挪威Hardanger大桥钢箱梁外侧电弧喷锌工艺设计
2012-11-30仪德强钱胜杰金树军李敏风丁祥
仪德强,钱胜杰,金树军,李敏风,丁祥
(1.上海金属腐蚀与防护技术有限公司,上海 200120;2.上海夏宁新材料科技有限公司,上海 200090;3.中国钢结构协会防火防腐分会,上海 200135)
挪威Hardanger大桥钢箱梁外侧电弧喷锌工艺设计
仪德强1,钱胜杰1,金树军2,李敏风3,*,丁祥2
(1.上海金属腐蚀与防护技术有限公司,上海 200120;2.上海夏宁新材料科技有限公司,上海 200090;3.中国钢结构协会防火防腐分会,上海 200135)
在承接挪威Hardanger大桥钢结构制作中,根据业主的要求,以电弧喷锌作为配套涂层底漆。为了适应钢结构涂装流水线以及佐敦公司的重防腐配套涂料,从钢结构缺陷处理等级、磨料拼配方案、喷砂技术条件、电弧喷锌设备及锌丝线材要求、电弧喷锌工艺参数以及喷锌层质量要求等方面对钢箱梁外侧电弧喷锌工艺进行了设计。
桥;钢箱梁;电弧喷锌;防腐
1 前言
上海振华重工集团为开拓国外钢结构桥梁制作业务,在成功完成韩国三川大桥、美国奥克兰大桥钢结构制作后,近期又承接了挪威Hardanger大桥钢结构制作业务。业主对大桥钢结构的制作,特别是涂装工艺提出了较高的要求──采用电弧喷锌作为配套涂层的底漆。因此,电弧喷锌成为涂装工艺的关键,直接关系到大桥的制造质量和企业成本控制。为此,特进行电弧喷锌的工艺设计,使之适应振华重工长兴基地涂装流水线和适应Jotun(佐敦)公司的重防腐配套涂料。
2 钢箱梁外侧涂层配套方案
根据大桥设计方的规定,大桥的钢结构有热浸镀锌、电弧喷锌、重防腐涂料涂装等三大类防腐方法。表1为钢箱梁外侧涂层配套方案。
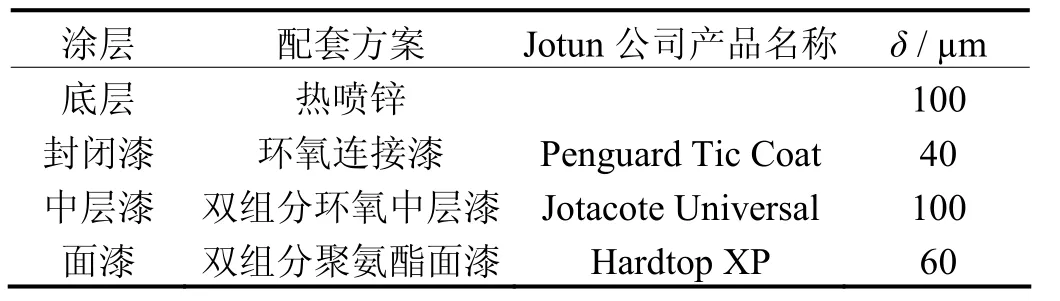
表1 钢箱梁外侧涂层配套方案Table 1 Supporting scheme of coating for outer steel box girder
对照ISO 14713:1999《钢铁结构耐腐蚀防护 锌和铝覆盖层 指南》(Protection against corrosion of iron and steel in structures—Zinc and aluminium coatings—Guidelines)标准(见表2)和ISO 2063:2005《热喷涂 金属和其他无机涂层 锌、铝及其合金》(Thermal spraying—Metallic and other inorganic coatings—Zinc, aluminum and their alloys)标准(见表3),上述配套涂层均有大于20 a的使用寿命。我国GB/T 9793–1997《金属和其他无机覆盖层 热喷涂 锌、铝及其合金》标准等效采用ISO 2063:2005标准。
3 工艺流程设计
根据振华港机长兴基地涂装流水线的实际和电弧喷锌工艺特点,制定正确的涂装施工是保证涂层质量的关键。近年来,由于个别涂装工程队擅自改变工艺流程,偷工减料,多次发生涂装质量事故,教训深刻。振华港机涂装研究所抓住几个重要的工艺环节,在工时和工位场地的安排上保证电弧喷锌工艺的顺利进行。其中,钢箱梁外表面涂装工艺流程设计如下:钢材─表面预处理:抛丸、喷车间底漆─焊接成型─表面清理、结构处理─检查清理(不合格则返工)─喷砂除锈─吸尘除尘─检查清洁度、粗糙度(不合格则返工)─焊缝处贴胶带─电弧喷锌─检查质量、厚度等(不合格则返工)─喷涂环氧封闭漆─预涂、喷涂环氧云铁中间漆─检查外观、厚度(不合格则返工)─预涂、喷涂聚氨酯面漆─检查外观、膜厚及附着力(不合格则返工)─养护。

表2 ISO 14713:1999热喷涂防腐蚀涂层体系Table 2 Corrosion protective thermal-sprayed coating systems recommended by ISO 14713:1999
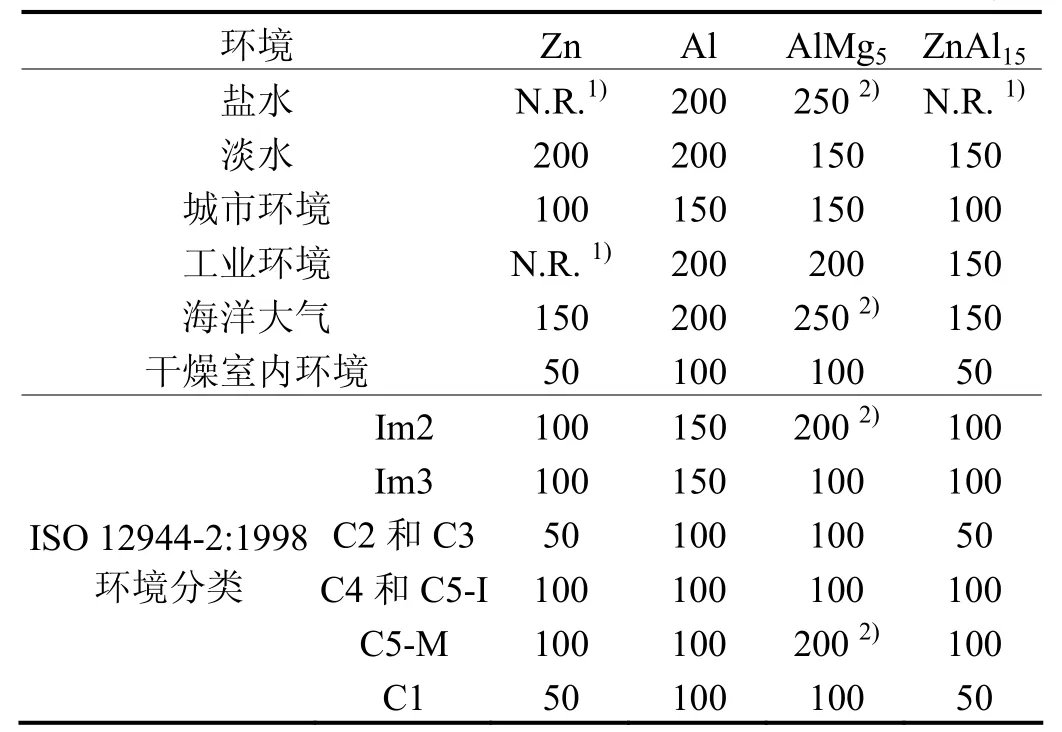
表3 ISO 2063:2005对不同使用环境推荐的最小涂层厚度Table 3 Minimal coating thicknesses recommend by ISO 2063:2005 for different application environments (µm)
3. 1 表面处理
在挪威Hardanger大桥的技术标书中明确规定,电弧喷锌前钢箱梁外侧必须经过机械喷砂等处理,表面处理的质量等级要求为:清洁度达到ISO 8501 Sa3级,粗糙度Rz70 ~ 100 μm;钢材表面氯离子含量不得大于20 mg/m2。要求十分高。因此,在表面处理中须抓住下面的工艺环节:
(1) 喷砂前表面缺陷处理。按美国标准ASTM A6“热轧钢结构钢板、型钢、钢板柱等通用技术条件”和国标GB/T 14977–1994《热轧钢板表面质量的一般要求》调查钢材表面缺陷(指钢材表面结疤、裂纹、拉裂、折叠、夹质、压入的氧化皮等)的种类及影响面积,同时按规定提出修正要求等。
(2) 去油脂及高压水清洗。按ISO 12944-4的标准要求,采用合适的清洗剂和溶剂去除钢材表面油脂等污染物。所有钢材表面须用高压水清洗,水枪的压力范围为34 ~ 70 MPa,以便去除钢材表面的溶剂、氯化物、焊烟、灰尘等污物。
(3) 钢结构表面缺陷的处理。ISO 8501-3“焊缝、切割边和其他表面缺陷的处理等级”和ISO 12944-2规定的钢结构暴露的腐蚀环境有一定的联系,当处理级别为P1,则对应的ISO 12944-2腐蚀等级为C1和C2,同理,P2对应C3和C4,P3对应C5-I和C5-M。
ISO 8501-3标准中对于钢材表面的处理级别适用涂料施工的共分3个等级,即:P1(轻微的处理)──涂漆前需要考虑的最小处理;P2(彻底的处理)──涂漆的大多数表面缺陷要修正和进行表面处理;P3(非常彻底的处理)──没有可见的表面缺陷。
Hardanger大桥处于C4腐蚀环境,钢结构缺陷处理级别必须达到P2级以上。
(4) 磨料。上海振华重工长兴基地设置有专门的喷砂房,规定均采用合金(轴承)钢砂,并统一采购以保证质量,使金属磨料能够循环使用。开工初期采用磨料的拼配方案见表4。

表4 磨料拼配方案Table 4 Combination scheme for abrasives
正常投产后,随着棱角钢砂变圆,单独添加 G40级合金钢砂,添加频率视状况而定。合金棱角钢砂的化学成分如下:C 0.8% ~ 1.2%,Si 0.15% ~ 1.20%,Mn 0.2% ~ 1.2%,Cr 0.6% ~ 1.6%,S ≤0.05%,P ≤0.05%。合金钢砂的物理特性见表5。
金属磨料必须清洁、干燥、无油、无杂物,符合SSPC AB-1和AB-3标准要求,磨料的导电率不高于250 μS/cm。金属磨料的供应商必须提供磨料化学成分、硬度、颗粒度分析等系列检验报告以及符合环保要求的相关证书。在进货时,需要对磨料抽样检查,以确保磨料质量。
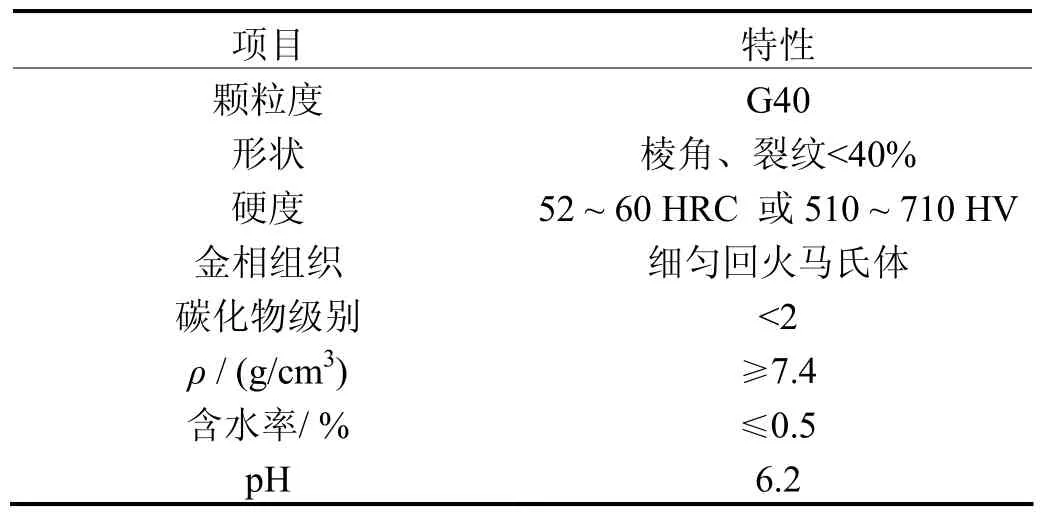
表5 合金钢砂的物理特性Table 5 Physical performance of alloy steel grit
(5) 喷砂。为保证金属外侧表面处理质量,需做到下列工艺条件:空气压缩机中安装油水分离器,按ASTM D 4285标准,将压缩空气中含水、含油率控制在允许范围内;保证空气压力在0.55 ~ 0.75 MPa范围内。因空气压力相差0.01 MPa,喷砂效率相应变化2.4%。
喷砂的其他技术条件见表6。

表6 喷砂技术条件Table 6 Technological conditions of sandblasting
3. 2 电弧喷锌工艺
3. 2. 1 原理
电弧喷涂是我国最重要的热喷涂方法,国内有40%钢结构桥梁采用此法。在原理上,它是利用电能转变成热能来提供喷锌中的热源。
在丝材电弧喷涂设备的电弧喷涂工艺过程中,两根金属丝加有18 ~ 40 V的直流电压,并带有不同的极性,彼此绝缘,被送丝机送进。这两根金属丝是同种金属,在喷涂枪的前端,两根金属丝相遇发生短路,引燃产生电弧。电弧使两根金属丝尖端熔化,施加到电弧后面的强大的压缩空气雾化气流使熔化的金属熔滴充分雾化,并加速喷射到工件表面形成涂层。电弧喷涂系统示意图见图1。
3. 2. 2 电弧喷锌的设备
在挪威Hardanger大桥的电弧喷锌工艺中,施工单位采用浙江星塔科技设备材料公司生产的喷锌设备。相关技术参数如下:输入电压380 V、三相,输出电压 27 ~ 40 V,输出电流 100 ~ 400 A,送丝速度2 ~ 6 m/min,空气压力0.55 ~ 0.70 MPa,丝材直径2 ~3 mm,喷涂生产率(以锌计)30 ~ 50 kg/h。DXT-推拉式电弧喷涂机如图2所示。
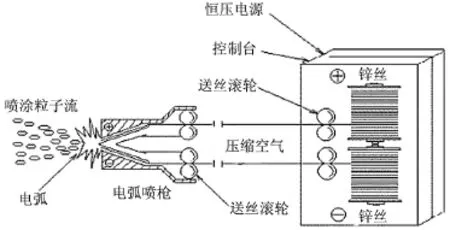
图1 双丝电弧喷涂原理示意图Figure 1 Schematic diagram showing the principle of twin wire arc spraying

图2 DXT-推拉式电弧喷涂机照片Figure 2 Photo of DXT push/pull-type arc spraying machine
在大桥涂装工艺设计中,锌丝的技术要求均套用中国国标,其纯度为 99.99%,检测标准依据 GB/T 9793–1997《金属和其他无机覆盖层 热喷涂 锌、铝及其合金》及GB/T 470–1997《锌锭》。由供货单位提供锌丝纯度和化学成分检测报告。
3. 2. 3 对锌丝线材的要求
(1) 系锌实心线材,丝材表面光滑,无氧化、无油脂和其他污垢。
(2) 锌丝直径2.0 ~ 3.0 mm。
(3) 不允许有较严重的表面缺陷,线材盘绕不允许有扭弯。
(4) 喷涂作业时锌丝离地,作业后重新覆盖好,保持清洁。
3. 2. 4 环境与条件
(1) 待喷钢材表面温度必须高于露点温度3 °C。
(2) 空气相对湿度必须小于85%。
(3) 在相对湿度<85%时,喷砂后4 h内进行电弧喷锌;若相对湿度增大时,应缩短喷砂和电弧喷锌的时间间隔。
(4) 风速小于10 m/s。
3. 2. 5 电弧喷锌工艺参数
在电弧喷涂设备正常工作的前提下,严格按照电弧喷涂工艺参数操作。电弧喷锌工艺参数见表7。
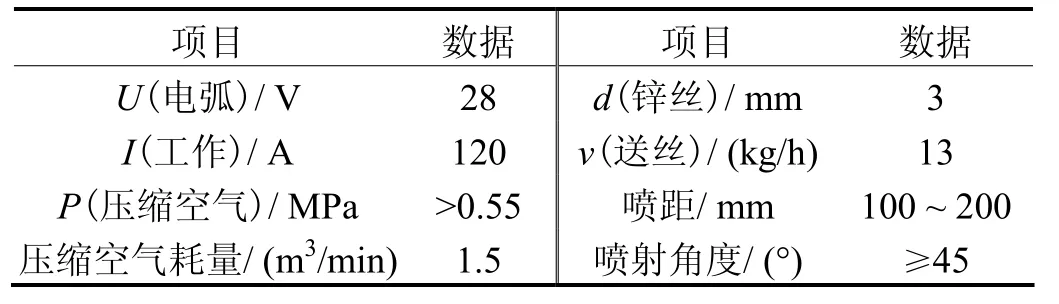
表7 电弧喷锌工艺参数Table 7 Arc zinc spraying process parameters
3. 2. 6 电弧喷锌层质量要求
(1) 外观质量:平整、色泽均匀,锌层的粗粒直径不超过1.1 mm,高度不超过喷涂层的0.6 mm。
(2) 涂层孔隙率<7%。
(3) 涂层硬度不小于35 HRC。
(4) 附着力:按ISO 4626标准,用气压或液压式拉拔仪拉伸法测试附着力,要求至少达到3.5 MPa。
(5) 锌层厚度达到100 μm,按ISO 2063:2005或GB/T 11374–1989标准要求进行测量和判断。
3. 2. 7 封闭
由于电弧喷锌层具有孔隙,必须对涂层进行封闭处理,使锌层与重防腐涂料形成的复合涂层具有物理屏蔽和阴极保护的联合作用,使耐腐蚀性能倍增。封闭处理要求如下:
(1) 按大桥设计和业主规定,采用专用佐敦环氧连接漆。该漆具有良好的渗透性和润湿性。
(2) 封闭涂料建议采用无气喷涂法,干膜厚度不超过40 μm。
(3) 电弧喷锌后,应尽快对金属涂层进行封闭处理,避免锌层表面污染和氧化。
4 结语
在挪威Hardanger大桥钢结构的制作中,电弧喷锌作为配套涂层的底漆,其工艺设计关系到大桥的制造质量和企业的成本控制。为了适应振华重工长兴基地的涂装流水线及 Jotun公司的重防腐配套涂料而设计的上述电弧喷锌方案,有大于20 a的使用寿命,符合业主要求。
Design of zinc arc-spraying process for outer steel box girder of Hardanger Bridge in Norway //
YI De-qiang, QIAN Sheng-jie, JIN Shu-jun, LI Min-feng*, DING Xiang
Based on the requirement of proprietor, arc zinc spray coating was used as a primer during the manufacturing of the Norwegian Hardanger bridge’s steel structure. In order to adapt the steel structure coating flow line and Jotun’s heavy corrosion protection accessory coating, the arc zinc spraying process of outer steel box girder was designed from aspects of pretreatment grade of defects in steel structure, composition for abrasives, sandblasting process conditions, arc zinc spraying equipment, zinc wire requirement, arc zinc spraying process parameters, quality requirement of arc sprayed zinc coating, etc.
bridge; steel box girder; arc zinc spraying; corrosion protection
Shanghai Corrosion amp; Protection Center of Metals, Shanghai 200120, China
TQ639
A
1004 – 227X (2012) 08 – 0069 – 04
2012–03–30
2012–05–03
仪德强(1978–),男,山东人,大学毕业,工程师,副总工,研究方向为涂装与电化学防护。
李敏风,高级工程师,(E-mail) li-minfeng@163.com。
[ 编辑:韦凤仙 ]
