红河型钢离线矫直线设备的改造∗
2013-01-29王清秀
王清秀
(中冶南方工程技术有限公司,湖北武汉 430223)
红河型钢离线矫直线设备的改造∗
王清秀
(中冶南方工程技术有限公司,湖北武汉 430223)
红河离线矫直生产线的设备结构和功能上存在着若干不足。针对该离线矫直设备使用过程中出现的问题,对拨钢机构及打捆区域进行了相应的技术改造,使其能够很好的满足生产工艺需要。
离线矫直;型钢;技术改造
1 原矫直线设备介绍
红河型材生产线型材矫直采用离线布置,型材经在线定尺剪切后,由天车吊运至离线矫直线进行矫直,矫直产品规格:5#角钢~12.5#角钢;5#槽钢~10#槽钢。投产后发现该生产线存在一系列的问题,制约了矫直节奏和班产量,根据实际情况进行了相应的改造。改造前离线矫直线的设备由上料台架、矫直机输入辊道、YJ550A辊悬臂式型钢矫直机、矫直机输出辊道、收集台架、打捆台架组成,如图1所示。
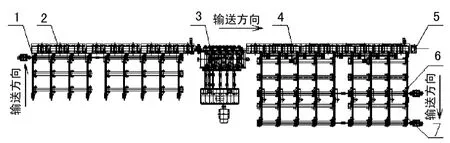
图1 离线矫直区域设备布置图
待矫直型材温度为常温,长度在4~12 m内,以乱捆形式经天车吊到上料台架上,经人工梳理后,通过上料台架的横移链将单根待矫直型材移送到矫直机输入辊道上。输入辊道采用链条集中传动。采用YJ550A辊悬臂式型钢矫直机对角钢、槽钢进行离线矫直,型材通过一定孔形且交错布置的辊轮时,经反复弹塑性弯曲变形,消除原始曲率达到平直。矫直机采用集中传动方式,形式为上压悬臂式,上下辊轮轴均有轴向调整机构,上辊轮轴有升降调整机构,调整灵活方便。矫直机输出辊道也采用链条集中传动,辊道末端设置带有弹簧缓冲的固定挡板,防止矫直后的型材冲出辊道。经拨钢装置,将矫直后的型材由矫直机输出辊道拨打收集台架上,收集台架通过链条将送来的型材运输到打捆台架后人工打捆,布置图如图1所示。
2 实际使用中存在的问题
(1)矫直后的型材要通过拨钢机构从矫直机输出辊道拨到收集台架上,该拨钢机构为气缸驱动,如图2所示,在拨料杆没有复位时,矫直机不能矫直输出钢材,这降低了矫直机利用率,影响生产效率。

图2 拨钢装置布置图
(2)由于大规格单根成品型材较重(以∠12.5为例,最重可达314kg),运送至打捆台架后,人工堆垛的劳动强度非常大,劳动生产率较低,满足不了正常生产的要求。
基于以上原因,离线矫直区域必须进行改造。
3 设备的改造
3.1 拨料机构的改造
拨料机构的拨钢节奏制约矫直机的利用率,要提高矫直机的利用率须提高拨钢效率。原设计中采用的气动拨钢机构(如图2所示)在拨钢时,气缸推动拨料杆翘起,将型材从矫直机输出辊道运送到收集台架上。拨料杆必须复位后才允许下支待矫直型材通过矫直机,否则就会卡钢。拨钢机构的拨钢过程约需2 s。技术改造的目的是节省2 s的等待,实现矫直机的连续生产,达到节能降耗的目的。前一支型材离开矫直辊后,要立即将其运走,以免影响下一支型材的矫直。针对现场实际情况,有两种方案可供选择。
方案一:采用电动拨爪循环拨钢,如图3所示,在原设计中拨料杆的位置设置拨爪,该拨爪安装在循环运动的链条上,链条由齿轮马达驱动,每根链条上安装3组拨爪,通过控制链条的速度,使拨爪在下一支型材头部到来前将矫直机输出辊道上矫直完毕的型材拨到收集台架上面,这使拨钢节奏大大加快,可实现矫直机的连续生产。同时增加的链条、链轮、齿轮马达等都可以采用现场的备件,改造可行性很高。

图3 拨钢装置方案一
方案二:将现有的辊子改造成螺旋辊,使得矫直完毕的型材在矫直机输出辊道上一边直行一边向收集台架方向偏移,通过螺旋辊的合理布置来完成该功能。螺旋辊用原来的辊子稍加改造,在辊子上焊接螺旋状布置的光面圆钢。
两个方案相比较而言,方案二更简便易行,现场通过测试,螺旋辊改造成功,矫直后的型材顺利地被运输到收集台架上面,实现了矫直机的连续生产,达到了节能降耗的目的,大大提高了矫直效率。
3.2 打捆区域的改造
矫直机的效率提高后,离线矫直线的瓶颈经集中到了打捆区域,工人堆垛打捆耗时耗力,造成型材数量超出收集台架及打捆台架的储料极限,型材大量积压,最终影响矫直机的生产。改造如图4所示。
改造主要包括以下几个方面:
(1)取消原设计的打捆台架。原打捆台架为齿轮马达驱动的链轮机构,来钢时由打捆工人将型材由打捆台架取下堆垛。因矫直机效率提高,打捆台架无法满足生产要求,考虑到后续改造的空间问题,决定将其取消。

图4 打捆区域改造示意图
(2)在收集台架出口的位置设置1个自由辊和若干个打捆模板,打捆模板放置在升降机上。自由辊可针对不同规格的定尺随意调整位置,打捆模板的布置也要兼顾各规格定尺,当收集台架来钢时,打捆工人可轻松的将型材挪到自由辊上,工人堆垛时,只要以自由辊为支点,就能前后左右任意挪动型材,再配合使用末端的对齐挡板和打捆模板,提高了堆垛效率,同时也使工人的劳动强度大大降低。
(3)堆垛完成后由人工用气动打包机完成打捆。打捆完成后由天车将成捆的成品型材吊运至成品库。为最大限度利用矫直机,需将堆垛同打捆同时进行。故在距离堆垛位适当的位置设置打捆位,增加横移小车,将堆垛完成的型材由堆垛位运出至打捆位。堆垛时,升降机将打捆模板升至高位,横移小车在堆垛位等待,当堆垛完成之后,升降机将打捆模板平稳地落下,使得型材落到横移小车上,随后横移小车移出至打捆位,打捆工人在横移小车上完成打捆操作。此时堆垛仍可照常进行。堆垛工人在堆垛的同时,升降机复位至高位。在完成打捆吊装之后,横移小车回到堆垛位等待。如此往复操作,生产过程顺畅,完全能够跟得上矫直机的节奏,生产效率得到了很大的提高。
(4)考虑到升降机在高位时大规格的槽钢的堆垛高度超出了收集台架的高度,为保证所有规格型材能够正常生产,故需调整收集台架的出口的高度,采用的方法是垫高收集台架出口的高度,使得型材在运输的过程中爬坡,坡度在5°左右。
4 结 论
经过对生产过程中存在的问题进行总结分析,对影响生产节奏的拨钢机构及打捆区域进行了改造,解决了先前生产中影响节奏的瓶颈问题,改造后离线矫直生产线的生产顺畅,达到了节能降耗以及提高生产效率的目的,实现了良好的经济效益。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2008.
[2] 濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006.
Improvement of the off-line straightening equipment for steel
WANG Qing-xiu
(WISDRI Engineering&Research Co.,Ltd,Wuhan Hubei 430223,China)
Aiming at off-line straightening steel line,there are some shortages on the structure and function of the equipment.In this paper,aiming at the problems arising from the use process of off-line straightening equipment,the corresponding tech⁃nical improvement on the tilting mechanism and baling area are made,which can well meet the needs of the production process.
off line straightening;section steel;technical improvement
TH12
B
1007-4414(2013)04-0154-02
2013-06-11
王清秀(1982-),男,山东烟台人,工程师,主要从事冶金设备设计工作。
