基于PLC的压裂液连续混配车自动控制系统研究
2013-01-06四机赛瓦石油钻采设备有限公司湖北荆州434024
李 磊 (四机赛瓦石油钻采设备有限公司,湖北 荆州434024)
目前,我国各大油田水基压裂液的配制主要采用提前在配液池 (罐)内按比例批量加入水、瓜尔胶粉、液体添加剂,然后进行搅拌、循环、静置等步骤,当瓜尔胶粉在水中溶胀达到一定粘度后,才会供给压裂施工使用。传统的配液过程大多依靠人工操作,劳动强度大、时间长且混合不均匀,容易产生水包粉现象 (俗称 “鱼眼”),造成压裂液粘度不均匀。压裂液是压裂施工的基础保证,如果它质量不好,将直接危害到油气层压裂施工,容易造成事故。另外,如果提前配制的压裂液不能被及时使用,将会腐坏变质,造成极大的经济损失。鉴于此,笔者对压裂液连续混配车自动控制系统进行设计并应用于作业现场,较好地解决了传统压裂液配制中存在的问题。
1 系统设计思路
压裂液连续混配车自动控制系统以可编程控制器 (Programmable Logic Controller,PLC)为核心,充分利用可编程控制器配置灵活、控制方便和适应性强的优点,同时配备了高精度的传感器和可靠的控制单元,PLC在采集了现场传感器数据后,将其作为反馈与预设的参数进行对比计算,然后输出信号调节控制单元,再进行对比计算,直到符合要求,最终实现液位的自动控制,并大幅提高瓜尔胶液、液体添加剂的配比精度和控制速度,使连续混配、即配即压成为可能[1]。此外,混配车自动控制系统标配人机界面进行本地监控,也可选配远程人机界面实现远程监控。同时,控制系统还可以连接数据采集器(或无线数据采集器),用来记录、存储施工数据,并可生成报表、曲线等进行打印。
2 系统设计
2.1 混配车自动控制系统功能结构
混配车自动控制系统可根据预先在人机界面上设置的作业参数自动进行瓜尔胶液配比控制,液体添加剂配比控制以及液位自动控制。现场传感器采集瓜尔胶粉的重量变化,吸入/排出流量计的流量变化,液体添加剂的流量变化以及罐内液位的变化,这些变化作为反馈输入到可编程控制器中,然后与预设的瓜尔胶液配比参数、液体添加剂配比参数和液位参数进行对比计算,自动调节电控元器件的工作状态,即调节喂料机、吸入泵和液体添加剂泵的转速,保证混配车能够按照预设的作业参数进行作业,准确控制配液的各个环节,确保按比例、按顺序的在水中均匀加入瓜尔胶粉和液体添加剂,自动液位控制能够增加瓜尔胶液在罐内的滞留时间,保证瓜胶粉充分溶胀,提高压裂液出口粘度,系统在排出口可配置在线粘度计,用来采集粘度信号,可实时监测压裂液的混配质量[2]。自动控制系统功能结构图如图1所示。
2.2 混配车自动控制系统构成
混配车自动控制系统由人机界面、远程人机界面、可编程控制器、交换机、现场传感器 (吸入流量计,排出流量计,液体添加剂流量计,电子秤,液位计,粘度计),控制单元 (吸入泵,液体添加剂泵,喂料机)、数据采集器和无线数据采集器等构成。它们的配置,保证了操作人员通过人机界面就能设置作业参数,并能了解设备的运行情况,掌握施工的实时数据,这些都是设备稳定可靠运行的保证[3]。自动控制系统构成图如图2所示。
3 可编程控制器配置及软件设计
3.1 通讯及模块组成
可编程控制器是自动控制系统的核心,具有可靠性高,编程灵活简单的突出优点,成为了机电一体化的连接桥梁。压裂液连续混配车自动控制系统选用的是美国Allen-Bradley公司的500系列可编程控制器,它在中小型控制系统里应用广泛,性能稳定。压裂液连续混配车需要在现场与压裂设备连接进行配套作业,为了保证现场施工实时、连续、稳定,系统必须选用快速稳定的通讯方式。系统控制层采用了以太网通讯,通过交换机连接人机界面、远程人机界面、可编程控制器、数据采集器等,它具有稳定可靠、通信速率高、扩展方便等特点,被广泛应用于过程自动化控制领域。系统设备层直接采用I/O模块进行采集和控制,配置了模拟量输入模块,用来采集液位、电子秤、粘度信号;高速计数模块,用来采集吸入流量、排出流量、液体添加剂流量;模拟量输出模块,用来调节吸入泵转速、液体添加剂泵转速、喂料机转速[4]。

图1 混配车自动控制系统硬件功能结构图
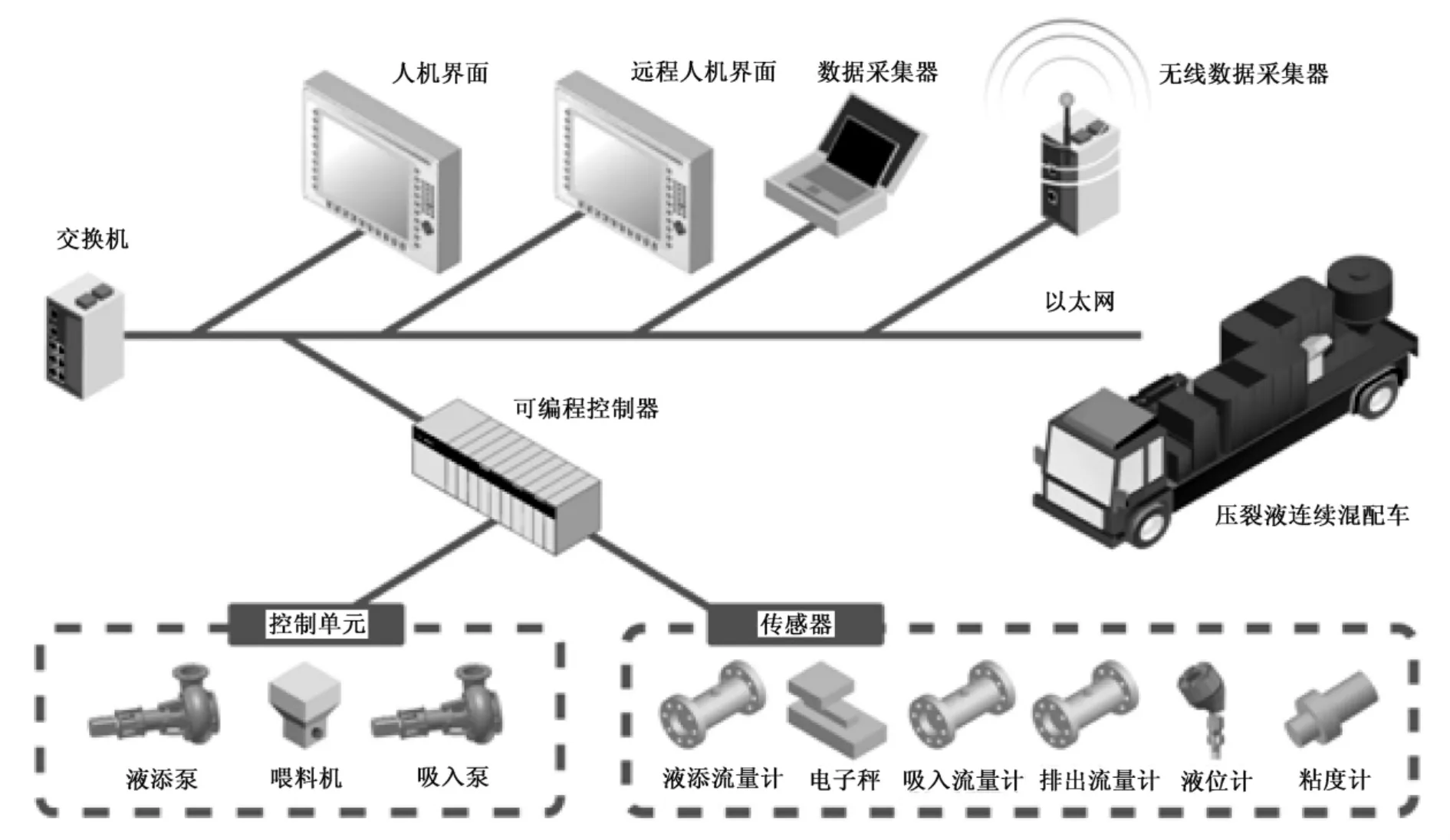
图2 混配车自动控制系统构成图
3.2 软件流程设计思路
压裂液连续混配车有3个重要的自动控制部分,分别是瓜尔胶液配比控制、液体添加剂配比控制及液位自动控制。
1)瓜尔胶液配比控制 其指在吸入单位体积的清水中按比例添加一定重量的瓜尔胶粉。电子秤计量瓜尔胶粉重量,采用失重法计量下粉量 (减少的瓜尔胶粉重量为下粉量),吸入流量计计量清水流量,单位时间的下粉量和清水流量的比值即为瓜尔胶液配比。可编程控制器实时采集以上各量,经过配比计算后与设置的配比参数进行对比,如果不符合要求,将调节喂料机转速,然后再进行配比对比,直到符合要求;如果符合要求,将维持不变[5]。
2)液体添加剂配比控制 其指在排出单位体积的瓜尔胶液中按比例添加一定体积的液体添加剂。液添流量计计量液体添加剂流量,排出流量计计量瓜尔胶液流量,单位时间的液添流量和瓜尔胶液流量的比值即为液体添加剂配比。可编程控制器实时采集以上各量,经过配比计算后与设置的配比参数进行对比,如果不符合要求,将调节液添泵转速,然后再进行配比对比,直到符合要求;如果符合要求,将维持不变[6]。
3)液位自动控制 其指在排出流量连续变化的情况下,自动调节吸入泵转速,使液位维持在设置的液位参数上。吸入流量计计量清水吸入流量,排出流量计计量瓜尔胶液流量,液位计计量液位的实际高度。可编程控制器通过实时采集以上各量,与设置的液位参数进行对比,如果不符合要求,将调节吸入泵转速,然后再进行液位对比,直到符合要求;如果符合要求,将维持不变[7]。
4 现场应用
压裂液连续混配车首先在长庆油田投入工业试验,第一次试验采用长庆井下油田助剂公司生产的CJ2-8瓜尔胶粉,瓜尔胶液配比设置为0.3%,配液总量为28.4m3,瓜尔胶粉总量98kg,配液后剩余12.5kg,配液使用85.5kg,实际配比0.301%,配比误差约0.3%,在3m3/min的排量下,清水和瓜尔胶粉混合后大约4min进入混砂车,在排出口进行取样化验,溶解率均超过90% (见表1)。
利用该控制系统在长庆油田实施连续混配压裂作业15井次,配液总量超2000m3,均取得成功。配置的压裂液外观均匀透明,无水包粉现象,平均出口粘度达到了最高粘度的88%,超过了设计要求 (出口粘度是最高粘度的85%)。各项技术指标均符合现配现压的设计要求,采用压裂液连续混配车后,节约了费用,减低了环境污染,同时大大缩短施工周期,提高了生产效率。
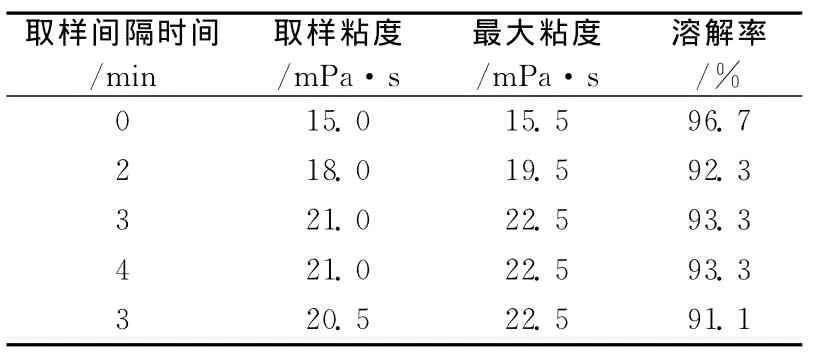
表1 0.3%CJ2-8现场配液溶解率
[1]黄依理,杜彪,谢璇,等 .长庆油气田连续混配压裂液 [J].油田化学,2009,26(4):376-379.
[2]张华、丁胜生,周入刚,等.CSGT-180A压裂液自动混配车 (橇)的研制 [J].石油机械,2009,37(3):43-45.
[3]王婷婷,邵克勇 .水力压裂混合液砂密度模糊控制方法研究 [J].自动化技术与应用,2007,26(10):45-46.
[4]罗彤彤,卢亚平,李强 .湿法炼铜中瓜尔胶溶液配制设备 [J].有色金属,2009,61(3):80-82.
[5]袁世平,李俊文 .自动调节配液装置及其应用 [J].水处理技术,1998,24(2):99-103.
[6]邬春学,李宏魁,雷鸣,等 .基于PC104计算机的车载自动连续配液系统 [J].电脑开发与应用,2003,16(5):31-32.
[7]罗彤彤,卢亚平,潘英民 .石油压裂液高效快速混配车工业试验 [J].矿冶,2004,13(4):87-90.