CNG车载瓶端部机械加工柔性组合机床的开发
2012-12-03姚荣庆陆国栋黄召亮
姚荣庆 陆国栋 黄召亮
1.浙江大学流体传动及控制国家重点实验室,杭州,310027
2.浙江机电职业技术学院,杭州,310053
0 引言
CNG(compressed natural gas)车载瓶用于盛装压缩天然气,是一种可重复充装的移动式高压容器,已广泛应用于能源、交通行业和航空、医疗、军事等。CNG车载瓶口的机械加工技术对高压天然气瓶具有至关重要的作用,直接影响其耐压能力和安全性[1]。我国高压天然气瓶加工技术主要从国外引进,尚无具有自主知识产权的高水平专用数控机床。质量较小的CNG车载瓶可在传统车床上经改进工艺进行加工[2],而大质量的车载瓶因其惯性大,不能仍然采用工件旋转的加工方法进行加工。高压天然气瓶的机械加工是多工序、多任务的加工,可采用工序集中的组合机床进行加工。传统的组合机床是刚性的专用机床,一般由具有独立功能的通用部件和专用部件组成,柔性不足[3]。本文针对CNG车载瓶端部机械加工柔性组合机床的开发进行探讨。
1 CNG车载瓶组合机床结构布局
CNG车载瓶瓶体由无缝钢管旋压制成,瓶口端和底部需切削加工,基本尺寸如图1所示。CNG车载瓶端部机械加工机床是一台多工序加工的柔性组合机床,一次装夹能完成车端面、外圆、孔和铣螺纹等工序的加工。机床包括机械、电气、液压、光电、数控等系统[4]。根据车载瓶端部机械加工的设计需求,抽象化设计任务,建立组合机床的功能模型如图2所示。
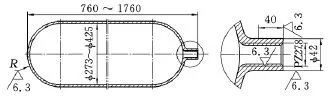
图1 CNG车载瓶零件图
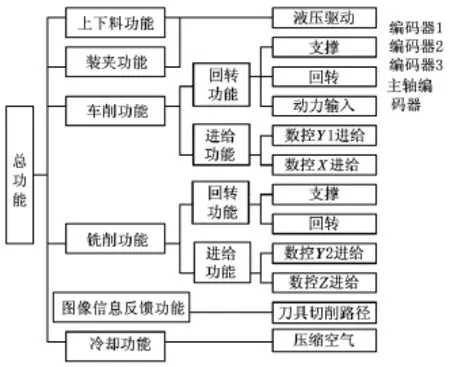
图2 CNG车载瓶组合机床功能模型
CNG车载瓶端部机械加工组合机床的主要部件由车削动力头、铣削螺纹动力头、送料架、夹料架、升料架等组成。这些部件在数控程序控制下,完成工件装夹和瓶口端部的车、铣等多工序加工任务。具体动作流程如图3所示。
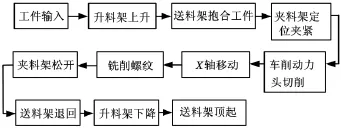
图3 CNG车载瓶组合机床动作流程图
CNG车载瓶端部机械加工柔性组合机床三维结构如图4所示。夹料架12中安装有瓶口端部定位模具,工件由送料架驱动油缸1在定位模具中定位,以尾部夹紧机构14实施夹紧,保证工件在加工过程中保持静止不动。车削动力头5由Y1主电机6驱动,X 轴伺服电机4实现径向进给,Y1伺服电机7实现轴向进给,成型刀具切削完成端部外圆、内孔和端面的加工。铣削螺纹动力头11由变频电机10驱动,由X轴伺服电机4、Y2伺服电机8和Z轴伺服电机共同实现瓶口内螺纹的旋风铣削。
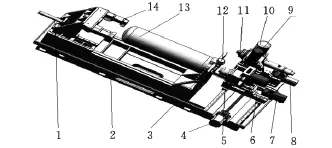
图4 CNG车载瓶组合机床三维结构图
瓶口加工时的换刀由X轴伺服电机驱动车削动力头5和铣削螺纹动力头11实现,装在两个动力头上的刀具,通过工作台移置,在数控程序中设置好对刀点,无需换刀,即可进行工序切换,与传统转塔刀架相比,大大节省了换刀时间,具体见表1[5],其中括号内为转塔刀架数据。
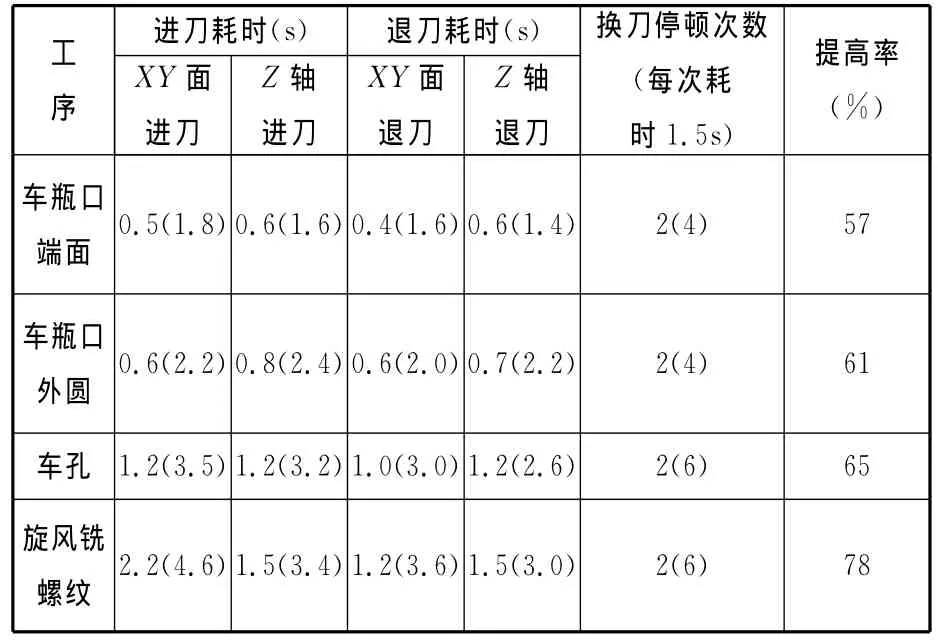
表1 移置式动力头与传统转塔刀架换刀耗时比较
按照CNG车载瓶端部机械加工柔性组合机床的功能模型,经过多次论证后确定总体方案并完成设计,最后制造成功的机床如图5所示。

图5 CNG车载瓶端部机械加工组合机床总体布局图
2 CNG车载瓶组合机床的电气液压控制系统
2.1 电气控制原理
组合机床的电气控制主要由西门子的SINUMERIK 802C数控系统和SIODRIVE 611U伺服驱动控制系统组成,分别控制X、Y、Z向进给和主电机变频器,其控制原理如图6所示。
2.2 液压控制原理
液压控制原理如图7所示。夹紧油缸回路由减压阀和机械限位式二位四通阀组合而成;推料油缸回路由减压阀和机械限位式二位四通阀组成;抬起油缸和转角油缸都分别采用一只二位四通电磁阀控制;平衡油缸回路由一只减压阀调整压力。液压控制系统在机床数控程序控制下实现了工件上下料及定位夹紧的自动化,增加了柔性,提高了效率。
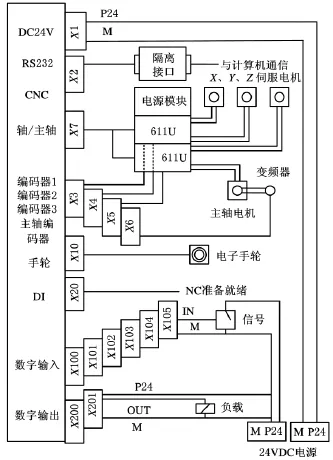
图6 电气控制原理图
3 CNG车载瓶组合机床的其他部件
3.1 具有自适应补偿缺陷的组合机床瓶底加工图像反馈系统[6]
具有自适应补偿缺陷瓶底加工图像反馈系统流程如图8所示。用CCD摄像采集瓶底图像,提取实际的外形轮廓,经图像处理适应性补偿毛坯缺陷和工件安装时产生的加工误差,将符合实际瓶底现状的相对光滑的瓶底曲线数据提供给数控系统,生成理想的刀具路径,实现了根据瓶底图像反馈的实际尺寸来控制刀具进给和调节切削用量,有效保证了钢瓶的强度和质量。图9为瓶底加工效果图。
3.2 组合机床的雾化冷却润滑
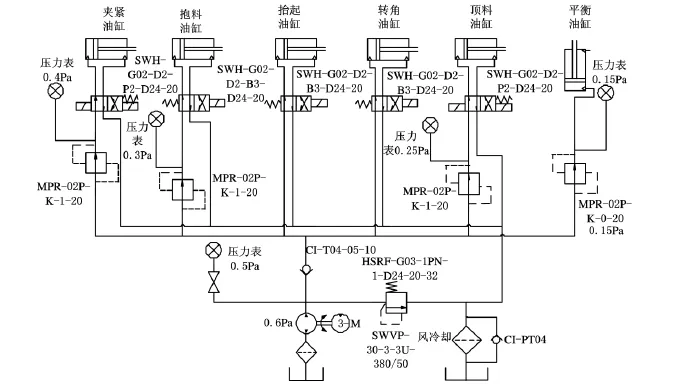
图7 组合机床液压控制原理图
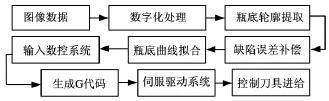
图8 具有自适应补偿缺陷的图像反馈流程
组合机床采用雾化冷却润滑的切削技术,在切削加工过程中将以水为主体的切削液用压力泵经过刀具体内置通道输送到刀头喷嘴,高速喷向切削区域。切削液在加工区附近发生汽化,雾化冷却液在切削区域迅速完成热交换,使刀具和工件获得理想的冷却效果。
表2所示为测得的雾化冷却和浇注式冷却降温情况,其中,θ1为雾化冷却方式的温度,θ2为浇注式冷却方式的温度,降温比率为雾化冷却相对于浇注式冷却的温度降低比率。从表2可以明显看出,雾化冷却具有优势,切削速度越高,效果越明显。

图9 基于图像反馈的瓶底加工效果图
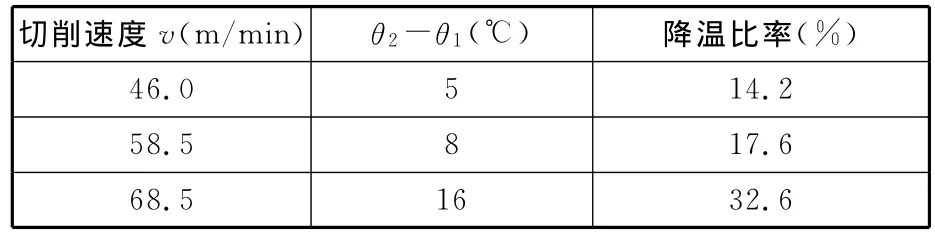
表2 雾化冷却与浇注冷却比较表
4 结论
(1)CNG车载瓶端部机械加工柔性组合机床是一个复杂的机电系统,集成采用了光、机、电和气液一体化技术,实现了操作的自动化。(2)通过程序设定和更换车削刀具和夹紧模具,可以加工不同规格的高压天然气瓶,提高了组合机床的柔性。(3)装在两个工作头上的刀具,通过工作台移置,在数控程序中设置好对刀点,不需换刀,即可进行工序切换,缩短了换刀时间。(4)将移置式数控动力头、基于图像反馈的刀具路径误差补偿、雾化冷却等关键技术应用于CNG车载瓶端部机械加工柔性组合机床设计中,获得了理想的生产效率、零件加工质量和刀具寿命。
[1]彭红涛.天然气汽车发展中存在的问题及对策研究[J].煤气与热力,2006,26(3):26-28.
[2]廖萍,周一丹,吴国庆,等.大尺寸钢管端部螺纹加工专用数控机床[J].机械设计与研究,2005,21(4):106-108.
[3]李秀敏.组合机床行业现状与发展思考[J].航空制造技术,2003(4):41-43.
[4]Jr.Lyle F F.Evaluation of the Effects of Natural Gas Contaminants on Corrosion in Compressed Natural Gas Storage Systems-phase Ⅱ [R].U.S.Southwest Research Institute,1989.
[5]黄召亮,陆国栋,王进.大尺寸CNG钢瓶口加工关键技术研究[J].机械工程师,2010(1):90-92.
[6]姚荣庆,陆国栋,王进,等.基于图像反馈的CNG车载瓶底加工刀具路径误差补偿技术[J].工程设计学报,2011,18(5):332-336.