在役水晶釜超声波检测技术
2012-12-19陕西省锅炉压力容器检验所王景仁
陕西省锅炉压力容器检验所 李 栋 王景仁
在承压特种设备检验中,无损检测是决定检验工作质量的重要工作之一。超声波检测由于成本低、速度快,检出率高等优点,已成为应用最为广泛的无损检测方法。本为,笔者结合实际工作经验,主要介绍了在役超高压水晶釜检验技术,。
一、超高压水晶釜基本情况
超高压水晶釜是在高温、高压工况下人工合成的一种超高压容器。通常超高压水晶釜主体材质为PCrNi3MoVA的锻钢(经机械加工内外壁,底部用堵底螺丝封堵,上端用卡箍和堵塞进行密封),设计压力为151 MPa,设计温度为400℃。
二、超高压水晶釜容器特点
1.内径小、壁厚大应力复杂(三向应力),且应力分布不均匀。内壁承受周向应力最大,外壁最小。以内蒙二机生产的超高压水晶釜为例,内外壁周向应力相差达到98%。
2.外部电加热内壁受到拉应力,使内壁综合应力状况恶化。
3.超高压水晶釜在运行时,由于进出物料及水晶种挂架、铲料很容易在内壁产生使用缺陷,特别是纵向裂纹、刮痕、划伤等缺陷。
由以上分析可知,超高压水晶釜的危险点主要在内壁表面及其近表面。这也是超高压容器制造和检验验收内壁比外壁严格的主要原因,是定期检验的重点。由于内径小、长径比大,内表面探伤非常困难,所以首选超声波检测。但是,国家质监总局2005年11月8日颁布的《超高压容器安全监察规程》TSG R0002-2005 第58 条(四)款中关于定期检验超声波检测及验收标准,仍然按照《规程》第34 条制造要求规定。在役超高压水晶釜应以是否存在有应力腐蚀裂纹、疲劳裂纹等裂纹类缺陷为主,这类缺陷最有效的检测方法是横波检测。但超高压水晶釜进行横波检测存在空白,降低了超声波检测最终结论的准确度。本文,笔者就超高压水晶釜横波检测工艺进行了探讨,以期对同行有所参考。
三、横波超声波检测工艺条件
1.探头选择。专用横波斜探头为2.5P13×13 斜探头。由于有机玻璃/钢界面第一临界角αⅠ=27.6°,为了保证釜体中纯横波探伤,故探头选择入射角选为28.5°,以保证探头能够用横波一次声程扫查到釜体内壁。探头耦合面与水晶釜外径相同,利于入射点与釜体周向耦合。
2.对比试块。材料及尺寸应与超高压水晶釜釜体相同。
3.检验方法。用2.5P13×13K0.68(入射角α=28.5°)的斜探头沿着釜体做周向双向扫查,检查与轴线平行是否有径向缺陷。
4.灵敏度调节。将探头曲面楔块置于专用试块的一个棱角上。前后移动探头,棱角反射波最高时,试块棱角与探头曲面楔块的接触点即为探头的入射点,在探头相应位置作出标记。
仪器横波扫描速度通过声程调节法调节。
一次声程S1计算公式如下。

式(1)中,β=arcsin((Cs2/CL1)sin28.5°)=34.4°,β1=arcsin(sin34.4°/(250/436))=77.2°。
将上述数据代入式(1),可得S1=152 mm,则二次声程S2=2S1=304 mm。
将试块内壁人工缺陷一次回波和外壁人工缺陷回波分别对准水平刻度的第5 格和第10 格,此时扫描比例为声程约为1∶3(水平刻度)。距离-波幅曲线制作方法同横波斜探头
5.缺陷定位。发现的缺陷波应确定其埋藏深度和缺陷在外圆弧面上的位置,计算原理如图1所示。
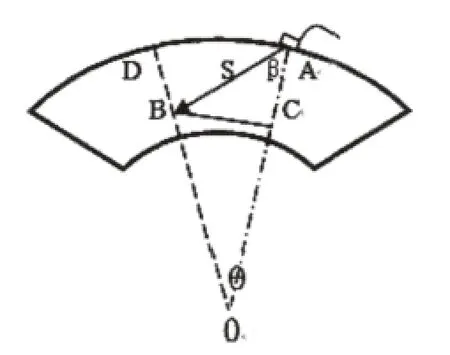
图1 计算原理
(1)缺陷深度(h)的确定。图1中,有

式(3)中,β=34.4°。

(2)缺陷到探头入射点的表面距离的确定。计算过程如下。

6.缺陷记录。对示波屏上缺陷波应先估判是否为裂纹类缺陷,特别是距离内壁20 mm 范围内的缺陷波显示。对裂纹类缺陷波或缺陷波超过距离-波幅曲线者应判废,对低于距离波幅曲线的缺陷波应测量记录波幅大小、缺陷长度和缺陷位置。缺陷测长采用6 dB 法或端点6 dB 法。
四、结论
实践表明,超声波检验方法在实际检测过程中发挥了重要作用,其验收标准虽然严于《超高压容器安全技术监察规程》的要求,但符合《超高压容器安全技术监察规程》第34 条规定。也符合“内严外宽”的精神,能够保证超高压水晶釜的安全运行。
