家禽胴体螺旋预冷技术研究进展
2012-12-28张奎彪琚玉萍
张奎彪 琚玉萍
(艾斯克#食品机械集团技术中心家禽加工技术研究所,吉林 四平 136000)
家禽胴体螺旋预冷技术研究进展
张奎彪 琚玉萍
(艾斯克#食品机械集团技术中心家禽加工技术研究所,吉林 四平 136000)
在一定的工艺条件下,对大容量、叶片格栅、高位出料口、阶梯水位技术分阶段进行研究。结果表明:螺旋预冷的禽体降温机理主要取决于胴体腔内水的更换次数和超过500mm以上的有效位移量,其更换次数由15次提高到120次,螺旋叶片工作区达到叶片面积的1/2左右,体水比接近1∶4,可解决 “胴体走单边”和“水流走单边”的难题;也可解决单线12 000只/h产量时水位差过大问题;同时由于合理利用溢流水,减少注水量,减少冷能耗量,降低预冷车间棚高,可节约土建投资,降低了运行成本。总体节水18%以上,洁净度提高20%,预冷效率提高22%。这种集成技术是螺旋预冷机的发展方向,也是今后大型家禽加工企业的优先选择。
家禽胴体;螺旋预冷;效率;节能;阶梯水位
在工厂化家禽屠宰加工过程中,螺旋预冷机是有效的预冷手段之一,已广泛应用于家禽屠宰的预冷工序[1],在中国也有较长的应用历史[2,3]。由于欧盟法令对水冷方法的限制,在禽胴体水冷技术方面美洲明显超过了欧洲[1,4]。水冷的冷却速率快于风冷[5],一段时期内,中国还将以水冷方式为主[4]。随着家禽加工业的快速发展,家禽加工产量已经达到了12 000只/h的能力[6],为此,人们围绕着预冷的产能、效率和降耗,开展了一系列的创新活动。
1 螺旋预冷工艺
1.1 工作原理和工艺要求
预冷工序一般由多台螺旋预冷机组合而成[1,7-9],在每一台预冷机的禽胴体出口附近有冷水或片冰加入点,预冷机内的冷水或冰作为冷却介质使禽胴体温度下降[10]。依照预冷机排列顺序,其冷却介质温度也依次减低[8]。通过机械或人工将禽胴体投入到预冷机中,禽胴体由螺旋叶片推进,并依次通过每一台预冷机,使其温度逐步下降到规定数值。肉毒梭菌、沙门氏菌和金黄色葡萄球菌在3℃条件下停止生长;温度高于7℃,致病菌和腐败菌的增殖机会大大增加;保持温度在0~4℃,最高不超过7℃,是确保肉品安全的重要措施[10]。欧盟要求分割前尽快到达4℃以下[1],中国胴体预冷一般规定为0~4℃[8-14]。
1.2 工艺条件及工艺参数
(1)试验材料:以爱博益加、艾维茵肉鸡品种为主,鸡胴体重量1.8~2.0kg;
(2)多段预冷模式,螺旋预冷机叶片直径2.1m。
(3)预冷机基本配置(共4段):第1段6m(以清洗为主,时间7min,水温4~15℃)),第2段9m(冷却10min,水温4~8℃),第3段12m(冷却14min,水温2~6℃),第4段12m(冷却14min,水温2℃以下)。
(4)预冷前胴体温度:平均30℃(自动冲洗后),36~38℃(人工清洗后),取平均数34℃;
(5)预冷后温度≤4℃;
(6)预冷时间:45min(鸭鹅品种或者采用“表层锁闭”技术时,预冷时间增加);
(7)在26条生产线中进行试验研究,加工能力:8 000~12 000只/h。
2 预冷技术
2.1 大容量技术
2004年SSK#公司推出了“大容量预冷机”(High Capacity)技术。
普通螺旋预冷机的外壳呈半圆形,因此,称之为半槽型预冷机。其工作水面在螺旋轴的中线上。“大容量预冷机”的壳体呈3/4包容形(见图1),其盛水量比半槽型多40%,相当于1.5台普通螺旋预冷机;叶片螺距也由原来900mm加大到了1 200mm,放慢了螺旋叶片的转速;半槽型预冷机的叶片工作区仅有叶片面积的1/4左右,禽体有堆积在槽体的一边现象,行业俗称“胴体走单边”,而“大容量预冷机”将螺旋叶片工作区扩大到了叶片面积的1/2左右,缓解了禽体堆积现象;体水比接近1∶4,禽体全部浸没在水中,解决了半槽形螺旋预冷机在12 000只/h产量时的能力不足问题。本试验表明:禽体在冷水中静止,其周围形成一个小环境,胴体腔内的水不能与外界水交换,影响与禽胴体的换热效率。螺旋预冷的禽体降温机理:主要取决于胴体腔内水的更换次数和上下的有效位移量。采用的空气搅拌技术,可使禽体、冰片、水充分融和,并上下移动,使胴体腔内的水多次置换。片冰在气流的搅动下充分融于水中,提高禽体降温效率(见图2),避免冰坨现象的发生,减少设备故障率。
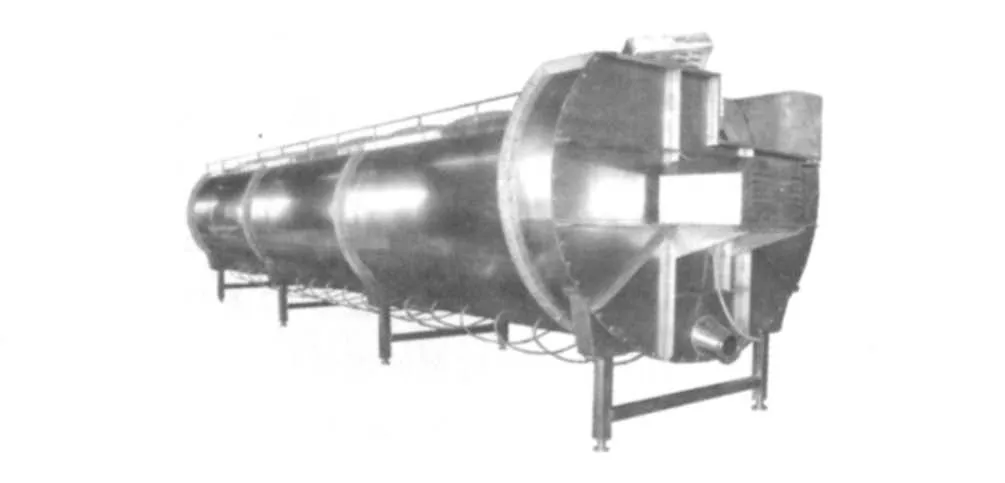
图1 大容量螺旋预冷机Figure 1 High Capacity spiral chiller
本试验表明:胴体腔内水更换次数越多,禽体上下位移距离越大,禽体温度下降就越快。上下移动超过500mm才能使胴体腔内的水大部分置换出来,置换次数越多禽体温度下降的就越快,随着预冷时间超过30min,禽体温度每次降低数值将逐步减小。当预冷时间超过50min,效率明显降低,运行成本明显增加。半槽型螺旋预冷机,胴体腔内水的更换次数约15次左右,而“High Capacity”技术可达到120次以上。
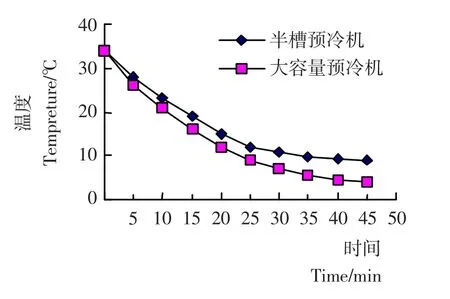
图2 大容量预冷机和半槽预冷机的预冷效率Figure 2 Cooling efficiency of the High Capacity chiller and the half tank chiller
2.2 叶片格栅技术
禽体前进由螺旋叶片推进完成,禽体集中在单侧,大部分水流只能沿另一侧非工作区流动,穿过工作区禽体的水流很少,禽体得不到充分的热交换;螺旋叶片推水产生的工作水位差,使出口处出料机构的带水量大。在12 000只/h产量时尤为突出。2005年SSK#公司推出了“叶片格栅技术”(Inlaid GrilleTM)[15]。在叶片上嵌入了透水率较高的格栅(见图3),螺旋叶片在推进时,水流穿透格栅,增强了水的流动性,从注水处顺利流到禽体入口处,并与禽体逆向接触。这一创新,又解决了 “水流走单边”难题,使预冷机工作区与非工作区温差缩小到2℃,可提高槽体利用率和冷却效率,比High Capacity预冷机节能12%左右。使家禽膛内水的交换次数略有提高,减少投冰量6%。水流动性改善,减少了死区,增加了水与禽体有效接触,提高换热效率8%;由于螺旋轴向前推进时,槽体中的水是逆向流动的,减少叶片的蜡脂量,禽体和槽体洁净度提高20%。减小水位差,减轻了轴及各部件的阻力,延长了部件的使用寿命,对用户来说,降低了成本,比半槽预冷机,长度缩短20%。
图3 叶片格栅Figure 3 Inlaid Grille
2.3 高位出料口技术
半槽预冷机出口每次将几十只禽胴体同时捞出,禽胴体堆积在一起(见图4),禽胴体膛内、禽胴体之间、捞出机构与预冷机之间就存积有一定量的水,由于不能及时渗出,这些冷水被带出预冷机,既浪费了水资源和能源,又影响下一工序正常进行,而且容易产生污染。由于禽体是间歇进入下一台预冷机中,因此,胴体在预冷机中形成间隔堆,不利于胴体分散冷却。SSK#公司历时2年研究,于2010年推出了“HDTM”技术[4],这项技术是采用高的出料口(High DischargeTM),使出料机构的带水量减少到了最低值;预冷机直径2 100mm,单线能力可达12 000只鸡/h。每斗翻出6~8只,时间间隔仅2s,近似连续,为后序的沥水、转挂、输送带来方便。比上述预冷机效率又提高2%左右。

图4 普通出料口堆积现象Figure 4 Accumulation in the ordinary discharge port
2.4 阶梯水位技术
传统的预冷机组排列方法是:沿着禽胴体通过的方向看,预冷机螺旋轴的中心线高度依次降低,也就是说,预冷机整体一台比一台低(见图5)。每台预冷机中的水是逆着家禽胴体前进方向流动的[8,13,16,17],水从每一台预冷机溢流口流出。这种排列方法有如下缺点:① 预冷机之间落差不能太小,否则,禽胴体不利于滑到下一台预冷机中,积累落差使首台预冷机设置很高。加工能力越大,预冷机台数越多,落差累计就越大,预冷车间棚顶也越高,空间浪费、土建投资就越大,冷量散失就增多。② 由于前一台预冷机高,水不能自然从后一台预冷机流到前一台预冷机中,溢流水白白流走。③由于预冷机之间有落差,首台预冷机支腿较高,给制造、运输、安装都带来不便。欧美对预冷机组合形式研究很少,US 6397622[18]描述的只是预冷机的冷水与外部制冷机组循环的方法,其中提到的“机组”是指预冷机与制冷机的组合。US 5868000[19]、US 4860554[20]、US 5484615[21]也只是对单机冷却效果、冷却水循环、壳体形状的研究。
“阶梯水位”(Stepped water levelTM)[22]技术的实现,解决了多年来,家禽屠宰加工预冷的溢流水合理利用和能源消耗问题。这是一种新的排列方式,即沿着禽胴体通过方向,每台预冷机的设置方式是呈上阶梯式、逐步增高的设置方式。预冷机之间设置有水桥,将溢流水导流到前一台预冷机中(见图6中的序号9、10)。这样仅需要很小的增高就能够使下一级预冷机中的水流入上一级预冷机中,最终流到禽体进入预冷工序的第一台预冷机中。比前者节水10%。
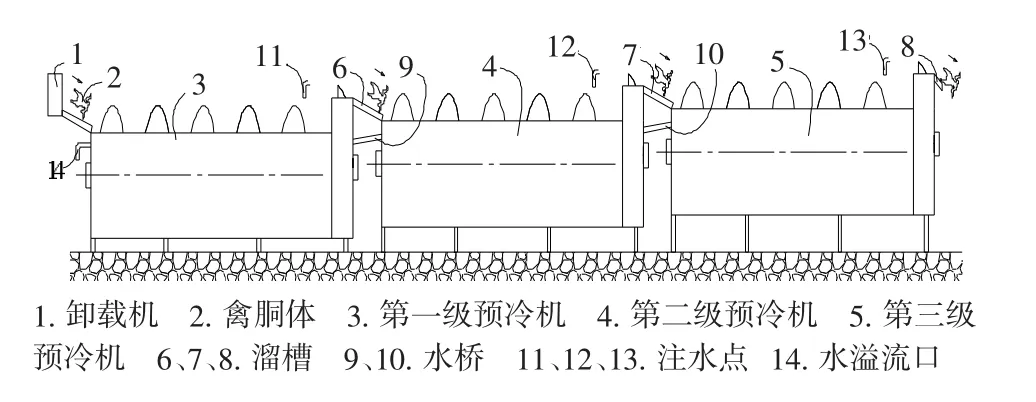
图6 上阶梯式预冷机的组合方式Figure 6 Combination of up the steps chiller
3 螺旋预冷技术的优势
Stepped Water LevelTM是在 High Capacity、Inlaid GrilleTM、High DischargeTM技术基础之上发展而来的,这些技术的集成,给螺旋预冷机带来了前所未有的优势,与半槽预冷机相比:
(1)预冷效率提高22%;
(2)节水18%,合理利用溢流水,减少注水量,片冰充分融于水中;
(3)降低运行成本10万元/年,减少冷能耗量,减少冷量散失;
(4)洁净度提高20%,减少污染;
(5)实现了单线能力12 000只/h,占地面积减少50%;预冷车间棚高降低1m,节约土建投资,有足够的空间与其它工序设备配套,使整个工厂厂房布局美观大方;
(6)节省安装费用和安装时间;
(7)预冷机规格统一,有利于生产制造。
4 预冷技术创新与工艺指标的变化
家禽屠宰加工是一个系统工程,工序之间高度关联,一环扣一环,一个环节的变化可能对后续环节的效率有很大影响[4]。预冷指标与工作条件、环境、前区工序的工艺指标密切相关。采用“表层锁闭”技术可以控制胴体吸水率≤12%。首台预冷机胴体入口处水温≤12℃[23],末台预冷机胴体出口处水温≤2℃。用循环水冷却时,冷水温度应≤2℃[17],循环量应大于禽胴体重量的2倍。随着预冷技术的不断进步,螺旋预冷机叶片直径已经达到了3m[4],注水点位置、投冰点位置和投入量都发生了变化,国家标准的基础性指标应该一致,并且及时修订[24]。
5 展望
胴体预冷主要是抑制微生物的生长,降低初始细菌数,延长加工时间,是家禽屠宰加工中最重要的工序之一,是HACCP必须设置的控制点。采用大容量、叶片格栅、高位出料口、阶梯水位集成预冷技术,是螺旋预冷机的发展方向,也是今后大型家禽加工企业的优先选择。
1 冯宪超,徐幸莲,李虹敏,等.生鲜禽生产中常用的预冷方式[J].食品工业科技,2009(4):363~365.
2 张奎彪.我国肉鸡加工设备现状与发展趋势[J].中国禽业导刊,2000,17(7):5~6.
3 张先达,叶金鹏.2000年我国家禽加工技术发展战略[C]//中国机械工程学会包装与食品分会.2000年全国包装和食品机械及相关技术发展研讨会论文集.天津:[出版者不详],2000:192~196.
4 张奎彪.中国家禽屠宰加工技术及装备在“十二五”期间的发展目标[J].肉类工业,2011(2):8~10.
5 冯宪超,陈琳,徐幸莲,等.风冷和水冷生鲜鸡肉品质的比较[J].南京农业大学学报,2009,32(4):172~175.
6 张宁,冯禹.家禽加工悬挂输送线的同步控制[J].肉类工业,2010(9):3~7.
7 中华人民共和国农业部.NY/T1174——2006肉鸡屠宰质量管理规范[S].北京:中国标准出版社,2006.
8 中华人民共和国商务部.SBJ15——2008禽类屠宰与分割车间设计规范[S].北京:中国标准出版社,2009.
9 中国国家认证认可监督管理委员会.澳大利亚肉类卫生法规标准汇编[M].北京:中国计量出版社,2006:131.
10 李满林.肉类加工机械[M].北京:化学工业出版社,2006:81.
11 孔保华.畜产品加工储藏新技术[M].北京:科学出版社,2007:40~43.
12 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T20094——2006屠宰和肉类加工企业卫生注册管理规范[S].北京:中国标准出版社,2006.
13 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T22469——2008禽肉生产企业兽医卫生规范[S].北京:中国标准出版社,2008.
14 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/Z21701——2008出口禽肉及制品质量安全控制规范[S].北京:中国标准出版社,2008.
15 吉林省艾斯克机电集团有限公司.一种家禽预冷机专用螺旋推进装置:中国,ZL 2005 2 0029667.0[P].2007-02-27.
16 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T19478——2004肉鸡屠宰操作规程[S].北京:中国标准出版社,2004.
17 中华人民共和国农业部.NY/T330——1997肉用仔鸡加工技术规范[S].北京:中国标准出版社,1998.
18 Cooling & Applied Technology,Inc.Water flow auger type poultry chiller:United States,US6397622B1[P].2002-06-04.
19 Morris & Associates.Auger type poultry chiller with clumping prevention:United States,US5868000[P].1999-02-02.
20 Robert S.Innes.Counter-flow poultry chiller:United States,US4860554[P].1998-08-29.
21 Maple leaf Farms,Inc.Apparatus and method for microbiologcal decontamination of poultry:United States,US 5484615[P].1996-06-16.
22 吉林省艾斯克机电集团有限公司.上阶梯式禽胴体预冷机组:中国,201010510658.9[P].2011-06-15.
23 冯宪超,李虹敏.家禽胴体的预冷却[J].肉类工业,2008(11):32~37.
24 张奎彪.论家禽屠宰加工规范性指标的一致性[J].肉类工业,2011(4):4~7.
Research progress on spiral chilling technology in poultry carcass
ZHANG Kui-biaoJU Yu-ping
(Institute of Poultry Processing Technology,Technology Center,SSK Food Machinery Group,Siping,Jilin136000,China)
Under some technological conditions,there is a result from the grading research for high capacity,inlaid grille,high discharge and Stepped water level.It showed that the mechanism of poultry cooling which used in Spiral pre-cooling is determined by carcass interior water's replaced number and the effective displacement which above 500mm.When the replaced number is enhanced from 15times to 120times,the active region of spiral vane is reached a half of total area,and ratio of Body-water close to 1∶4,the problem of"in oneside body"and"in one-side flow"can be solved.And it also can solve the trouble of that when the single line's yield achieve to 12 000 birds/h,the water level distance is so big.At the same time,as a result of using overflow water reasonably,injection cutback,and reduce the cooling energy consumption,it could reduce the operation cost.Cut down the height of chilling room can save construction cost.The water saving more than 18%,the cleanliness increase 20%,and the pre-cooling efficiency enhance 22%,the technology of above is the development direction of Spiral pre-cooling,it will be the preference choice of the large-scale poultry Processing plant.
poultry carcass;spiral chilling;efficiency;energy saving;stepped water level
10.3969/j.issn.1003-5788.2012.02.070
四平市科技发展计划项目(编号:2004-021)
张奎彪(1960-),男,艾斯克#食品机械集团高级工程师。E-mail:zhangkuibiao@yaho.com.cn
2011-12-10
