长输管道防腐补口施工质量控制要点
2012-12-21耿平
耿 平
中国石化集团宁波工程有限公司 浙江宁波 315103
长输管道防腐补口施工质量控制要点
耿 平
中国石化集团宁波工程有限公司 浙江宁波 315103
长输管道施工通常在野外进行,江南地区气候潮湿、多雨,与其它干燥、寒冷地区相比,其防腐补口中出现的锈蚀、未粘合等质量缺陷的产生存在一定特殊性。通过对热收缩套补口施工过程的简要介绍,分析了江南地区某长输管道产生防腐补口质量问题的原因,进一步总结了施工质量管理控制要点。
长输管道 防腐补口 质量控制
长输管道的防腐涂层一般由工厂涂装的管道本体防腐涂层和现场涂装的管端补口层两部分组成。工厂涂装的管体防腐涂层主要是涂布在平整的管体表面,管体的焊缝成型较理想,并经过生产厂工艺控制和产品检验,涂装质量可以得到保证。而热缩套补口层则是在现场完成,补口层位于管段连接口的环向焊缝上,且存在搭接部位,其质量不仅受到焊缝高度和表面焊接缺陷的影响,与工厂管道本体防腐相比,受人、机、料、法、环等因素的影响更为突出。因此只有通过因地制宜,采取相应措施,科学组织施工,才能有效保证热收缩套的补口质量。
1 热收缩套补口施工简介
1.1 热收缩套补口施工流程
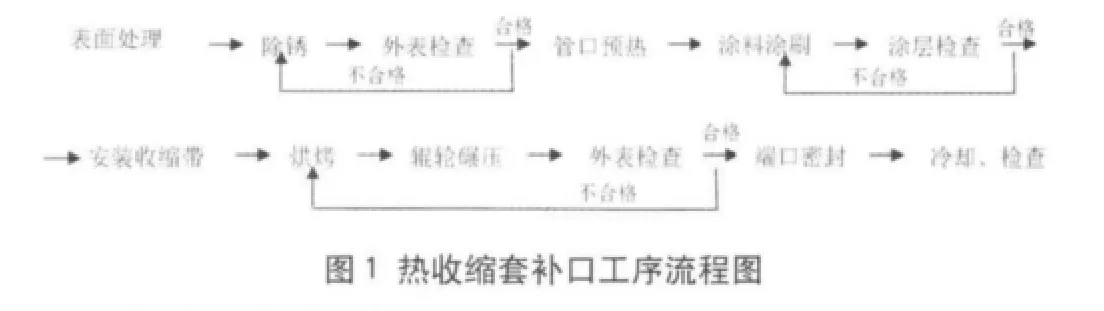
辐射交联聚乙烯热收缩带是目前长输管道焊缝防腐中应用最广泛的防腐材料,且已逐渐国产化。在长输管道施工过程中,热收缩套补口过程一般可以分解为(如图1)所示的工序环节。其中热收缩带安装完成,冷却后经检查,如发现空鼓等严重缺陷,通常情况下应对该热收缩套进行剥离并重新安装,因对其再次补火重烤,往往会导致该热收缩套发生龟裂和老化现象,失去防护作用。
1.2 热收缩套的补口结构
热收缩套的补口结构(如图2)所示,在热收缩带补口作业中,一般存在两类搭接部位,即:热收缩带的搭接位置(A)、固定片与热收缩带之间的搭接位置(B)。施工实践表明,热收缩带的搭接部位较易产生空鼓缺陷。

2 热收缩套补口质量控制
2.1 热收缩套补口质量问题
江南某地区,4月至5月,气温上升,但持续阴雨,空气湿度较大。某单位承建的长输管道工程,采用国产PE热收缩套,5月份施工的补口出现质量隐患苗头,所在项目部开展了以热缩套补口质量为重点的专项检查,经现场常规检查及破坏性剥离,发现部分防腐补口热收缩套搭接部位存在空鼓(见图3),剥离后发现,存在空鼓的补口其管道本体部分存在锈迹(见图4)或个别热缩套边缘与管道本体没有完全粘合(见图5)。针对出现的质量问题,该项目部组织相关人员召开了原因分析会,从补口工序质量及环境因素等逐一排查出现质量问题的原因。


2.2 问题分析
对上述问题进行综合分析认为,由于该时期项目所在地环境潮湿,雨天多,空气湿度大,部分新进作业人员未及时进行培训,质量控制环节上存在松懈,导致了缺陷的产生。缺陷产生的原因可以归纳为以下几点:
(1)锈蚀产生的主要原因:个别端口采用手工或机械除锈,除锈质量未达到规范要求;表面浮锈及灰尘未清理干净;喷砂除锈后未及时安装热收缩带,致使管道端口表面回潮;涂刷涂层前端口烘烤时间不够,温度未达到产品要求。
(2)未粘合产生的主要原因:一是对热缩套的烘烤温度不够或烘烤时间太短,导致热缩套表面的粘合热熔胶尚未融化;二是新进作业人员热收缩套烘烤操作有时不规范,碾压手法存在不合理之处,致使搭接缝处未能完全粘接牢靠;三是个别热收缩带与管道本体防腐层搭接部位未进行环向拉毛,或拉毛深度不足,或拉毛后表面PE颗粒未清理干净,导致热收缩套与管道本体防腐层粘接不牢固。
(3)空鼓产生的主要原因:一是个别焊缝成型较差,但部分作业人员未对其进行打磨,形成局部粘接不牢,冷却后热收缩带收缩造成局部脱离,产生实鼓;二是部分喷砂除锈不彻底,或机械除锈后未采取打锚措施,造成管材表面锚纹深度不足,或存在锈迹,使得底层涂料粘接不牢固,造成涂料干膜脱离管道表面,形成空鼓。
2.3 采取的措施
通过原因分析,对施工人员的质量意识进行了再教育,采取的主要措施有:
(1)把好操作人员技能关,邀请热缩套生产企业技术人员对新进作业人员进行操作技能培训,并经考核合格后方可进行补口作业;
(2)做好施工环境监测,做到科学组织,雨天或湿度超标严禁施工;
(3)严格把好补口工序质量验收关,对每道补口部位的除锈、热缩套的热态、冷态等工序环节进行100%的检查确认工作,安排专人全程旁站监控防腐机组施工过程。
2.4 控制效果
6 月份,该地区进入梅雨季节,期间完成的补口任务,经各方检查、确认均为合格,通过随机抽取一定数量的补口进行剥离试验,符合规范要求,补口质量得到控制。
3 质量管理控制要点
江南地区气候多变,潮湿、多雨,相对于其它干燥、寒冷地区,长输管道防腐补口作业更易受环境条件的制约。为有效保证热收缩套的施工质量,经分析、总结,在施工质量管理中应着重注意以下几点:
(1)由于PE热缩套材料生产厂家较多,现场操作方法不尽相同,国内外材料施工差异较大,施工前,应根据所选用的热缩套材料特点,采取质量风险预控,有的放矢落实施工措施;
(2)施工中,做好施工环境监测,科学、合理地安排作业进度,雨天或湿度超标严禁施工,个别端口如确因工程需要,经监理同意,并采取合理防护措施后,方可进行防腐补口作业;
(3)除锈检查合格的端口必须安排及时涂刷底层涂料,裸露时间不宜过长,否则应重新检查确认,如因故当天不能做完的,隔天需重新进行除锈;
(4)现场需进行喷砂除锈,且应采用干燥、粒径不小于1.2mm的石英砂,确保端口表面锚纹深度达到50~90μm;采用机械除锈,表面质量达到St3后,采用钢丝刷或钢丝球将表面打毛,确保锚纹深度为50~90μm,如因现场条件限制无法实施喷砂作业,经监理同意后方可采用机械除锈,并符合规定要求;
(5)管口两侧3PE防腐层搭接部位,尤其是在补口的下半圆范围内,特别是管底部最容易产生未粘合缺陷。施工时用钢丝刷将管口两侧3PE防腐层搭接处(宽度约150 mm)打毛环向处理,深度为0.1~0.2mm,并将表面清理干净;
(6)焊缝成型差是热收缩带产生实鼓缺陷的主要原因之一,焊缝及过渡边进行100%检查、确认,当过渡边凸面和管道本体的夹角过小时,喷砂前进行打磨,确保圆滑过渡;
(7)必须采用红外测温仪测量防腐端口预热,并加热至55~60℃,加热时间不得少于5m in,再迅速将专用涂料均匀地涂刷在管口表面;
(8)在热收缩带及固定片搭接处,必须安放热熔胶条,安放位置(如图6)所示,以消除空鼓;

(9)优化热缩套烘烤工序,两人一组在端口两侧同时进行,加热时先从焊缝中间位置开始用中火环向均匀加热,使焊缝部位首先收缩,然后以焊缝位置为中心,应始终按照自上而下和由里向外的顺序进行,并均匀移动加热,确保热缩套均匀收缩;
(10)控制工序检查环节,对补口部位热缩套的热态、冷态等工序进行100%检查确认,并安排专人全程 旁站监控防腐机组施工过程;
(11)由于现场防腐蚀组操作工人多半是未经专门训练的民工,且作业人员变动较频繁,应适时对作业人员进行操作技能培训及责任心教育,考试合格掌握技能后才能进行施工,避免施工质量随人员技术水平变化而出现波动。
4 结束语
长输管道热收缩套补口是管道防腐工作的重要环节,补口质量的优劣关系到整条管线质量和使用寿命,但施工质量易受各种因素的影响,施工前应综合考虑,并采取预防措施。施工中,必须科学组织,并严格执行,促使补口质量得到本质保证,工程质量不能心存侥幸。
1 任立元、翁乐宁、孟庆丽.管道三层热缩套(带)现场补口应注意的问题[J]材料保护,2005,38(10):58-61.
2 姜永军、王艳、吴新芳.长输管道热缩带施工缺陷及对策分析[J].河南石油,2006,20(2):85-86.
3 黄海.埋地钢管热缩套补口材料现场应用状况调查与分析[J].腐蚀与防腐,2007,28(1):37-39
TE98
B
1672-9323(2012)05-0044-03
2012-08-25)