无纺布专用聚丙烯树脂的工业开发
2012-12-23苏战国张振力
苏战国,张振力
(中国石油天然气股份有限公司大连石化分公司,辽宁省大连市 116031)
无纺布专用聚丙烯树脂的工业开发
苏战国,张振力
(中国石油天然气股份有限公司大连石化分公司,辽宁省大连市 116031)
以聚丙烯(PP)粉料为基础原料,添加过氧化物生产无纺布专用PP树脂。研究发现:以熔体流动速率(MFR)为3.5~4.0 g/10 min的PP粉料为原料,使用固体过氧化物,生产MFR为40.0~50.0 g/10 min的无纺布专用PP树脂,生产过程平稳,产品质量能够满足要求。过氧化物的不同相态影响其在PP粉料中分散的均匀性,从而影响挤出造粒的稳定运行。
聚丙烯 粉料 无纺布 固体过氧化物
近年来,世界化纤纺织市场上主要发展具有特殊功能和高附加值的高新技术纤维(如超细旦化、差别化、功能化),市场的需求越来越大。随着聚丙烯(PP)纤维市场的不断扩大,国内有众多的生产企业采用高速纺装置生产各种功能性PP纤维,对纤维专用PP树脂的性能要求越来越高。为此,中国石油天然气股份有限公司大连石化分公司(简称大连石化公司)自2006年开始,致力于开发试生产无纺布专用PP树脂,以满足市场需求。
1 PP纤维生产技术要求
纤维尺寸是由卷取速率和喷丝孔产量来调控的。在喷丝孔直径一定的条件下,熔体在喷丝孔中流动时所受剪切速率很高。因此,对PP树脂来说,要具备[1]:1)相对分子质量必须小,以使熔体黏度低。通常纺较粗的丝,PP的熔体流动速率(MFR)一般为8.0~12.0 g/10 min;纺细丝,MFR为30.0~35.0 g/10 min;超细丝则需更高的MFR,一般应为40.0 g/10 min以上。2)相对分子质量分布应窄。因为相对分子质量分布窄,剪切速率对熔体黏度的敏感性降低,在高剪切速率下黏度的波动就小;同时也使熔体弹性减小,这有利于使丝的直径保持均一。PP经化学降解后不但相对分子质量下降,而且相对分子质量分布变窄。
根据PP产品的用途,结合该产品高流动性的特点,制定出高MFR的PP产品标准(见表1)。
2 无纺布专用PP树脂工业化试生产
多年来,大连石化公司一直进行纤维专用PP产品的开发工作。2006年前,纤维用PP产品都是通过加氢法生产,PP的MFR最高达35.0 g/10 min左右。但生产过程中存在:1)装置运行不稳定,环管反应器轴流泵波动较大,生产负荷受到限制;2)生产的PP质量存在一定缺陷,用于生产无纺布时,不能很好满足下游企业的加工需要。目前,采用加氢法生产高MFR的PP产品时,MFR最大控制在25.0 g/10 min左右,MFR为30.0 g/10 min以上的PP都是采用过氧化物降解法生产。
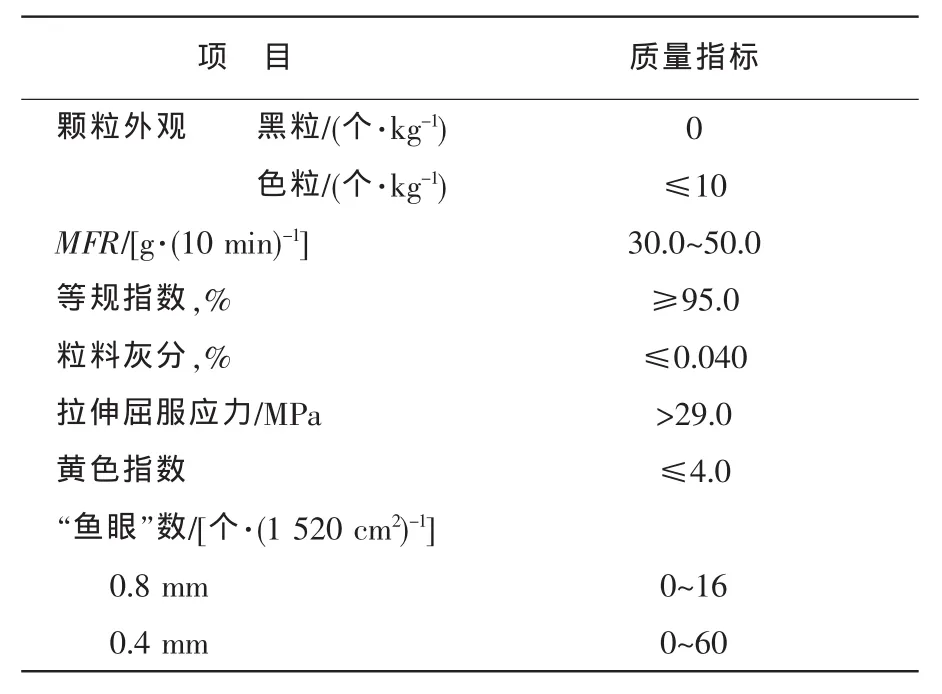
表1 产品性能指标Tab.1Specification of the PP product
2006年,大连石化公司200 kt/a PP环管工艺装置建成投产,着重开发更高MFR的无纺布专用PP树脂。总体研究思路:1)以PP T30S粉料为基料,控制MFR为2.0~4.0 g/10 min,添加液体过氧化物生产;2)以PP V30G粉料为基料,控制MFR为10.0~12.0 g/10 min,添加液体过氧化物生产;3)以PP T30S粉料为基料,添加固体过氧化物生产。

2.1 T30S粉料为基料,液体过氧化物作降解剂
2006年底,在200 kt/a的PP装置上试生产,造粒机共开停车四次,造粒机不能连续运行,标志着试生产不成功。主要问题:1)产品质量不合格,“鱼眼”数超标;2)造粒机缠刀现象严重,缠刀后造成切粒室被熔融的PP物料充满,造粒机不能连续运行。
这次试生产PP约190 t,产生过渡料约200 t。正品掺混后,连续两次取样分析产品MFR分别为31.5,31.6 g/10 min,PP粒料无黑粒、色粒,但PP的“鱼眼”数未达标准要求,产品各项性能见表2。
2.2 V30G粉料为基料,液体过氧化物作降解剂
基于前一次生产过程中存在的问题,为确保液体过氧化物与PP物料混合均匀,借鉴国内同类厂家经验,改动过氧化物进料口,由原来的挤出机进料混合器上部改到挤出机入口处。另外,将挤出机过滤网的孔径由270 μm换成75 μm,以检验造粒机的运行效果。
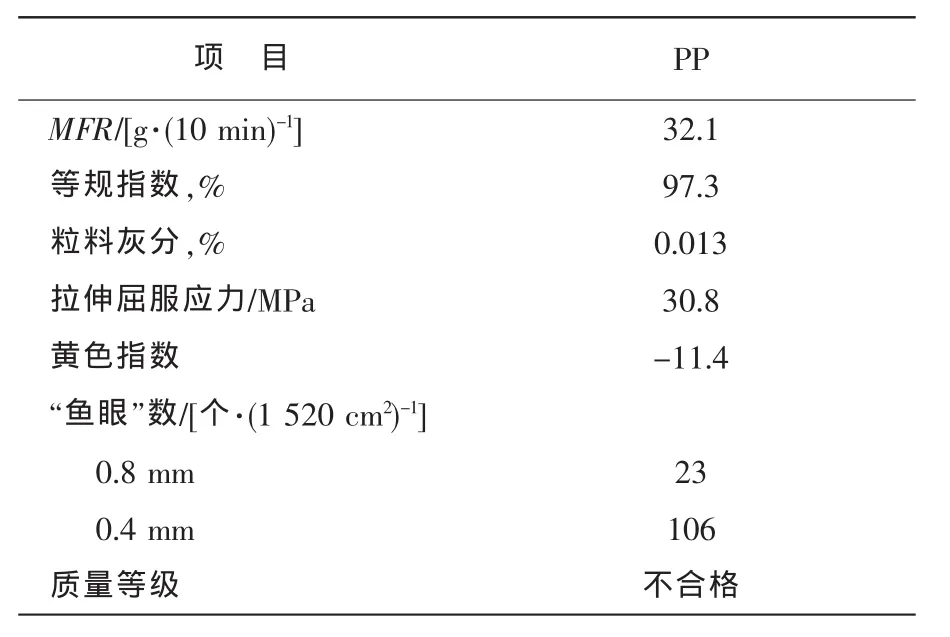
表2 T30S粉料为基料试生产的PP产品质量Tab.2Quality of the trial PP product prepared from base stock T30S powder
这次试生产用V30G粉料作基料,共生产8批次,总产量1.928 kt,其中,一级品0.958 kt,合格品0.970 kt,产品质量见表3。生产期间停车多次,主要是因为切粒机扭矩太高、串料较多造成缠刀现象严重。这段时间内,造粒机最长稳定运时间为35 h,最短4 h,产生过渡料约500 t。同时,造粒过程中产生大量PP碎屑,堵塞颗粒冷却水系统。
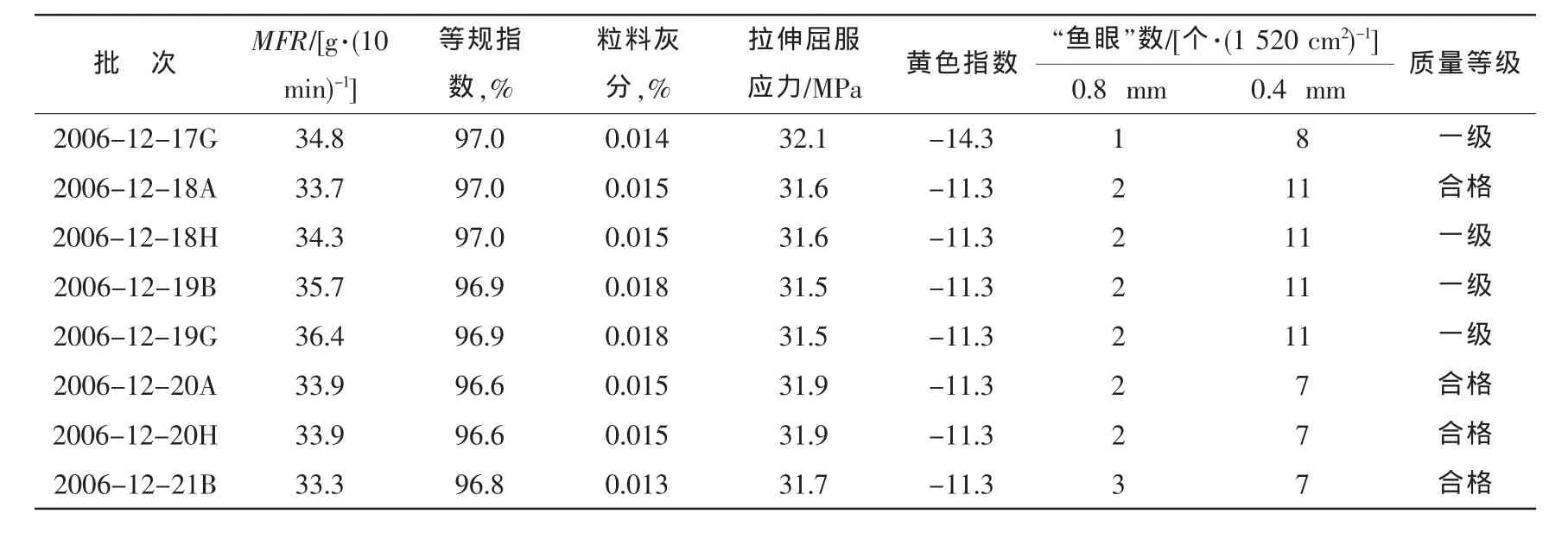
表3 V30G粉料作基料试生产的PP产品质量Tab.3Quality of the trial PP product prepared from base stock V30G powder
这次试生产的问题:1)过渡时间较长,产生了大量的过渡料。2)挤出造粒机不能长周期稳定运行,而且每次停车时,熔融物料堵满切粒室,大量串料堵满干燥器及颗粒水线,设备不能稳定运行。3)生产时切粒效果不好,产生大量的碎屑,造成颗粒水流量下降,而且碎屑进入成品料仓产生静电,存在闪爆的风险。4)以V30G粉料为基料生产时,目标产品“鱼眼”数不合格。
这两次试生产说明,以液体过氧化物作降解剂,不能保证装置稳定运行和产品质量稳定。
2.3 T30S粉料为基料,固体过氧化物作降解剂
2.3.1 基础原料的确定
试生产在70 kt/a的PP装置上进行。根据实际情况,仍以T30S粉料为基料,其主要性能保持不变,适当提高MFR,基本控制在3.5~4.0 g/10 min。
2.3.2 稳定剂配方
在过氧化物和抗氧剂同时存在的情况下,抗氧剂不可避免与过氧化物发生一定的逆作用。综合考虑稳定剂、成本、减少碎屑等各方面的因素,确定稳定剂配方为:添加剂A,B,C用量分别为500,350,400 μg/g。
2.3.3工艺流程改进
原70 kt/a PP装置造粒系统不具备加入固体过氧化物的条件,新上一台固体过氧化物加料罐和加料控制系统,过氧化物经自动计量系统连续精确计量送入混合器。固体过氧化物与添加剂、PP粉末在混合器中搅拌、混合,再进入挤出机造粒。
2.3.4 试生产过程
第一次试生产前,聚合生产负荷控制在10.5 t/h,粉料MFR维持在3.6~3.9 g/10 min;造粒负荷控制在10.6 t/h,粒料MFR基本为3.5~3.8 g/10 min,装置生产运行平稳,设备运行正常。转产前,首先将在产成品(T30S)料仓切换至过渡料仓,启动过氧化物自动计量秤后,立即采样分析,依据分析结果及时调整固体过氧化物加入量,确认PP粒料MFR达到目标值后,将过渡料仓切换至PP H39S-2成品料仓,正式试生产PP H39S-2。第一次试生产PP H39S-2产品1.245 kt,产品质量全部达到标准(见表4)。第二次试生产工艺条件与第一次完全一样,共生产5个批次1.237 kt的PP H39S-2,产品质量达到质量标准要求(见表5)。
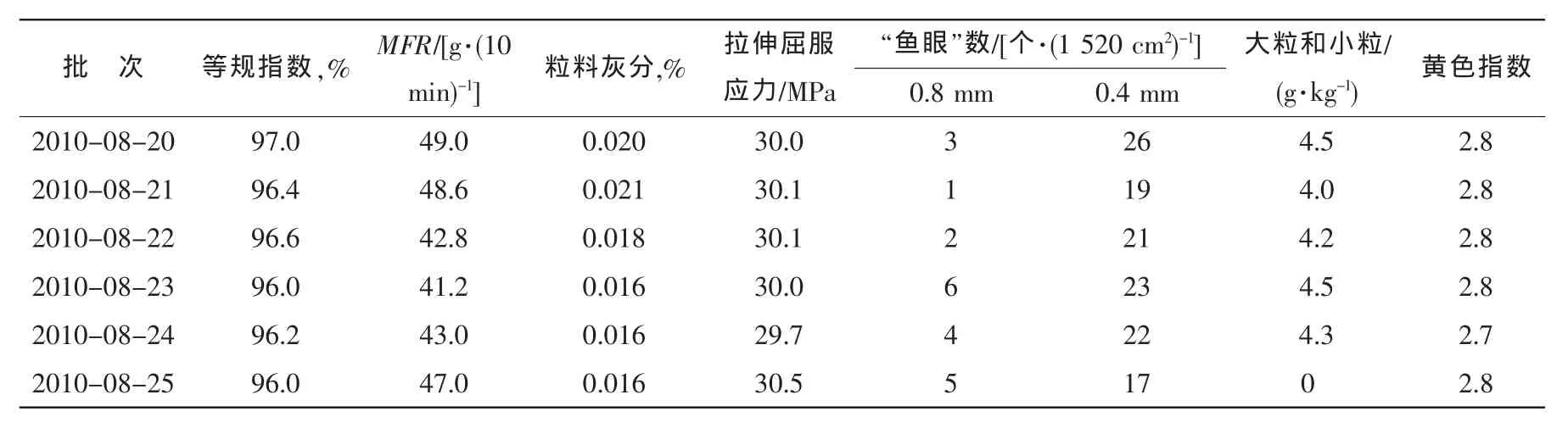
表4 第一次试生产PP H39S-2的产品质量Tab.4Quality of PP product H39S-2 prepared in the first pilot production
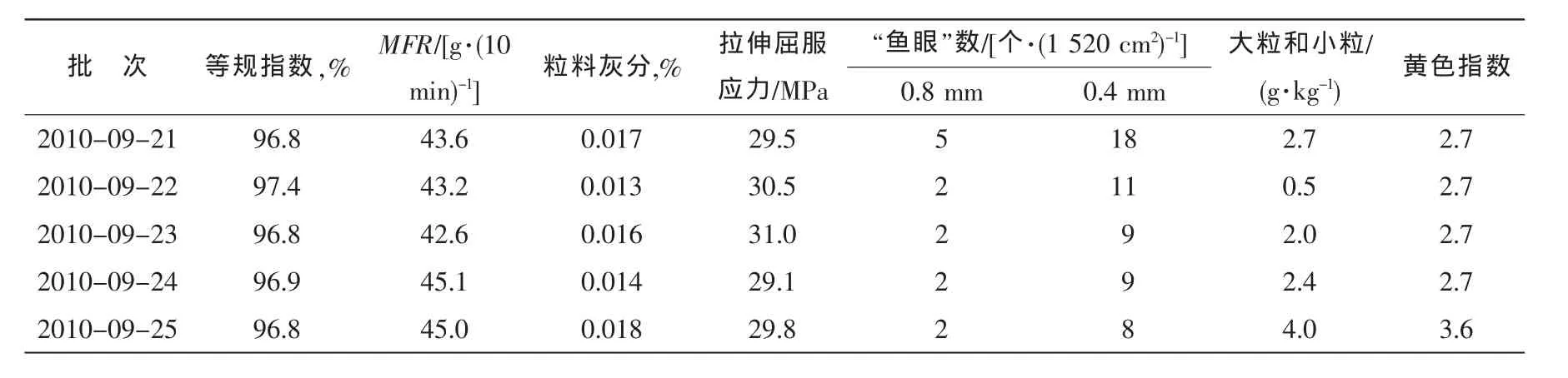
表5 第二次试生产PP H39S-2的产品质量Tab.5Quality of PP product H39S-2 prepared in the second pilot production
经过两次试生产,产品质量已经达到标准要求,说明已具备生产这种产品的能力。2010年,共生产H39S-2产品12.391 kt。2011年,截至10月底共生产25.852 kt。
3 生产H39S-2的影响因素及控制措施
3.1 过氧化物的选择
实际生产中,过氧化物的选择,除考虑安全性和活性外,还要考虑过氧化物形态,看其能否均匀分散在PP粉料中,从而保证造粒机连续稳定运行。过氧化物分散不均匀,一是影响目标产品的质量;二是PP粉料不均匀降解,严重影响造粒机的稳定运行。因此,必须采取措施保证过氧化物均匀分散到PP粉料中。液体过氧化物的注入方式,由于加入量特别少,均匀分散较困难。因此,生产高MFR的PP产品时,选择添加固体过氧化物,以提高过氧化物的分散性能。
3.2 “鱼眼”数的控制
“鱼眼”数达不到标准要求,主要是PP基础粉料的MFR与目标产品差距太大,当液体过氧化物在PP粉料中不能很均匀分散时,这种现象会更严重。当过氧化物能均匀分散在PP粉料中时,目标产品的“鱼眼”数降低。目前,产品的MFR一般控制在45.0 g/10 min左右,直径为0.8 mm的“鱼眼”数一般为2个/1 520 cm2左右,0.4 mm的一般在10个/1 520 cm2左右。
3.3 造粒机的稳定运行
在生产高MFR的PP产品时,造粒机的运行数据应根据实际情况调整。因为当MFR提高后,产品的流动性会得到很大改善,造粒机的加工温度应适当降低,同时颗粒冷却水的温度也应降低。造粒机操作条件见表6。
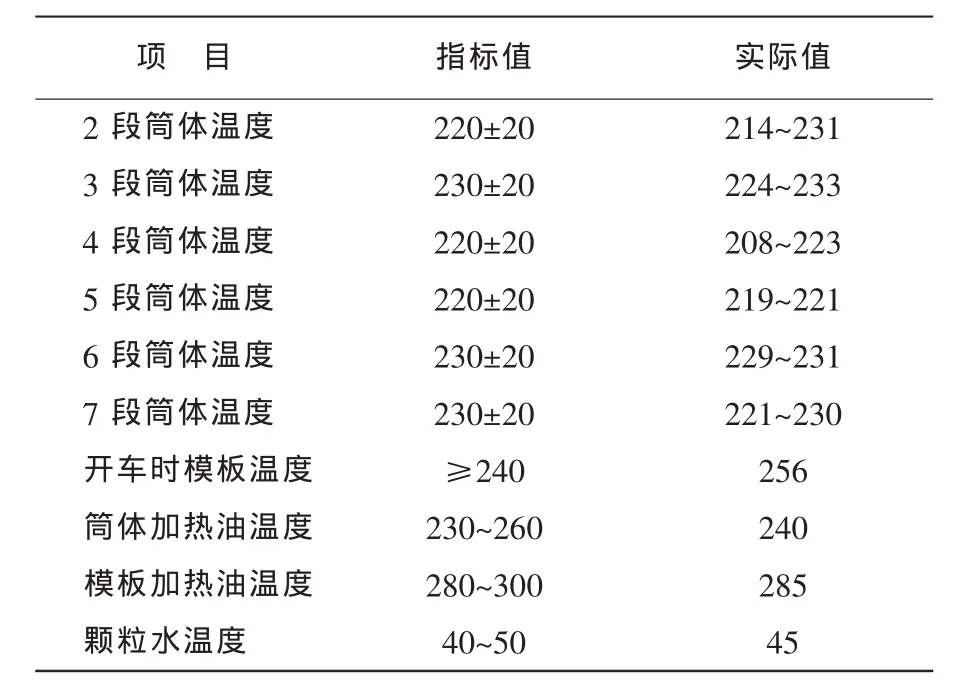
表6 造粒机操作条件Tab.6Operation conditions of the pelletizer℃
造粒过程中,PP碎屑的产生不可避免,但如果产生量较大时,应在造粒过程中添加某些助剂加以改进。刚开始生产时,由于没有添加助剂C,造粒过程中产生了大量碎屑,堵塞了颗粒冷却水系统,造成装置停车。通过两个措施解决了这个问题:一是新增一台颗粒冷却水换热器,当换热器堵塞时切换备用换热器,而造粒机不停车;二是在造粒系统添加助剂C,从而减少了PP碎屑的产生。
4 结论
a)以T30S,V30G两种PP粉料为基料,添加液体过氧化物作降解剂,不能保证液体过氧化物在PP粉料中分散均匀,产品质量达不到要求,造粒机不能稳定运行。
b)以T30S粉料(MFR控制在3.5~4.0 g/10 min)为基料,添加固体过氧化物,可生产出MFR达到45.0 g/10 min的无纺布专用PP树脂。
[1]洪定一.聚丙烯——原理、工艺与技术[M].北京:中国石化出版社,2002:497.
Industrial development of polypropylene special resin for non-woven fabric
Su Zhanguo,Zhang Zhenli
(Dalian Petrochemical Company of PetroChina,Dalian 116031,China)
Special polypropylene(PP)resin for non-woven fabric was produced with taking PP powder as basic feedstock into which peroxide was added.The studies reveal that the production process can keep stable and the product quality can meet the requirements in the case of using the PP powder with melt flow rate(MFR)of 3.5-4.0 g/10 min as raw material and at the same time adding the solid peroxide to prepare the special resin with MFR of 40.0-50.0 g/10 min.The peroxide has different phase states that affect its dispersion uniformity among the PP powder,thereby bringing impact on the process stability of pelletizing extrusion.
polypropylene;powder;non-woven fabric;solid peroxide
TQ 325.1+4
B
1002-1396(2012)02-0055-04
2011-09-29。
2011-12-26。
苏战国,1966年生,高级工程师,1989年毕业于天津大学化学工程系工业催化专业,现从事聚丙烯树脂的技术管理工作。联系电话:(0411)86774048;E-mail:suzg_dl@petrochina.com.cn。
(编辑:陈文淑)
