宽纬纱复膜塑编水泥袋编织工艺与设备研究
2013-01-18于忠东
于忠东
(吉林亚泰三川塑编有限责任公司)
前言
现在市场上使用的复膜塑编水泥袋主要是窄纬纱复膜塑编水泥袋,以装载质量不超过50kg的复膜塑编水泥袋为例,即一般为经纬密度40×38根/100mm。根据我们的市场考察和调研,目前现有各厂家由于编织理念的偏差,普遍认为密度越密,对水泥包装袋强度越好,由于密度增加,产量降低,生产效率降低,效益降低。另外更由于生产复膜塑编水泥袋的专用设备如造纱机和圆织机本身设计不能生产5 mm宽纱编织产品的局限性。因此,经过我公司的设计和生产试验到形成新产品,用宽纬纱设计和生产复膜水泥塑编袋。替代了原来常用的普通产品,开发出经纬密度34×20根/10cm的宽纬纱复膜塑编水泥袋,为企业提高了效益降低了成本,也促进了复膜塑编水泥袋产品持续更新和增加了新产品结构。
1、宽纬纱复膜塑编水泥袋的关键技术创新点
原编织密度为40×38根/100mm的普通编织水泥袋产品,经改进现有进口奥地利造纱机收纱装置和国产小六梭圆织机设备传动提升、收卷装置,设计研制成功编织工艺密度为34×20根/100mm的宽纬纱复膜塑编水泥袋。采用的标准是经过论证并备案的企业先进标准,超过国家标准,其工艺研究是由自行研制设计的,由于受到设备和技术工艺限制,国内其他企业尚无此编织工艺生产技术,本工艺技术为行业内领先水平。
2、产品的生产工艺流程研究
(一)产品的推出与最初样品工艺路线
工艺流程图:

工艺过程简单描述:
宽纬纱复膜塑编水泥袋的生产工艺,主要过程经造纱、编织、复膜、裁切、缝制工艺,所用制袋材料主要成份聚丙稀(PP)颗粒,使用纬5mm宽扁丝,在造纱和圆织设备上调整造纱和编织工艺,使产品编织工艺密度达到34×20根/100mm,单位面积质量分别为82g/m2和94g/m2。装载质量不超过50kg的宽纬纱复膜塑编水泥袋。
工艺特点:本产品研制的是编织工艺密度为34×20根/100mm的宽纬纱复膜塑编水泥袋,该产品在国内为首创,在国内水泥包装袋是一种全新的设计理念。
3、产品工艺研究和设备改进设计
针对产品的编织结构,针对样品生产过程出现的问题,我们对于最初工艺过程做了大胆的尝试性的改进,并对主要设备传动装置和部分零部件进行重新设计改进。
1、造纱工艺研究和设备改进设计
原料选择:采用盘锦产拉丝级聚丙稀牌号T30S,融体指数(2.5 -3)g/10min
实验使用的设备:奥地利兰精公司产造纱机,型号 LFF.10/90/W-VF16-L/1000/250GS-50
工艺技术参数调整:编织布(简称基布)是由扁丝编织而成,要达到宽纬纱的编织密度,必须提高扁丝强度,首先设计基布90g/m2,编织密度34×20根/100mm,经纱纤度 1179D,纬纱纤度2106D,经纱强度必须达到3g/D,经纱强度必须达到6g/D,伸长率15-30%。为达到设计要求,我们在工艺设计上设计两个方案。
(1)原料配比:T30S:APP=80%:20%
刀垫和分切宽度:10mm;4.95mm
拉伸倍数:从5.2调整到5.8倍
热弓板温度:从120℃调整到130℃
辊转速:从28.5米/min调整到165.3米/min
(2)原料配比:T30S:APP=80%:20%
刀垫和分切宽度:11.5mm;5mm
拉伸倍数:从5.6调整到6.3倍
热弓板温度:从130℃调整到140℃
辊转速:从37米/min调整到233.1米/min
经过两个不同方案的配比调整,最终选出最佳工艺参数,扁丝强度指标达到要求。
最佳工艺参数:原料配比:T30S:APP=80%:20%;挤出机温度:210-250℃;法兰240℃;模具200℃;热弓板温度:140℃;拉伸倍数:6.2倍
扁丝检测结果:
检测设备:拉力试验机,型号WD-5D;纤度仪。
纬纱宽度5mm,纤度2106D,经纱强度6.8g/D,拉力67N/5cm,伸长率17-20%。与原纬纱宽度2.5mm,拉力35N/5cm相比,单纬丝强度增加34.5 N/5cm。
造纱设备设计调整:
造纱机收纱装置原设计为2mm宽摆咀和瓷眼(蝴蝶片),收纱纱锭效果不理想,扁丝不间断打褶,严重影响编织袋面,经我们重新设计5mm宽摆咀和瓷眼,在进口设备上改造后安装使用,达到收纱纱锭质量要求。
注意事项:在收丝过程中,易出现收纱锭缠绕不紧现象,解决办法是在收卷装置机构,摆线张紧轮增加配重铁块,增加缠绕张力,逐一调整。见图一蝴蝶片前后改进对比

2、编织工艺研究和设备改进设计
实验使用的设备:烟台双华生产的小六梭圆织机,型号SYZ—6。
工艺技术参数调整:圆织车间按水泥袋设计的折径宽度进行穿线,设计折径宽度50cm,经向强度 100Kg.f/5cm;纬向强度 120Kg.f/5cm;纬密齿轮68或72;编织密度为34×20根/100mm;进行编织生产。
最佳工艺参数:折径宽度50cm,纬密齿轮68;编织密度为34×20根/100mm;基布克重90 g/m2。
基布检测结果:
检测设备:拉力试验机,型号WD-5D;天平。
基布克重90 g/m2;经向强度105Kg.f/5cm;纬向强度125Kg.f/5cm;外观袋面平整。
圆织设备设计调整:
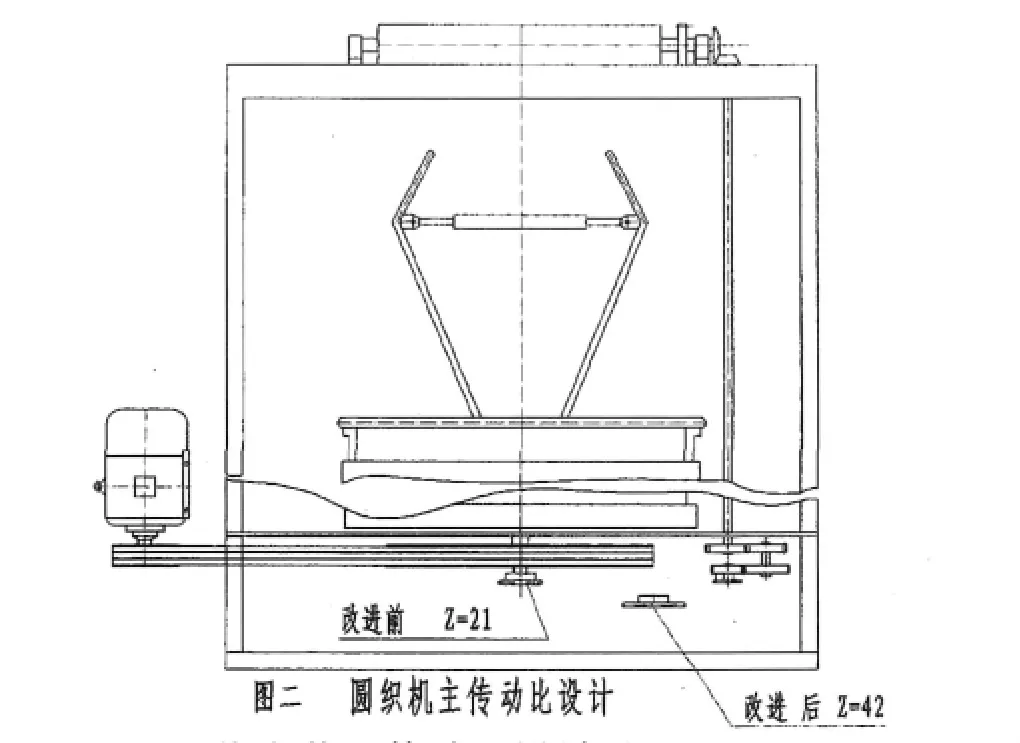
(1)圆织机纬密传动设计
圆织设备传动原理是在主轴底部装有链轮,通过链条及提升齿轮系统带动牵引辊转动,使织好的筒形织物连续提升,供给卷布收卷。编织不同纬密度的织物,改变纬密机构是变换纬密交换齿轮。原设计为纬密度8-15根/英寸,即32-60根/10cm。现重新设计为密度5根/英寸,即20根/10cm。
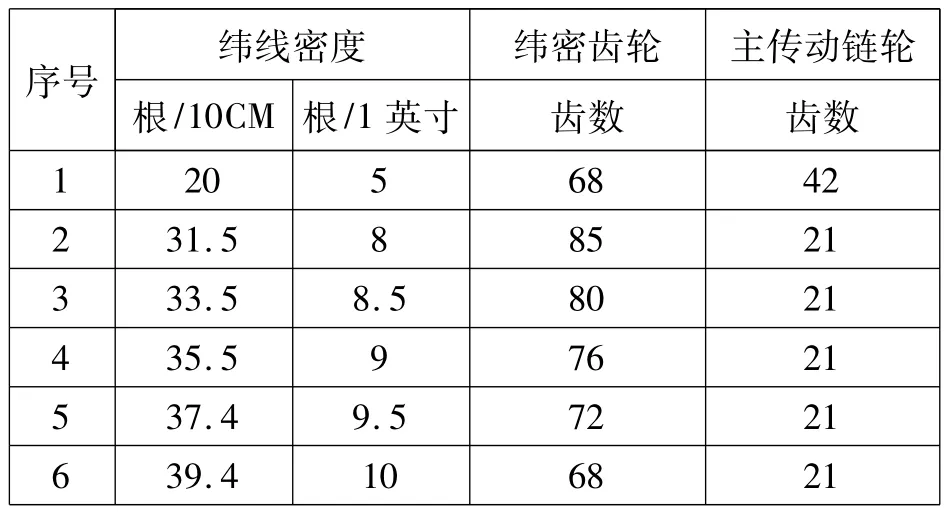
序号英寸 齿数 齿数纬线密度 纬密齿轮 主传动链轮根/10CM根/1 1 20 5 68 42 2 31.5 8 85 21 3 33.5 8.5 80 21 4 35.5 9 76 21 5 37.4 9.5 72 21 6 39.4 10 68 21

7 41.3 10.5 65 21 8 43.3 11 62 21 9 45.3 11.5 59 21 10 47.2 12 57 21 11 49.2 12.5 55 21 12 51.2 13 53 21 13 53.1 13.5 51 21 14 55.1 14 49 21 15 57.1 14.5 47 21 16 59 15 46 21备注 序号2-16是改进前原设计纬密齿轮;序号1是改进后增加设计纬密齿轮。
设备纬密齿轮设计变换表圆织机纬密传动装置计算:
原设计传动比为21:21=1:1,是已10*10/10cm为设计依据。主传动链轮和密度轮链轮21齿。
现重新设计改为42:21=2:1;主传动齿轮21改为42。改进设计后密度是2.5mm纱宽的1/2倍。由于我们是生产5mm宽扁丝的编织布,见图二圆织机主传动改进设计前后对比
(2)收卷装置传动比设计
卷布装置配有力矩电机。全部采用链条传动。其中原主动辊链轮是20齿,从动轮是21齿,其目的是使布卷收得紧些。与从动辊同轴上还装有棘轮装置,防止布卷倒转。
收卷传动比计算:
收卷传动比原设计传动比为21:20=1:1,现重新设计改为24:18=1.33:1;传动链轮21和20分别改为24和18;这样达到收卷和编织提升效果。见图三收卷装置传动链轮改进设计前后对比

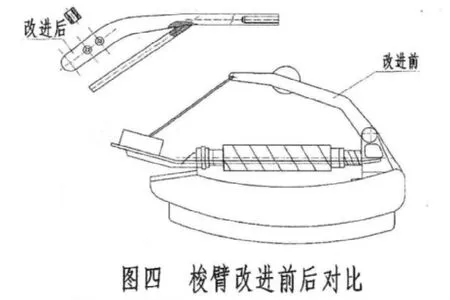
(3)梭子送纬梭臂改进设计
我们在调制生产中,发现袋面打褶,不间断打褶严重,主要原因是原设计梭子送纬梭臂不适应宽丝要求,严重影响编织袋面,经我们重新设计和自制六把送纬梭臂,在设备上改造安装后使用,达到宽纬纱编织密度的质量要求。
改进原理:去掉原设计滚动轮,重新设计梭臂穿丝孔尺寸,使5mm纱从梭臂两定位柱中顺利通过,增加扁丝来回往复张力杆,使5mm纱在编织过程中,不脱落,起到展开平整的作用。见图四送纬梭臂改进前后对比
3、裁切工艺研究
实验使用的设备:浙江科达产制袋机,型号GB -500。
最佳工艺参数:折径宽度42Cm,裁切长度84 Cm,速度80-100条/分。
裁切印刷按质量控制标准执行,工艺无变化。
4、缝纫工艺研究
实验使用的设备:常州和河北产缝纫机,型号GK8-2。
最佳工艺参数:缝纫针距7-8针/10 cm;缝线3×1;拉力9公斤,缝底、口各一折,带纸边。缝纫成品宽度42cm,成品宽度74cm,克重90g/条。
5、复膜及打孔工艺研究
实验使用的设备:浙江科达产复膜机,型号SFB -850。
复膜原料选择:采用营口产涂复级聚丙稀牌号T30S,融体指数(28-30)g/10min;北京燕化产聚乙稀牌号1C7A,融体指数(5-7)g/10min。
原料配比:T30S:1C7A=84%:16%
最佳工艺参数:复膜折径宽度50cm;基布复膜克重4g/m2。涂复速度120米/分。
工艺技术调整:我们在试制生产中,根据各水泥灌装需要,调整打孔深度和打孔针的种类,试制四种样品,主要粗针∮2.5mm三种深度分别是5.15mm 、5.05mm 和细、粗针 4.6mm;细针∮1.7mm一种深度是4.6mm。在试验后最终确定最佳打孔方案。
复膜及打孔后强度指标即成品指标:
检测设备:拉力试验机,型号WD-5D;天平。
检验结果:
经向拉伸负荷≥450N/50mm,纬向拉伸负荷≥450N/50mm;缝向拉伸负荷≥200N/50mm。
与编织密度为40×38根/100mm的普通编织水泥袋产品相比,由于单丝宽窄对打孔强度影响较大,窄丝打孔后劈线损失强度大,相反宽丝影响较小。
因此,原强度指标纬向拉伸负荷≥320N/50mm,即增加了130N/50mm,强度提高了40%。
以上是我们样品生产和试机整个过程的工艺路线制定和执行方法。
五、结论:
1、编织密度34×20根/100mm,5mm宽纬纱复膜编织袋,所确定的最佳生产工艺技术路线,其主要物理性能指标达到GB9774-2010标准,说明我们研究的新工艺是可行的。
2、采用宽纬纱进行编织产品,可日产提高产量40%,比原来日产2000米提高到2800米,降低了生产成本,具有较好的经济效益。由于设备的改进设计,技术性能带来显著效益。提高了水泥包装袋加工企业的经济效益,降低生产成本,增加了员工的工资收益。
3、该新产品基布打控后纬向强度高,现纬向强度320 N/50mm提高到450 N/50mm,比原来提高了40%,质量稳定、减少破损率,完全可满足水泥企业灌装要求,是各水泥企业较好的选择。
4、改变拉丝和编织工艺技术,由于纬纱改为5mm宽,使水泥袋产品和性能提高,技术指标达到和超过国家标准。技术指标:编织工艺密度34×20根/100mm,经向拉伸负荷≥450N/50mm,纬向拉伸负荷≥450N/50mm。
[1]中华人民共和国国家标准.GB9774—88复膜塑料编织袋[S].中华人民共和国国家质量监督检验检疫总局发布。
[2]中华人民共和国国家标准.GB9774—2002水泥包装袋[S].中华人民共和国国家质量监督检验检疫总局发布。
