变压吸附(PSA)氢气提纯装置运行工况浅析
2012-12-21薛德莲
薛德莲
(中国石油广西石化公司生产二部,广西 钦州 5350008)
变压吸附(PSA)氢气提纯装置运行工况浅析
薛德莲
(中国石油广西石化公司生产二部,广西 钦州 5350008)
介绍了广西石化公司变压吸附(PSA)氢气提纯装置运行分析及解吸气中氢气含量高解决措施。
解吸气;氢含量;压力;压缩机
广西石化公司以重整氢气和加氢冷低分气等的混合气为原料,采用成都华西化工科技股份有限公司的10-2-4 PSA流程变压吸附氢提纯技术,从混合气中提纯分离出纯度大于99.9%的氢气,然后送出界区去氢气管网。重整氢气和加氢冷低分气等混合气在提纯氢后的解吸气,经过解吸气压缩机升压后去全厂燃料气管网。PSA设计参数为公称产氢能力 12×104Nm3·h-1, 操作弹性50%~110%。
1 PSA装置运行分析
PSA装置投产运行已经1年,开工初期PSA装置运行良好,氢气纯度控制99.99%以上,解吸气压力 0.00~0.01MPa, 在运行期间经历以下问题:两次受到瞬时大流量冲击;部分二、三均(4#)阀门内漏严重,切除两塔后八塔运行。
(1)重整装置调整操作,重整氢进料量瞬间由 8×104Nm3·h-1增加到 14×104Nm3·h-1, 操作员立即缩短吸附时间,但为时已晚,造成2台处于吸附状态的吸附塔顶层分子筛被穿透,氢气纯度由99.99%以上降至99.0%,待进料流量正常后被穿透的吸附塔氢气纯度远远低于正常状态的吸附纯度,最好只能恢复到99.5%。
(2)柴油加氢装置停工期间,大量尾气进入PSA 装置, 瞬时进料量由 7.5×104Nm3·h-1增加到12.4×104Nm3·h-1, 再次造成 2 台处于吸附状态的吸附塔顶层分子筛被穿透,氢气纯度降至99.0%。经历两次大流量冲击之后,PSA装置氢气纯度已经不能恢复至99.99%,效果越来越差。
(3)通过趋势曲线发现部分二、三均(4#)阀门内漏严重,导致高压气进入解吸气系统,解吸气中氢含量偏高达到70%,解吸气压力达到0.09MPa,离心式压缩机入口实际分子量低于13.0,远低于设计分子量 18.51,压缩机做功很小不能将解吸气压力抽下来,导致分子筛解吸不彻底,氢气纯度呈下降趋势,低至98%。
2 PSA检修后运行分析
针对以上问题,广西石化公司于2011年9月对PSA装置进行检修,检修后运行至今装置并没有达到预期效果。对装置存在的问题做以下分析:
(1)PSA1解吸气氢气含量偏高,分子量偏小,导致解吸气压缩机不上量,压缩机工作点离喘振工作点近,易失电。

表1 离心压缩机工作点数据
(2)由于解吸气中氢气含量偏高,解吸气压力达到 0.06~0.08MPa,压力不下来造成解吸效果不理想,吸附剂在解吸时不彻底,最终产品氢纯度越来越低,氢纯度最低掉到 99.1%(指标99.5%)。
(3)可能有阀门微漏导致高压气进入解吸气系统,漏量极微小,但是对于解吸气影响很大,解吸气含氢量高、压力大、密度小,压缩机不上量。
(4)通过产品氢纯度趋势判断,在E、F塔吸附结束前几秒时间内,产品氢纯度开始快速下降至 99.1%,而其他塔的纯度在 99.6%左右,分析 E、F塔已较其他塔提前达到吸附前沿。
(5)数据分析
(a)根据化验结果计算分析,数据见表2。实际值与设计值对比见表3。
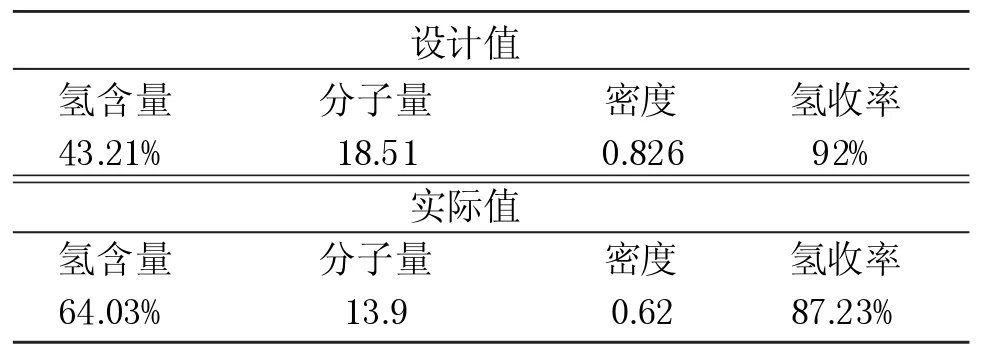
表2 PSA1解吸气参数

表3 实际值和设计值对比
(b)根据实际进、出料流量计算分析,结果见表 3、4。
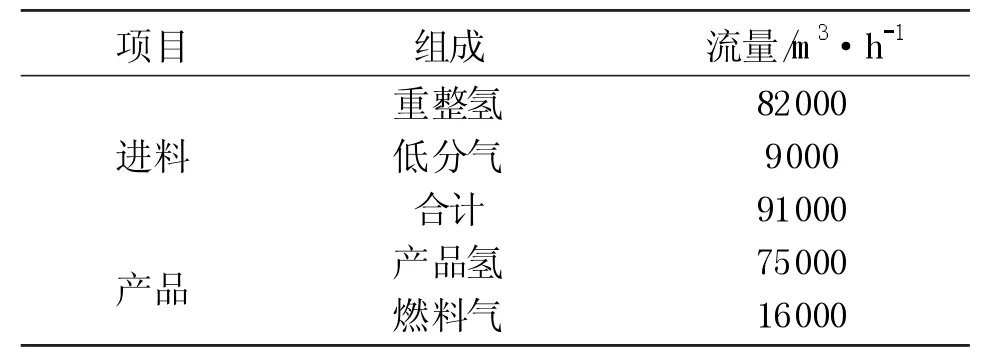
表3 计算数据依据(1O月15日)

表4 流量计算结果
计算方法:原料气氢气纯度为化验结果93%,
①原料气中氢含量=91000×93%=84630m3·h-1
② 原 料 气 中 杂 质 含 量 =91000×(1-0.93) =6370m3·h-1
③解吸气中氢含量%=(16000-6370)×100%/16000=60.19%
④氢气收率%=[91000×93%-(16000-6370)]×100%/84630=88.6%
通过以上两种计算方法可以看出,解吸气中氢含量都在60%以上,氢收率低于89%。解吸气中氢气含量很高,氢收率低,密度小。
两组数据之所以产生偏差是由于流量数据是在一定范围波动的,取数时达不到十分精确。
3 解决措施
(1)操作上保证氢纯度不再降低,首先将解吸气压力降低。当压缩机工作点达到27000Nm3·h-1并且工作点还继续上升,此时手动将防喘振二返一阀FV1003关3%~8%个阀位,尽可能地降低解吸气压力,当工作点开始下降至 27000Nm3·h-1时将FV1003恢复至关阀前阀位,随着解吸气压力降低,解吸效果变好,氢气纯度呈上升趋势(每次调整吸附时间增加1s最少间隔2~3个吸附周期),如此反复操作至PSA稳定,解吸气中氢含量慢慢降低,氢气收率增加,压缩机做功效果明显,氢气纯度逐渐恢复至99.5%,解吸气压力逐渐降低。
(a)根据化验结果计算分析,结果见表5,调整后的实际值与设计值的对比见表6。

表5 调整操作后的PSA解吸气参数(同表2算法)

表6 调整操作后实际值和设计值对比
(b)根据实际进、出料流量计算分析,结果见表7。流量计算结果为:氢含量50.55%,氢收率91.03%。
由以上数据可以看出在按照上述方法调整操作之后,解吸气中氢气含量呈下降趋势,由于是每天上午9:00至11:00采样分析,可能存在采样和化验分析上的偏差造成解吸气氢气含量的偶尔偏高;解吸气压力曲线是每d每h的平均值,呈平稳下降趋势,压力在0.01~0.03MPa之间波动达到设计工况。对比10月11日操作调整两组曲线的前后,按照此方法操作解吸气中氢气含量和压力得到明显的改善。
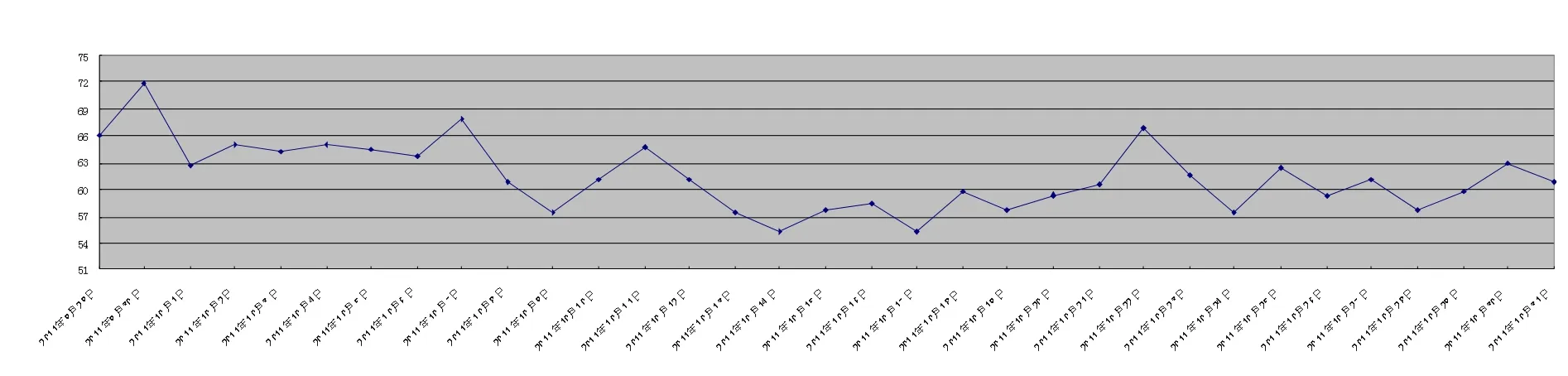
图1 9月29日至1O月31日解吸气氢气含量采样结果曲线

图2 9月29日至1O月31日解吸气压力曲线
(2)解吸气缓冲罐和混合罐都是底部进料通至罐中上部,底部出料,罐高24m,体积185m3。正常发生操作调整吸附时间时必须缓慢(瞬间大流量波动除外),切不可以因为产品氢气纯度偏低就大幅度减吸附时间,当时氢气纯度可以短时间上升,但是解吸气中氢气含量增加进入缓冲罐和混合罐后,氢气在罐子顶部,需要长时间才能将罐子中氢气慢慢降下来。切塔时要在逆放和冲洗时切(除紧急情况除外),不可将高压气放入解吸气系统中。解吸气压力呈上升趋势时及时调整压缩机防喘振阀将压力抽下来。
(3)当解吸气氢含量高时,以上手段难以恢复操作平稳,通过其他手段(类如增设瓦斯线)增加解吸气压缩机入口密度,使压缩机上量,以降低解吸气压力,提升吸附剂的解吸效果,然后操作上通过缓慢的延长吸附时间增加氢收率从而将解吸气中氢含量将下来;否则顶层分子筛得不到彻底解吸产品氢纯度会越来越差,而且这种过程是不可逆的。
(4)建议设计部门在PSA进料线上增加流量控制调节阀,将该流控阀设置一定流量,在进料大流量波动时可以及时将原料气释放出去以减少对PSA吸附塔床层的冲击。
[1] 黄晓晖,杨少臣,刘海涛,马晓伟.制氢变压吸附解吸气回收利用方案探讨 [J].石油炼制与化工,2007,(11):56-59
[2] 朱志良.变压吸附解吸气的回收利用[J].广东化工,1998,(5):7-8.
[3] 秦建峰.变压吸附氢提纯装置的运行问题分析及对策[J].石化技术与应用,2009,(4):345-347.
[4] 张民.变压吸附制氢装置解吸气的综合利用[J].安徽科技,2003,(9):40-41.
Operation Conditions Analysisof Hydrogen Purification by Pressure Swing Adsorption
XUEDe-lian
(Guangxi Petrochemical Company, CNPC, Qinzhou 535008,China)
TQ 028.1+7
B
1671-9905(2012)03-0059-03
薛德莲,就职于中国石油天然气股份有限公司广西石化分公司生产二部,E-mail:xuedelian@petrochina.com.cn,电话:0777-3881767,15907773181
2011-11-29