清肾浓缩丸成型生产工艺初步研究
2012-12-23崔恩忠唐安福王曙东
崔恩忠 陆 崟 唐安福 王曙东
南京军区南京总医院制剂科,江苏南京 210002
清肾浓缩丸为南京军区南京总医院全军肾脏病研究所黎磊石院士为治疗肾脏病而研究出的处方,由当归、丹参、赤芍、红花、川芎、桃仁、金银花、板蓝根、白茅根、蒲公英等十味中药组成。该药活血化淤,凉血止血,用于各种肾炎、红细胞尿长期存在或血管炎病变等,特别有益于IgA肾病。为保证药品质量和日益扩大的临床需求,南京总医院制剂科引进了全自动丸剂生产线。本实验对清肾浓缩丸的新制备工艺进行了初步研究,为丸剂生产的规范化、自动化研究提供了参考依据。
1 仪器与试药
1.1 仪器
丸剂生产联动线(黑龙江迪尔制药机械有限责任公司);TCS电子计价台秤(永康市大阳衡器有限公司);FA2004N电子天平(上海天平仪器厂);LB-2D型崩解时限测定仪(上海黄海药检仪器厂);CH--200槽型混合机(常州市安泰制药机械有限公司);CT-C-Ⅱ热风循环烘箱(南京百奥干燥设备有限公司)。
1.2 试药
桃仁、白茅根水提后浓缩至药液与药材等重;其他诸药干燥粉碎后的药粉。
2 方法与结果
2.1 方法
该生产线为挤压式制丸,工艺流程如下:

2.1.1 粘合剂的选择 取100目的药粉四份,每份20 kg(加入浓缩药液4.5 kg),分别以纯化水,10%淀粉浆和20%淀粉浆各10 kg为粘合剂,记为①,②,③。充分搅拌后转入生产线,在推料速度Vt=15 r/min,切丸速度Vq=20 r/min的条件下考察生产过程中药条是否易断(易断表明生产过程不连贯,无法实现自动化生产)。结果表明以20%淀粉浆为粘合剂时药条韧性最好。但考虑到淀粉浆加入量过大会影响丸剂的溶散时限。最终选用10%淀粉浆作为粘合剂。见表1。

表1 不同粘合剂对药条韧性的影响
2.1.2 制丸参数的选择 取100目的药粉5份,每份20 kg(加入浓缩药液4.5 kg),加入10%淀粉浆10 kg充分搅拌,分别以Vt∶Vq=20∶20(r/min)、Vt∶Vq=20∶23(r/min)、Vt∶Vq=20∶25(r/min)、Vt∶Vq=25∶28(r/min)、Vt∶Vq=28∶30(r/min)进 行 生 产 试 验,记 为1,2,3,4,5。以考察生产过程是否连贯及生产能力。结果表明1,4,5号试验生产连贯性较好,5号试验生产能力最大。考虑到后续工序生产情况,最终采用Vt∶Vq=25∶28(r/min)。见表2。
2.1.3 出条片与切刀尺寸的选择 取100目的药粉3份,每份20 kg(加入浓缩药液4.5 kg,加入10%淀粉浆10 kg充分搅拌),分别选用不同尺寸的出条片和切刀搭配进行生产试验,记为Ⅰ,Ⅱ,Ⅲ,考察丸粒是否圆整均匀。根据试验结果,最终选用真径为5.3 mm的出条片和真径为5.5 mm的切刀。见表3。

表2 不同制丸参数对生产过程的影响
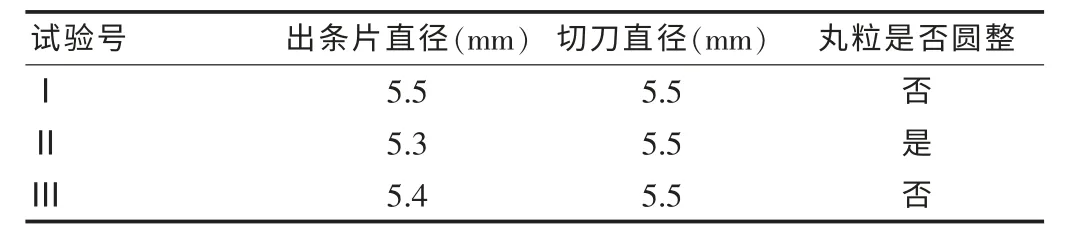
表3 不同尺寸出条片和切刀搭配对丸粒性状的影响
2.1.4 软材含水量的选择 取100目的药粉4份,每份20 kg(加入浓缩药液4.5 kg和淀粉浆10 kg),分别加入纯化水0,1、2、3 kg,充分搅拌,记为(1)、(2)、(3)、(4)。则4份软材的含水量分别约为37.68%、39.44%、41.10%和42.66%。将4份软材转入生产线,在Vt∶Vq=25∶28(r/min),出条片直径为5.3 mm和切刀直径为5.5 mm的条件下进行试验,考察制丸情况。结果表明⑶号试验效果较好。见表4。
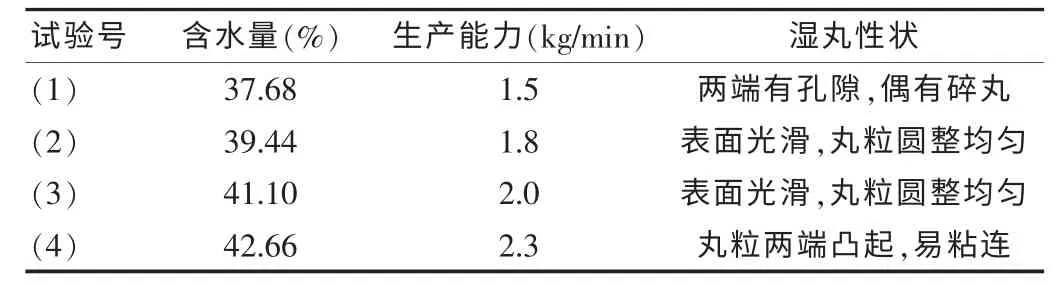
表4 不同含水量软材对制丸工艺的影响情况
2.1.5 药粉细度的选择 按照《中国药典》2010年版的规定:“除另有规定外,供制丸剂用的药粉应为细分或最细粉”。因此,取100目和120目两种规格的药粉进行对比。取100目药粉和120目药粉各20 kg(加入浓缩药液4.5 kg),记为a,b。按照“2.1”、“2.2”、“2.3”和“2.4”项下最佳条件制软材进行生产试验,湿丸在75℃下干燥6.5 h[1-2],以性状、水分含量和溶散时限为考察指标进行测定[3]。由于结果相差不大,从经济方面考虑,最终选择a试验,即药粉粒度为100目。见表5。

表5 不同药粉粒度对产品质量的影响
2.1.6 清肾浓缩丸制备工艺 根据上述试验结果,设计清肾浓缩丸制备工艺为:取100目的原料药粉20 kg、浓缩药液4.5 kg、10%淀粉浆10 kg和纯化水2 kg,倒入槽型混合机充分搅拌后转入自动生产线进行制丸生产。制丸时选择出条片直径尺寸为5.3 mm,切刀尺寸为5.5 mm,推料速度为25 r/min,切丸速度为28 r/min。
2.2 结果
按照上述制备工艺生产3批清肾浓缩丸,批号分别为110922、111009和111020,干燥时间为6.5 h。以半成品的直径、水分含量、溶散时限和重量差异为验证指标,进行工艺验证。见表6。
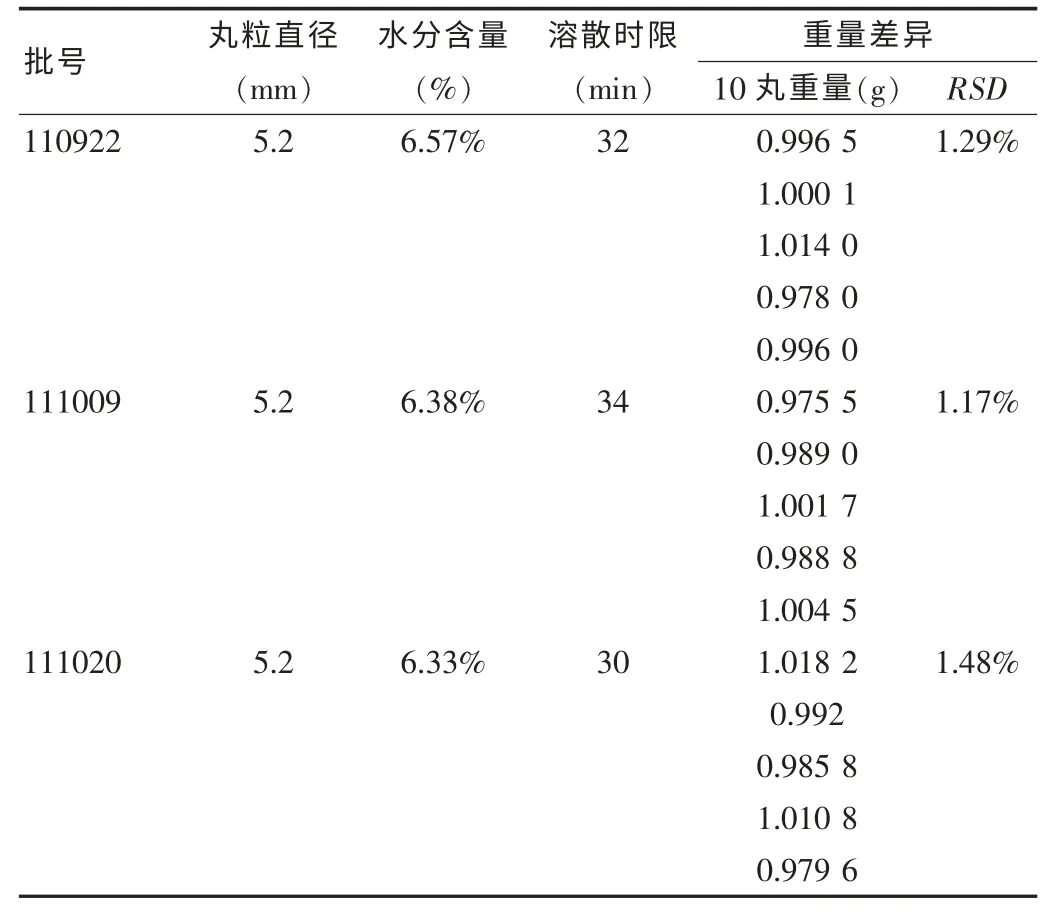
表6 3批清肾浓缩丸的测定结果
3 讨论
3.1 实验意义
相比较于传统手工泛丸[4-6],自动生产线有如下优点:①操作简单,生产效率高;②不需要对提取干燥过的中药干浸膏或具有较强吸湿性的药物进行特殊处理或添加其他辅料;③设备符合GPP要求;④丸粒外观圆整均匀,大小一致。本文的制备工艺方法简单,产品质量稳定,可为其他丸剂自动化生产工艺的制订提供参考。
3.2 关于出条片和切刀尺寸
本工艺中之所以出条片直径为5.3 mm和切刀直径为5.5 mm搭配生产出的丸粒较为圆整,是因为本处方中所含纤维性药材较多,故经制丸机挤压而出的药条会发生膨胀,致使药条直径变大,因此切刀尺寸需略大于出条片尺寸。如果处方中药材所含多糖类或淀粉类成分较多,则出条片和切刀的尺寸可以相一致。
3.3 关于软材含水量
软材含水量过低则出料速度慢,影响生产效率,同时会因使丸粒两端有孔隙而增加包衣工序的难度,甚至出现碎丸;软材含水量过高则药条韧性差,易断,同时会有湿丸粘连现象,甚至丸粒变形,致使烘干、分装工序难度增加。
3.4 关于粘合剂
由于处方、药材产地和采收时间的不同,药粉制成的软材性质亦有所不同(如软材黏性、药条膨胀率等)。因此在生产中要根据实际情况适当调整粘合剂配比,一般调整纯化水的量即可。另外出条片和切刀尺寸的搭配亦需考虑。
[1]刘文惠,邓慧敏,曾会湘,等.正交法探讨影响药丸质量的因素[J].中药材,2001,24(7):515.
[2]赵家祥.解决水丸融散时限方法问题的探讨[J].山西医药杂志,2011,40(7):719-720.
[3]国家药典委员会.中国药典[S].一部.中国医药科技出版社,2010:附录5-6.
[4]程明,王琰.浅谈小米起模机械泛制水丸法[J].社区医学杂志,2011,12(9):84-85.
[5]何栋.水丸制作过程中存在的常见问题及解决方法[J].临床合理用药杂志,2010,3(13):13.
[6]王琰,王虹熙.医院泛制水丸操作技术分析[J].社区医学杂志,2011,5(9):42-43.
