小型全自动压药设备的设计开发∗
2013-01-29赵元喜游俊红吕志民何军勇
赵元喜,游俊红,吕志民,何军勇
(中国五洲工程设计集团有限公司,北京 100053)
小型全自动压药设备的设计开发∗
赵元喜,游俊红,吕志民,何军勇
(中国五洲工程设计集团有限公司,北京 100053)
介绍一种小型药柱自动压制设备的设计。该型自动压药设备采用全气动驱动,通过更换模具和部分工装即可生产不同规格的产品,满足柔性化生产的需要。该设备由PLC控制,实现了压药工艺过程的自动化,可以大大减轻生产人员的劳动强度,提高产品的质量和生产效率,保证生产过程中的人员安全。
小型药柱;全气动驱动;柔性化;自动化;安全生产
1 引 言
在军工和民爆行业中火工品的生产离不开压药设备。目前,国内工厂小型药柱的生产普遍采用的是手动螺旋压力机和杠杆式压力机[1]。药柱压制过程中的压药压力、加压速度、保压时间等工艺参数都会直接影响到药柱的质量[2]。采用传统手工压药方式是工人凭感觉来保证这些参数,但在实际生产中,尤其是产量较大的情况下,手工压药方式难以保证产品的质量和一致性,导致良品率低。而且手工压药效率低、存在较大的安全隐患[3]。因此,研制一种安全、自动化程度高、可靠性好的自动压药设备有着非常重要的经济价值和实际意义。
2 前期调研
在设计的初期阶段我们进行了实地调研,对现有制造工艺和生产情况有了比较直观的了解。目前,小型药柱的压药生产还没有详细的工艺参数,例如压药压力、加压速度、保压时间等,主要依靠的是多年积累的经验,由工人凭感觉保证。
企业目前的生产工艺流程:装冲芯→装模套→称药、倒药→装垫板→装上冲→人工压药→取下垫板、下冲、冲芯→退模→取药柱。整个生产过程全部由人工操作,由2~3人配合完成。在熟练工人的操作下生产的速度最快可以达到20~25 s/枚,但是由于产品产量较大,工作步骤重复、繁琐,采用目前的螺旋压药机压药需要操作人员双手用力扳动手轮,消耗体力较大,靠人工难以保持较快的生产节拍,质量也难以保证。而且人工压药存在比较大的安全隐患,不利于操作人员的安全。
采用设备自动压药方式可将设备放置在抗爆间内,工作人员可在控制室内通过监控探头和显示屏监视整个生产过程,通过触摸屏可对设备进行远程控制,整个制造过程由设备自动完成,无需人工直接参与,实现人机隔离。设备各执行机构之间及设备与抗爆门之间设有电气联锁,保证生产安全。
3 设备结构设计
由于压药设备是在存在爆炸危险的场合使用,因此根据国家相关安全标准,设备设计必须满足防爆要求。本设备以压缩空气作为动力源,由可编程控制器控制。电气控制元件采用本质安全型、隔爆型、密封防爆型元件,符合国家相关安全标准的要求。
设备主要技术指标和参数:模具输送系统工位数:5工位;单次压制药柱数量:1个;压机最大工作压力:10 kN;增压缸工作压力:0.4 MPa。厂房环境:供给电源:380 V/220 V±10%;50 Hz±2%;供压缩空气:0.4~0.6 MPa;厂房环境温度:5~45℃;相对湿度:≤95%。
自动压药机的总体结构如图1所示,由增压缸提供压制药柱时所需的压力。冲头作为模具上冲与气液增压缸的连接件,通过旋转冲头可以调整压制药柱的高度。工作台上布置有压药工序的各执行机构,包括取药柱机械手、下冲顶出气缸、清擦及下冲复位气缸等。取药柱机械手用于抓取压制完成的药柱并放入收纳盒中;下冲顶出气缸用于压药后的退模动作;下冲复位气缸用于取药柱后清擦模腔并将模具下冲复位。
压药动作顺序:清擦模具→计量装药→压药→冲头复位→下冲顶出→取药柱→清擦模腔并将下冲复位。
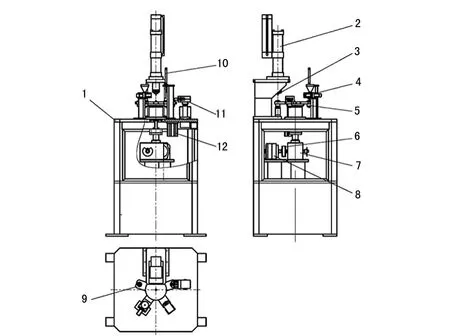
图1 自动压药机总体结构图
3.1 分度转动装置设计
本设备采用回转气缸驱动分度器带动转盘实现五个工位的精确定位。回转气缸作往复回转运动,并通过单向轴承和同步带驱动分度器做单向间歇转动,回转气缸提供转盘回转所需的动力,分度器保证了工作转盘作精确分度运动。
(1)分度器定位误差校核:
选用分度器定位误差45″
圆周方向定位误差:

带型L,节距:pb=9.525
小带轮转速:n1=60 r/min
小带轮齿数:z1=14
小带轮节圆直径:

带速:

大带轮齿数:z2=20
大带轮节圆直径:d2=60.64 mm
初定中心距:

初定带的节线长度:


根据计算结果选择同步带型号140L075同步带轮14L075F、20L075F。
3.2 容积计量装置设计
容积计量是依靠定容积的方式对原料进行计量。相对于称量方式,该方法计量速度快、一致性好,非常适用于小型药柱的自动化生产。
容积计量装置的工作原理如图2所示,初始状态下,气缸处于缩回位置,药粒存放在料斗中,并从料斗落入计量装置的滑块腔内;工作开始后,气缸伸出推动滑块运动,药粒落入计量板上的计量孔中;而后气缸复位,动作到位后,药粒从计量装置落入正下方的模腔中,完成一次计量动作。通过微调螺钉可对落药量作微小调整,以达到满足生产要求的最佳药量。滑块的运动速度对落药量也有一定影响,可以通过调整驱动气缸上的调速接头调节滑块的运动速度。
对于工厂目前生产的两种药柱的药量可通过以
下公式计算。

图2 容积计量装置工作原理图
(1)药柱I
药柱最大质量:

药柱最小质量:

压药前药粒最大高度:

压药前药粒最小高度:

(2)药柱II
药柱最大质量:

药柱最小质量:

压药前药粒最大高度:

压药前药粒最小高度:

式中:ρ为药粒真密度,g/mm3;ρ′为药粒假密度,g/mm3。
工作时,计量装置的动作存在滑动摩擦,为避免动作过程中由于摩擦和冲击产生静电及火花而导致药剂引燃的危险,计量装置的所有零件都采用金属材料,通过机架可靠接地,并且两个相接触的摩擦面分别采用了黑色和有色金属材料。该计量装置适用于流散性好的颗粒状药剂计量,不适用于黏着性大的药剂和容易产生吸附的粉状药。
3.3 模具的设计
模具是保证压药质量的关键部件。模具由上冲、下冲及阴模组成。本设备每种产品配有五套模具,上冲安装于气液增压缸顶杆端部、下冲安装在阴模中,模具安装在工作转盘上各工位处,由圆螺母锁紧固定。模具的尺寸可通过以下公式计算得出[4]:
(1)阴模尺寸计算
①阴模高度h阴=h0+h1+h2
式中:h0为松装高度,mm;,其中:h0=ρkH/ρ0,ρk为药柱密度,g/cm3;ρ0为松装药密度,g/cm3;H为药柱高度,mm;h1为下冲模定位高度,mm(一般为10~15 mm);h2为导向部高度,mm;②阴模内径

式中:D为药柱直径公称尺寸,mm;δn为药柱直径公差,mm;c为压制后药柱尺寸胀大量,mm;fm为浸蜡层厚度,mm;(通常取0.15mm);由于药柱存在胀大现象,设计模具时阴模内径应适当缩小。
③阴模外径

(2)模冲尺寸计算
①模冲高度h冲=h阴+h5+1~2
式中:h阴为阴模高度,mm;h5为模冲凸缘高度,mm。②模冲外径D冲=dcp-e平均
式中:dcp为阴模内径平均值,mm;e平均为配合间隙的平均值,mm。
4 气动系统设计
气动系统主要由各种气动执行元件、电磁阀、空气调理组合、输气管路及接头等组成。由空气压缩泵提供压缩气源,利用压缩空气的压力和由PLC控制的电磁阀来保证各执行元件准确完成每个工位的相关动作,系统需保持0.4~0.6 MPa的工作压力。空气调理组合用来过滤空气中的水和杂质、给气动元件加润滑油、调节系统压力以保证系统的稳定运转。
本设备采用全气动驱动,无需配置液压站和防爆电机,系统造价低、占用空间小、采用压缩空气作动力源避免了液压油泄露产生的环境污染。
5 结 语
本设备制造调试完成后,在公司加工基地进行了多次运行试验。从试验结果来看该设备能够实现小型药柱的自动化、批量化生产,生产节拍不大于20秒/枚,并且可以满足多种产品柔性化生产的要求。
该设备安全性高,通用性强,大大的提高了生产效率,在压药领域必然有着广阔的应用前景。
[1] 杜云峰,陈敏慧,华齐庆,等.新型气动压药机的研究[J].新技术新工艺,2011(6):1.
[2] 孙彦云.火工品压药工艺自动化与实现研究[J].中国高新技术企业,2010(18):1.
[3] 张学舜,毕可俊,张 胜,等.火工品压药设备机电一体化研究[J].火工品,2001(3):1.
[4] 温士武姚兰英.装药工程[M].北京:兵器工业出版社,2008.
Design and Development of Minitype Explosive Pressing Device
ZHAO Yuan-xi,YOU Jun-hong,LV Zhi-min,HE Jun-yong
(China Wuzhou Engineering Group,Beijing 100053,China)
A kind of minitype explosive pressing device design is introduced in this paper.The pneumatic drive device is con⁃trolled by PLC,it can produce different kind of product by only switch mold and workpiece.This device realized produce auto⁃matically and flexibility.The device obviously improves the quality of product and working efficiency,and ensures the personnel safety in the process of production.
minitype explosive;pneumatic drive;flexiblility;automatically;product safety
TH122
A
1007-4414(2013)04-0124-03
2013-05-26
赵元喜(1981-),男,山东烟台人,助理工程师,研究方向:机械设计。
