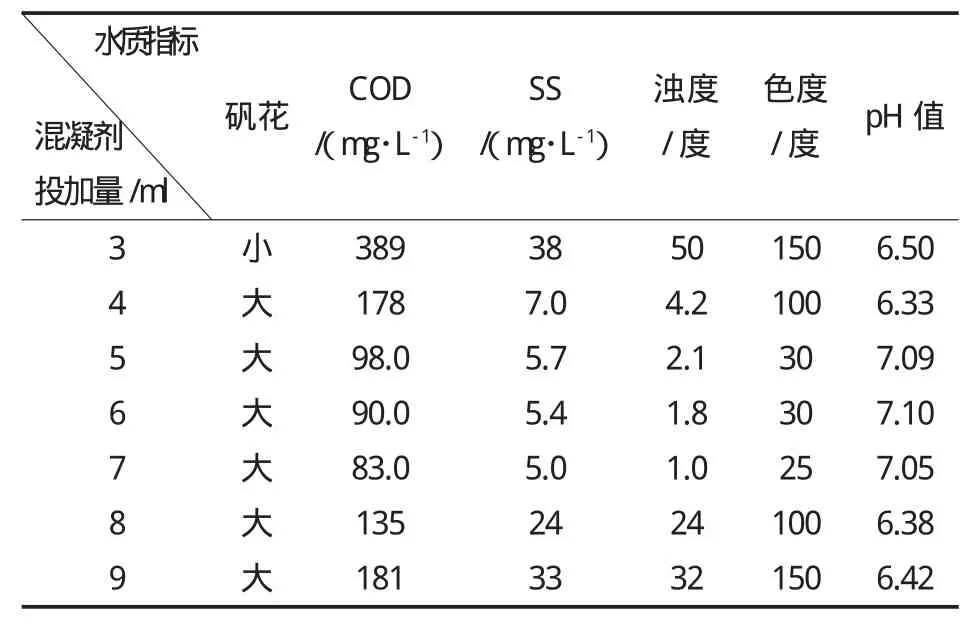
表5 废水pH为6时不同混凝剂投加量混凝后水质指标

图3 COD、SS、浊度、色度随混凝剂投加量的变化
(2)取7个400 m l废水,调节pH=7,同步分别加10%的混凝剂3 ml、4 ml、5 ml、6 ml、7 ml、8 ml、9 m l,按设定水力条件重新进行实验,测定结果如表6,浊度、COD、色度、SS随投加量变化曲线见图4。由图4可知,pH值为7、投加量为5~7m l时,出水的pH值在7左右,COD、SS、浊度、色度都达到最小值,所以pH=7时,最佳投加量为5~7 ml,相当于每吨废水的最佳混凝剂用量为12~18 L。
由图3、图4可以看出,并不是混凝剂用量越大处理效果越好,这是因为混凝剂的用量取决于胶体的浓度、电性正负和电荷数量以及混凝过程的pH值。各种混凝剂都有在相应条件下的最佳投加量,低于或超过这个用量都会使混凝效果下降。pH值为6~7时,自制复合混凝剂的水解产物都以电中性的聚合物为主,混凝机理都以吸附架桥作用机理为主,投加量小于5 ml时,混凝剂用量不足,混凝作用不彻底,投加量增加到5~7ml时,混凝作用最好,投加量大于7ml时,由于混凝剂过量,生成了氢氧化物沉淀,混凝效果反而不好,这也就是所谓的“再稳”现象[6]。

表6 废水pH为7时不同混凝剂投加量混凝后水质指标
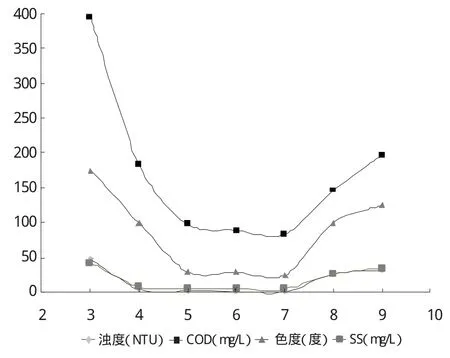
图4 COD、SS、浊度、色度随混凝剂投加量的变化
5 结论及可行性分析
通过实验,在设定的水力条件下,用自制粉煤灰复合混凝剂处理屠宰废水的最佳pH值为6~7,最佳用量为每吨废水需混凝剂12~18 L。处理后出水水质良好,各指标见表7。
我国粉煤灰排放量不断增加,到2020年我国粉煤灰总堆存量将达到30多亿吨[7],给我国的生态环境造成巨大的压力。同时,我国又是一个人均占有资源储量有限的国家,粉煤灰的综合利用、变废为宝、变害为利,已成为我国经济建设中一项重要的技术经济政策,是解决我国环境污染、资源缺乏的重要手段。另外粉煤灰价格便宜,每吨仅几十块钱,作为生产原料成本几乎可以不计。并且只要是铝、铁制品废物都可以用来代替易拉罐作为自制粉煤灰混凝剂的原料,原料充足。

表7 出水水质指标
综上所述,用酸浸粉煤灰和废旧铝、铁片制得废旧铝、铁片、粉煤灰复合混凝剂,可以有效解决粉煤灰,废旧铝、铁固体废物占用土地、污染环境等问题,同时制得的复合混凝剂价格低廉,混凝效果良好,在固体废物资源化的同时还可以实现废水处理。
[1]于衍真,李国忠,付兴华,等.粉煤灰在废水处理工程中的应用[J].硅酸盐通报,1998(3):42-45.
[2]佟志芳,李英杰,邹燕飞.粉煤灰酸浸提铝及其动力学[J].过程工程学报,2009,9(3):502-507.
[3]卢素焕,张振声,许佩瑶,等.粉煤灰在废水处理中的应用[J].电力情报,1998(2):27-30.
[4]陈宗淇,王光信,徐桂英.胶体与界面化学[M].北京:高等教育出版社,2001:116-210.
[5]汤鸿霄.羟基聚合氯化铝的絮凝形态学[J].环境科学学报,1998,18(1):1-10.
[6]高廷耀,顾国维.水污染控制工程[M].2版:下册.北京:高等教育出版社,1999.
[7]唐福军,毕红梅,高金玲.粉煤灰的资源化利用与研究现状[J].黑龙江八一农垦大学学报,2006,18(6):76-79.
