高温过热器爆管原因分析及对策
2012-12-07汝雪雷
张 宁 汝雪雷
安徽华电宿州发电有限公司 安徽 宿州 234101
0 引言
随着我国大容量高参数机组的不断发展,据统计,每年由于锅炉原因导致的非停事故率约占40%左右,而锅炉“四管”泄漏约占锅炉非停事故80%。因此确保锅炉“四管”安全稳定在锅炉运行中突显重要。本文主要对锅炉过热器爆管原因分析,深入研究爆管的根本原因,制定措施,为机组安全稳定运行保驾护航。
1 锅炉概况
某电厂#1锅炉是600MW超临界直流型锅炉。该锅炉由东方锅炉(集团)股份有限公司与东方-日立锅炉有限公司合作设计、联合制造,系DG1900/25.4-Ⅱ3型;为一次再热、单炉膛、尾部双烟道结构;采用平行挡板调节再热气温,固态排渣;平衡通风、半露天布置;全钢架、全悬吊结构式锅炉。该炉于2007年11月正式投入商业运营,至爆管前运行约3万小时。[1]高温过热器共33排,位于折焰角上部,沿炉宽方向布置,每排管屏由20根管子并联绕制而成,炉内受热面管子均采用SA-213TP347H材料。 规格为外圈管Φ51×7、Φ51×10,其余Φ45×6.5、Φ45×9;管屏入口段管子规格为:最外圈管Φ51×6.5,其余管Φ45×6,材料SA-213T91;管屏出口段管子规格为:最外圈管Φ51×9.5,其余管Φ45×8.5,材料SA-213T91。
2 事件过程
2.1 事件现象
2012年7月31日,#1机组负荷600MW,主蒸汽压力23.4MPa,巡检发现#1炉顶大包处保温层向外冒汽,炉墙周围均不同程度有蒸汽烘烤迹象。进行停炉处理。
2.2 检查过程
检查发现#1炉高温过热器出口联箱入口管(SA-213T91,Φ45×8.5mm)发生爆管, 爆管位于过热器出口集箱南数第18排(总33排),炉后数第12根,过热蒸汽出口温度571℃,过热蒸汽出口压力为25.4MPa。进一步检查发现,爆管周围管排均受到吹损,部分管道被吹破,其中高过一管座受振动影响齐根断开,临近高再进口联箱管道三处被吹破。
对高温过热器出口联箱18~12管对应高过进口联箱割管进行异物检查,发现对应管节流口中有16×12mm的金属氧化物(图1),可以判定氧化物堵管,导致管内蒸汽通流面积减少,管材长期超温,蠕变加剧,强度不断下降,最终导致管材失效。
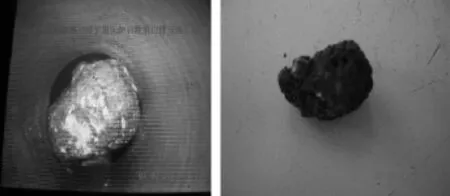
图1 高过入口联箱18-12管排节流孔氧化物形态
3 爆管分析[3]
3.1 宏观分析
3.1.1 管排爆口分析
高过出口联箱南数18排炉后向炉前数第12根管发生失效(下图2),同时造成周管排均不同程度受到吹损,在对泄漏失效位置检查发现,高温过热器进口管弯管外弧面爆口处有明显胀粗,爆口呈钝边形态,外壁存在明显纵向分布龟裂纹,为典型长期超温爆管形态(下图3);沿爆口向两侧延伸长度约300mm的裂纹,为管子爆裂时主裂口向两侧延伸所致。

图2 现场爆管分布图

图3 18-12爆口形态图
3.1.2 管座失效分析
检查发现,高过出口联箱南数18排炉后向 炉前数第9根管子与联箱管座断裂位置部分位于焊缝熔合线,部分位于接管母材热影响区,集箱上焊缝断口存在三处区域颜色明显异于其余断口部分(发黑区域,先断裂后表面氧化所致),且该三块区域均位于焊缝熔合线切线方向,由断面颜色可以判断此三处区域应早于其余区域断裂,初步判断管座焊缝存在原始焊接缺陷。如下图4、5。
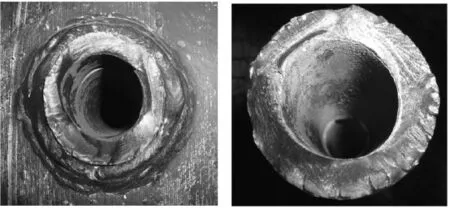
图4 联箱处管座焊缝
图5 脱落直管段
3.2 理化分析[4]
3.2.1 管排爆口分析
对高过出口联箱南数18排炉后向炉前数第12根管进行金相分析,爆口边缘显微组织在长期超温的作用下钢材金相组织发生变化,原T91回火马氏体组织已完全转变为铁素体基体上弥散分布的碳化物粒,显微组织中存在明显的蠕变裂纹,材质明显劣化(图6);爆口背面显微组织也存在一定程度的马氏体分解(图7);距离爆口约500mm的位置回火马氏体位相明显清晰(图8),分解程度轻微,同时对此处管子内壁氧化皮厚度进行测量,约为0.49mm,且氧化皮形态疏松,部分区域存在脱落的趋势(图9)。

表1 显微硬度检测结果,硬度无异常[2]
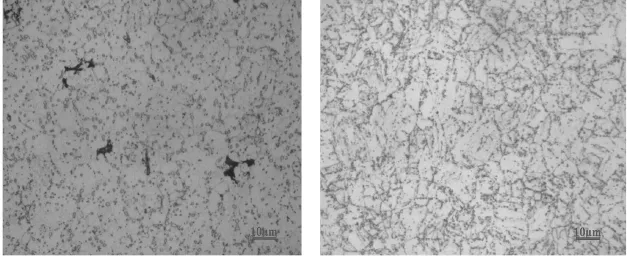
图6 爆口处显微组织1000×

图7 爆口背面显微组织1000×
3.2.2 管座失效分析:对管座局部区域焊缝进行金相检验,结果发现焊缝组织较为粗大且存在半贯穿性裂纹(图 10),原因分析为焊接过程控制不当,焊接时焊接速度及焊接线能量过大所致,可以判断焊缝中存在一定的淬硬组织,即颜色发黑的断口部分为淬硬组织存在区域,淬硬区域强度高,但塑性差,无法承受应力集中形成的局部变形,故成为裂纹萌生并扩展的区域。

图8 远离爆口显微组织1000×

图9 远离爆口管段内壁氧化皮形态100×

图10 管座焊缝处金相组织图片
4 分析结论
4.1 高温过热器进口联箱内部氧化物是造成超温的原因,管排由于长期超温运行,发生蠕变,最终导致失效爆管。
4.2 在高温过热器区域爆管导致大面积泄漏的同时,泄漏区域附近管座均存在较大的应力集中,而18-9管座断裂失效,表明此处焊缝肯定存在原始缺陷。从金相分析可知,焊缝区域金相组织粗大,存在一定的淬硬组织,而焊缝热影响区和熔合线是焊缝的薄弱处,故由此断裂。
4.3 从现场勘查,高温过热器出口集箱进口管弯管处长期超温首先爆裂,泄漏发生后引发周边大面积管子减薄泄漏,随着泄漏管排的增多,泄漏面积扩大,联箱振动幅度加剧导致在集箱接管座角焊缝处形成应力集中,由于18~9管座焊缝在原始焊接缺陷,最终导致在管座焊缝熔合线及热影响区产生裂纹而断裂失效。
5 采取的对策
5.1 加强锅炉联箱清洁度检查,利用检修机会,逐次对高温联箱进行割管检查,查找在制造、安装及检修阶段遗留异物,特别是屏过和高过联箱遗留焊渣等杂物堵塞受热面节流进气孔,使对应的受热面管子超温爆管。
5.2 加大锅炉防磨防爆检查力度,定期对高温联箱,特别是出口联箱管座进行滚动磁粉探伤,查找在制造和运行阶段,因焊接和应力原因产的裂纹,及时进行处理。
5.3 强化氧化皮治理,从检验结果上分析,T91管材氧化皮厚度已经达到剥落厚度,利用检修机会,对相应受热面出汽侧弯头进行氧化皮检测,及时进行清理。同时严格控制锅炉壁温,防止超温超压。
5.4 严格把控焊接质量,实行全过程控制,一方面防止焊接缺陷发生,另一方面防止在焊接过程中焊瘤等异物进入管道。积极推进焊接全过程管理,确保焊接质量和联箱管道清洁度。
5.5 加强制造监督检验,防止由于工期紧,而导致焊接工艺执行不到位,产生制造缺陷。
6 结论
新投产机组由于制造和安装阶段焊接工艺控制不严,联箱和管道清洁度重视不够,导致运行后异物堵塞爆管时有发生,本文主要对#1锅炉高温过热器爆管分析,充分查找原因,通过制定切实可行的措施能有效控制异物堵管长时超温爆管事故发生,确保机组能够安全稳定运行。
[1]东方锅炉(集团)有限公司.DG1900/25.4-Ⅱ3 型设计说明书[R].2005.
[2]姜求志,王金瑞.火力发电厂金属材料手册[M].北京:中国电力出版社,2000.
[3]湖南省电机工程学会编著.火力发电厂锅炉受热面失效分析与防护[M].北京:中国电力出版社,2004.
[4]电力行业标准委员会.DL/T884-2004火电厂金相检验与评定技术导则[S].2004.
