高铁钢轨预打磨效果及轨面不平顺分析
2012-12-21王庆方许玉德
王庆方,许玉德,周 宇
(同济大学道路与交通工程教育部重点实验室,上海201804)
高速铁路线路区别于一般铁路或重载铁路最关键的特点是对轨道平顺性的严格要求,如果轨道平顺性不良,将引起机车车辆剧烈振动,轮轨动作用力成倍增大,严重危害轨道和机车车辆部件,影响列车速度的提高,甚至引起列车脱轨倾覆,危及行车安全[1]。
钢轨由于其本身生产过程及工艺的原因,生产出厂后不可避免地存在折叠、划痕、脱碳层、轧痕、结疤、耳子等表面缺陷,这些缺陷会使钢轨出现早期伤损,另外钢轨贮运过程中也可能产生锈皮、碰伤等表面病害,这些病害对钢轨的平顺性有很大影响。钢轨打磨是消除轨面不平顺的有效手段,为了消除钢轨上道后的这些缺陷,需要对新轨进行预打磨。
1 国内外研究现状
国内外不少学者在钢轨打磨方面进行了诸多的探索和研究。郭福安等[2]通过对日本、法国、德国和瑞典高速铁路钢轨打磨作业分析,根据我国铁路钢轨打磨作业实际,建议开展客运专线线路开通前的钢轨预打磨、开通后的钢轨预防性打磨及保养性打磨等研究和试验,制定钢轨打磨各种形式与参数、打磨程序、条件和验收标准。许永贤等[3]介绍了欧洲标准中钢轨打磨的程序、条件和验收标准,对我国新建客运专线新轨打磨的质量控制和验收,特别是对新型打磨设备及检测设备的引进及国内既有相关设备的改进、配套和利用提供参考。缪闯波[4]通过介绍钢轨打磨的理论基础和必要性,阐明了钢轨打磨能综合提高轨面平顺度,改善轮轨接触,取得轮轨间连续均匀接触的效果。毛文力等[5]通过分析打磨车作业控制原理,标定相关系统,找出打磨后波磨深度变化的临界值。熊卫东等[1]综述了高速铁路的轨道平顺性与钢轨平顺性的关系,介绍了高速铁路对钢轨平顺性的要求及高速铁路发达国家在钢轨生产、焊接和使用过程中提高钢轨平顺性的措施,分析了国产钢轨平顺性的现状及其与高速铁路钢轨要求的差距,提出了我国钢轨生产企业为适应高速及快速铁路发展应予重视的有关问题的建议。郭俊等[6]利用三维弹性体非Hertz滚动接触理论及数值程序CONTACT分析了钢轨轨头非对称打磨对轮轨接触斑行为的影响。结果表明,打磨后轮轨磨耗数有所增加,有利于预防钢轨疲劳裂纹的形成。王文健等[7]根据广深线钢轨斜裂纹的形成与发展特点,提出采用非对称打磨技术控制和减缓钢轨斜裂纹的形成,并进行了数值计算和现场打磨试验。数值计算结果表明:钢轨非对称打磨可以改变轮轨接触几何参数,使轮轨接触点向钢轨顶面中心移动,远离钢轨轨肩位置,并降低轮轨接触应力。现场打磨试验验证了数值计算结果,试验结果表明钢轨非对称打磨能改变钢轨光带,使接触点向钢轨踏面中心移动。马良民[8]针对出现CRH3型动车组转向架构架横向振动加速度报警限速的情况进行深入分析,据此确定了对钢轨进行打磨的对策,制订了打磨工艺参数。通过实施打磨后,改善了轮轨匹配关系,解决了动车组转向架构架横向振动加速度报警限速问题,提高了动车组运行品质。
上述研究的对象主要是国外高速铁路打磨情况、打磨及验收标准的介绍,高速铁路钢轨打磨理论和高速铁路开通高后的病害整治,对于高铁钢轨预打磨之后的效果尚缺乏针对性的研究。基于此,针对沪宁城际高铁在开通前后的预打磨情况进行相应的打磨效果进行研究,分析高铁经过预打磨后轨面平顺性,钢轨初始缺陷的消除情况,轮轨关系的匹配情况,为提高高铁钢轨预打磨效果提供保障。
2 沪宁城际高铁预打磨方法
在新轨上道以后,线路开通前需要进行联调联试和综合试验,在此过程中钢轨已有一定的磨耗量,沪宁城际高铁开通前的轨面平顺状态,可以看出钢轨上面的光带较宽,钢轨光带中线较轨面中线出现了一定的偏移,轨距角处有一定的磨耗,形成轮轨之间在同一钢轨断面的两处接触,即“双光带”。这说明未经打磨的钢轨型面与车轮踏面之间的轮轨接触不良,导致钢轨光带偏离轨面中心线,钢轨磨耗严重的问题,通过对现场运行车辆的调研可知,动车组的轮对踏面同样存在着磨耗严重的问题,这些问题无疑对高速铁路的安全平稳的运行造成较大的影响,而目前解决此问题的主要方法是对钢轨进行预打磨,因此有必要对打磨后钢轨的状态进行研究,为科学有效的钢轨预打磨提供技术支撑。
2.1 钢轨预打磨型面的制定
铁道部科学研究院经过分析论证和仿真计算,针对我国高速铁路运行的I型、II型和V型3种动车组车轮断面,在《高速铁路钢轨维修实施细则》(暂行)中提出对应的3种钢轨预打磨断面轮廓标准,以此为基础,为了探索符合沪宁城际高铁的打磨模式,首先参考武广高铁的打磨经验,将线路的非作用边和轨距角处进行打磨,从而使接触光带向轨顶中间靠拢集中。以此为评价指标,对线路进行打磨试验,经过测试找出了以下打磨型面:钢轨顶面打磨量为0.4 mm,在内侧圆弧角处打磨量为1.2 mm,外侧打磨量为0.5 mm。
2.2 不同位置处的钢轨打磨量
1)由图1 可知,钢轨打磨后基本消除了轨顶面的锈皮、碰伤等表面病害。
2)在进行打磨的线路上,取10个断面,分别在打磨前后测量钢轨断面的轮廓,这些轮廓与标准轨比较,得到对应角度处的磨耗值,再取其平均值。与标准轨钢轨比打磨前初始的磨耗数据和打磨后的磨耗数据如表1和表2所示(钢轨轨头角度为正的一侧为轨距角侧)。
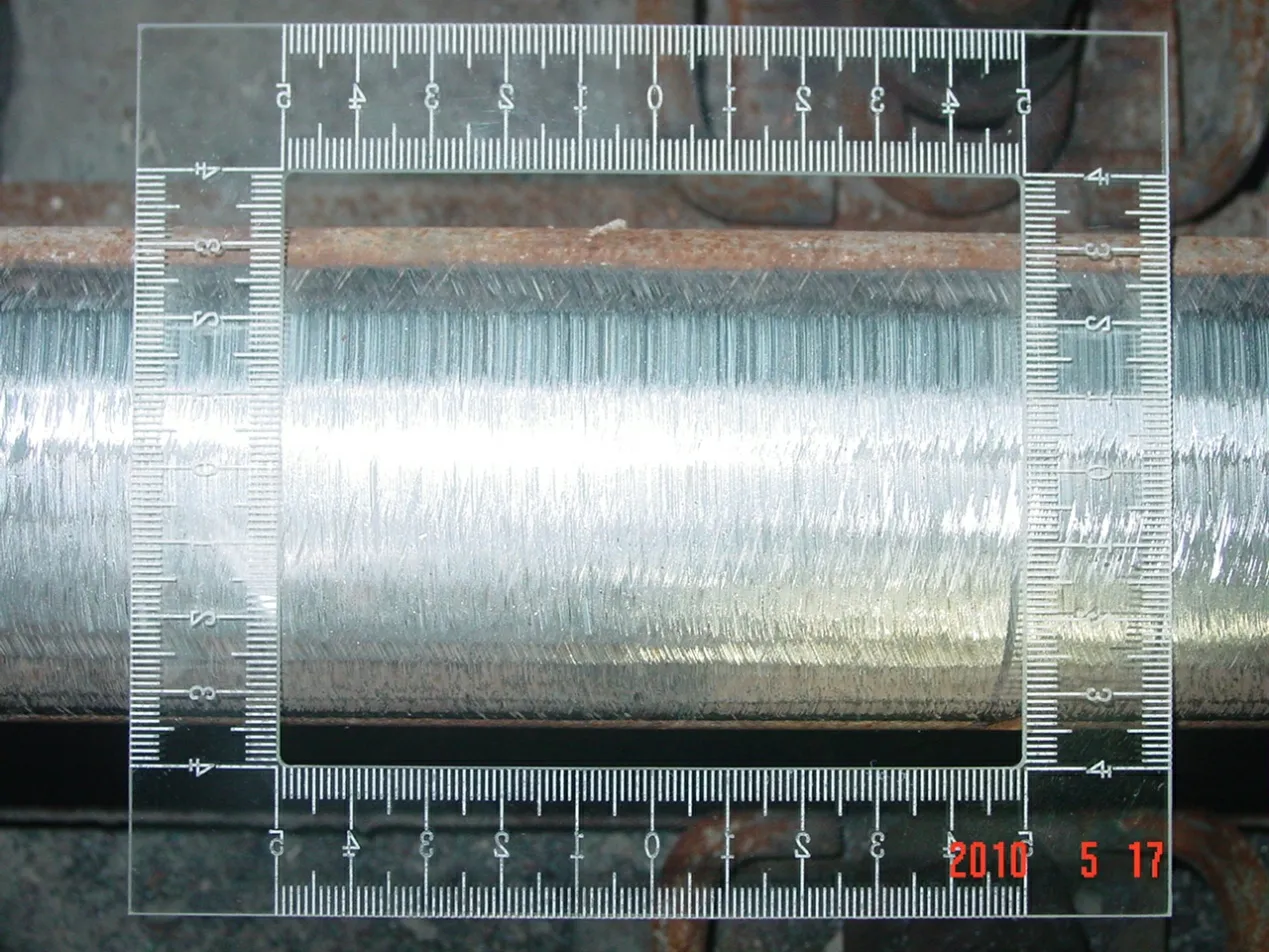
图1 打磨后钢轨Fig.1 Rail after grinding

表1 左轨打磨前后的磨耗量Tab.1 Abrasion volume of left rail before and after grinding mm

表2 右轨打磨前后的磨耗量Tab.2 Abrasion volume of right rail before and after grinding mm
由表1 可知,钢轨打磨前轨顶已有一定的磨耗,最大值为0.782 mm,位于钢轨靠近线路中心侧,说明轮轨接触应力最大值不在轨顶中心处。由表2 可知,打磨后,在-20°~40°的范围内,打磨后的钢轨比标准轨至少低0.3 mm,已超过脱碳层的厚度0.3 mm,因此基本可以消除轨顶脱碳层;在轨距角内侧,钢轨打磨后的轨廓比标准轨最大低1.279 mm,跟目标轮廓基本一致。钢轨打磨后,轮轨之间的接触光带如图2所示,光带集中、位置居中(略偏内侧),宽度20~25 mm,内侧距钢轨作用边22~25 mm,外侧距钢轨外侧25~27 mm,满足安全运营要求。

图2 钢轨打磨后光带位置Fig.2 Position of light brand after grinding rail
3 钢轨打磨前后轨面不平顺状态分析
3.1 粗糙度(不平顺)水平计算
轨面粗糙度水平利用式(1)计算:

式中:Lr为粗糙度水平,dB;r为轨面不平顺的均方根,μm;r0为参考值,取1 μm。参照EN:ISO 3095:2005(E)相关规定,利用1/3倍频对轨面不平顺状态进行评价。
3.2 铁路设施-轨道-作业验收标准
在EN 13231-3:2006(第三部分:现场钢轨打磨、铣磨和轨道计划作业验收标准)中,规定从4个波长范围对打磨作业后钢轨波磨进行评价验收,如表3。

表3 EN 13231-3:2006现场钢轨打磨、铣磨和轨道计划作业验收标准的波长范围及限值Tab.3 Wavelength range and value of EN 13231-3:2006 rail grinding,mill-grinding and rail inspection standard
鉴于目前国内缺少轨面不平顺水平评价标准,本文借鉴上述标准对所测数据进行分析。
图3和图4分别为钢轨打磨前后轨面不平顺1/3倍频图。分析该图可知,钢轨轨面不平顺状态在打磨后变化明显。波长越长轨面平顺状态越好,反之较差。
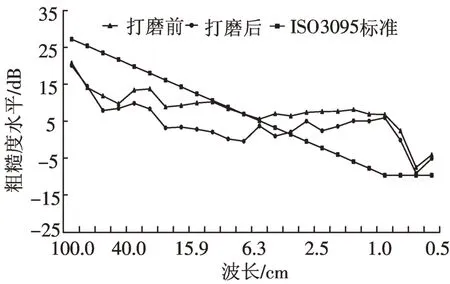
图3 左轨轨面不平顺1/3倍频图Fig.3 One-third octave of left rail surface
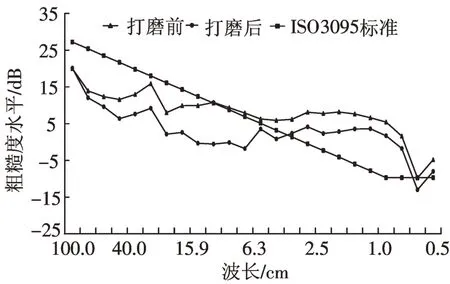
图4 右轨轨面不平顺1/3倍频图Fig.4 One-third octave of right rail surface
对于左轨,打磨前,在5.6 cm以下波长范围内时轨面平顺状态较差;5.6 cm以上波长范围内,轨面平顺状态较好,而打磨后,各波段的不平顺状态都得到很大的改善,平顺状态较差波长有一定下降,达到3.5 cm以下波长。钢轨打磨对改善粗糙度水平有很大效果,在0~10 cm范围内改善效果基本是随波长的增大而增大,在10~100 cm范围内基本是随波长的增大而减小。粗糙度水平最大降低值达到8.9 dB(波长为10 cm左右)。
同左轨的规律类似,右轨在打磨前,11.5 cm以下波长范围内时轨面平顺状态较差;11.5 cm以上波长范围内,轨面平顺状态较好,打磨后,平顺状态较差波长有很大下降,达到3.7 cm以下波长。在0~11.5 cm范围内对粗糙度的改善效果基本是随波长的增大而增大,在11.5~100 cm 范围内基本是随波长的增大而减小。粗糙度水平最大降低值达到11 dB(波长为11.5 cm左右)。
3.3 打磨效果分析
图5和图6为铣磨前后钢轨轨面不平顺各波段峰峰值移动平均值超限比例变化情况:打磨前左、右轨300 mm以下波长超限所占比例很大,打磨前左、右股钢轨轨面100 mm以下波长的移动峰峰值的平均值超限比例高达29%以上,严重超过超限比例标准值5%,而打磨后,两股钢轨所有波段的超限比例均在允许范围之内,说明此段内、外股钢轨铣磨后轨面平顺状态得到很大改善。
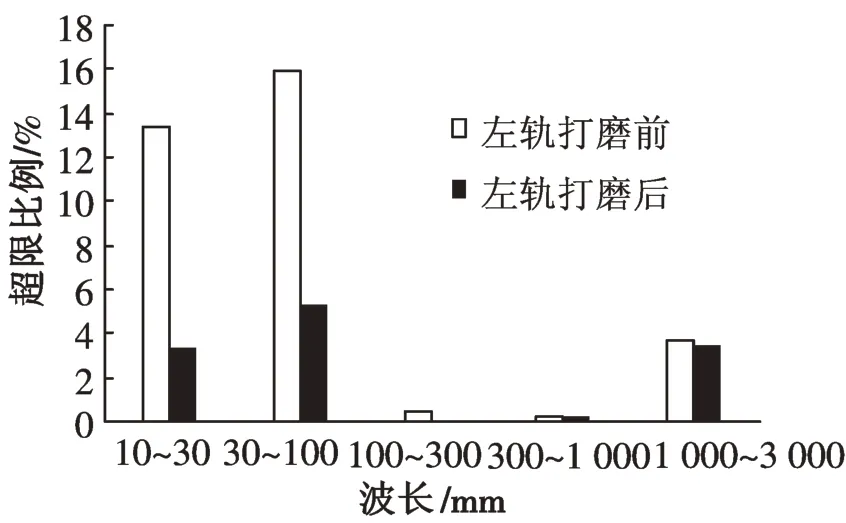
图5 左轨轨面移动峰峰值超限比例Fig.5 Transfinite ratio of left rail surface
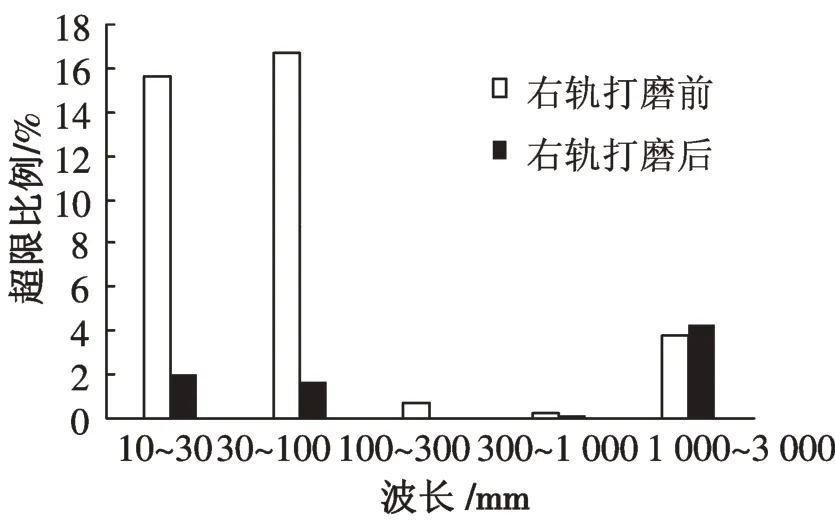
图6 右轨轨面移动峰峰值超限比例Fig.6 Transfinite ratio of right rail surface
4 小结
通过分析钢轨预打磨之后钢轨表面光带的变化,跟标准轨相比的磨耗量,钢轨打磨前后轨面不平顺及轨面移动峰峰值超限比例可以得出以下结论:
1)通过钢轨预打磨,可以避免钢轨内侧圆弧角与车轮轮缘间的非正常轮轨接触,彻底破坏形成“双光带”所需的必要条件,修正光带的位置,改善轮轨接触关系。
2)钢轨预打磨可以有效地去轨顶部分的掉脱碳层,对于其他的在生产制造和运输铺设中产生的缺陷也有明显效果。
3)钢轨预打磨可以减少短波不平顺和超限比例。
高速铁路钢轨预打磨可以有效消除钢轨的表面缺陷并改善轮轨接触关系,可以在高铁开通前的线路上进行推广使用。
[1]熊卫东,周清跃,穆恩生.高速铁路钢轨的平顺性[J].中国铁道科学,2000,21(3):78-85.
[2]郭福安,张梅.客运专线钢轨打磨的思考[J].中国铁路,2008,3(5):53-54.
[3]许永贤,曾树谷.客运专线钢轨打磨验收标准概述[J].铁道建筑,2006(6):62-65.
[4]缪闯波.钢轨打磨对轮轨作用的影响[J].铁道标准设计,2002(7):31-32.
[5]毛文力,汤国华.钢轨打磨车打磨作业后轨顶不平顺度的研究[J].铁道建筑,2009(10):98-100.
[6]郭俊,刘启跃,王文健.钢轨打磨对轮轨滚动接触斑行为影响研究[J].铁道建筑,2009(12):92-94.
[7]王文健,陈明韬,郭俊,等.高速铁路钢轨打磨技术及其应用[J].西南交通大学学报,2007,35(5):574-577.
[8] 马良民.高速铁路钢轨打磨技术研究与应用[J].铁道建筑,2011(5):114-116.
[9]JIANG YANYAO,SEHITOGLU H.A model for rolling contact failure[J].Wear,1999,224(1):38-49.
[10]TOM JUDGE.Finding the right profile[J].Railway Age,2000,201(12):48-49.
[11]张铭达,刘学毅.钢轨预防性打磨原理及应用[J].铁道建筑,2006(7):86-88.
[12]ERIC E MAGEL,JOSEPH KALOUSEK. The application of contactmechanicsto rail profile design and rail grinding[J].Wear,2002,253:308-316.
[13]王凯平,孙丽萍.轮轨型面对接触状态的影响[C]//第六届交通运输领域国际学术会议论文集:下卷,2006:916-921.
[14]JULIE A B.Fundamentals of metal fatigue analysis[M].New Jersey:Prentice Hall,1990:29-57.
[15]黄信基.对我国高速铁路钢轨维修作业的讨论[J].铁道勘测与设计,2006(6):15-23.
