车架焊道防腐处理的改进
2012-11-30曹晓根高静
曹晓根,高静
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
车架焊道防腐处理的改进
曹晓根*,高静
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
在汽车上市两年后的质检中发现,其车架焊道发生腐蚀。腐蚀的原因是焊接过程中产生了Fe、Si、Mn等氧化物,而该氧化物不导电,使其电泳时表面无电泳漆。对车架焊道防腐处理工艺的改进方案进行了讨论,确定了将保护气由单一的CO2改为80% Ar + 20% CO2混合保护气的方案,并对恶劣环境使用的汽车采用底盘装甲的方案。改进后,焊道表面的氧化结晶体大幅度减少,防腐能力增强,产品质量优于同类合资品牌。
车架;焊道;防腐;保护气;底盘装甲
1 前言
重卡、皮卡、部分SUV(Sports Utility Vehicle,即运动型多功能车)等汽车车身往往采用非承载车身结构,其车身与车架独立。车架作为车身的重要组成部分对整车的作用不言而喻,其对承载系统的平均抗扭刚度的贡献率模拟计算在31.5%左右[1]。车架防腐主要是保护车架以防锈蚀甚至锈穿。它不仅能提高车身的外观质量,而且是整车保持持续安全性能的有效保证。为了保证车架的耐腐蚀性,目前大多采用涂层防腐的方式。然而焊道由于其特殊性,防腐效果远不及车架基材。本文结合某车架车间的实际情况,分析可能采用的防腐措施。
2 存在的问题及原因
本公司车架车间担负A、B系列车型的车架生产,产能设计为10万台/a,自2005年量产后一直负责公司的车架生产。车架车间设有冲压、焊接、涂装等主要工艺。其中,焊接有3条生产线(最快节拍为5 min),涂装有1条生产线(每挂3个或4个车架,节拍5 min)。在设计之初,依据我国汽车行业标准 QC/T 484–1999《汽车油漆涂层》的规定,涂层代号为TQ4的车架、车轮挡泥板组属优质防腐蚀涂层,其涂层厚度不能低于20 μm,耐中性盐雾不得低于500 h。公司结合自身的产品定位,采用防腐能力较好的阴极电泳漆。车架的主要材料是热轧碳素钢板以及相近材质的ER50-6焊丝形成的焊道。焊接时采用自动送丝,用CO2作为保护气。通过划格试验证明电泳漆(含磷化)与钢板及焊道均具有良好的附着,工件的耐中性盐雾时间按 ASTM B117–2007标准(单向扩蚀2 mm)也达到800 h以上,通过实验室及工件的相应实验验证合格后进行量产。
量产后约两年,在对市场上的车辆进行例行抽样质检时发现,部分车架焊道表面出现局部锈蚀,严重的锈蚀深度约0.2 mm。与市场上其他公司同期车型进行对比,发现类似问题普遍存在,但锈蚀程度差异较大,严重的锈蚀深度接近0.5 mm。尽管与市场上其他公司的产品相比,本公司车架的锈蚀更轻,但考虑到公司未来的发展,须对此问题进行改进。
通过对工件进行试验验证,确认其耐盐雾性能并无问题,为何却在使用两年后出现锈蚀,并且锈蚀部位全部集中在焊道上?检查发现,车架经焊接后,焊道上有黄色的结晶物,而且黄色结晶物存在的面积与实际锈蚀的大小比较接近。经检测,该黄色结晶物的成分为Fe、Si、Mn等元素的氧化物。由于其不导电,故在电泳时表面无电泳漆。若在焊接前涂抹防溅剂,结晶的大小和数量稍稍减小,但总面积减少不超过20%;调整CO2的流量,结晶面无明显变化。
3 改进方案
3. 1 改进目标
通过与进口的部分品牌高端皮卡进行对比发现,其焊道表面同样存在黄色结晶物,但面积要小得多。为此,将黄色结晶物确定为标杆,根据产品定位,拟将目标确定为单个黄色晶体面积不超过0.15 cm2;长度为1 m的焊道,面积超过0.1 cm2的黄色晶体数量不超过 2个。考虑到对黄色晶体表面进行保护同样可保证耐腐蚀性能,故增加平行目标,焊道处抗石击性能不低于其他电泳部位(试板电泳膜厚为20 μm)。
3. 2 改进方案对比
用 TRIZ(Theory of the Solution of Inventive Problems,即发明问题的解决理论)进行分析,结合目前的技术状况,找出 9种解决方案,从施工条件、投入及优缺点等方面进行分析,结果见表1。

表1 解决焊道腐蚀问题可选方案对比Table 1 Comparison between the optional schemes for solution of weld bead corrosion problem
3. 3 改进方案的确定
由表1可见,方案3和方案4效果不佳且造成环境污染,排除;方案5与方案1对比,在质量上无优势,排除;方案8与方案7相比,仅在再涂性上有优势,而该车架无须再涂面漆,考虑成本因素,排除;方案1、2、7互斥,排除效果较差的方案1,而方案7需要较大面积的晾干区,实际场地实现困难,改造成本高,排除。因此,剩余的方案有2、6和9。方案6可达到改进目标,且实现容易,增加的费用也可接受,故可选。但该方案在解决问题方面并不完美,如在泛欧或北美一些冬季撒盐的地区会加重车辆的腐蚀,因此需要针对特定地区考虑采用方案2或方案9。由于方案 9的工艺性较差,涉及车辆相对较少,且需要对场地进行改造,故可采用外包方式,在车辆完成后交由外协厂进行施工。
3. 4 混合保护气的更换
在保证最初改进目标的前提下,方案 6的实现相对容易,其减少了焊道表面氧化物颗粒,使焊道的防腐性能有明显改善,且在改进焊道防腐的前提下单个车架成本控制最低,能明显减少环境污染。以方案 6对小样进行对比试验,焊接后的照片见图1。可以看到,将混合保护气由CO2改为80% Ar + 20% CO2后,黄色结晶的面积大幅度减小。
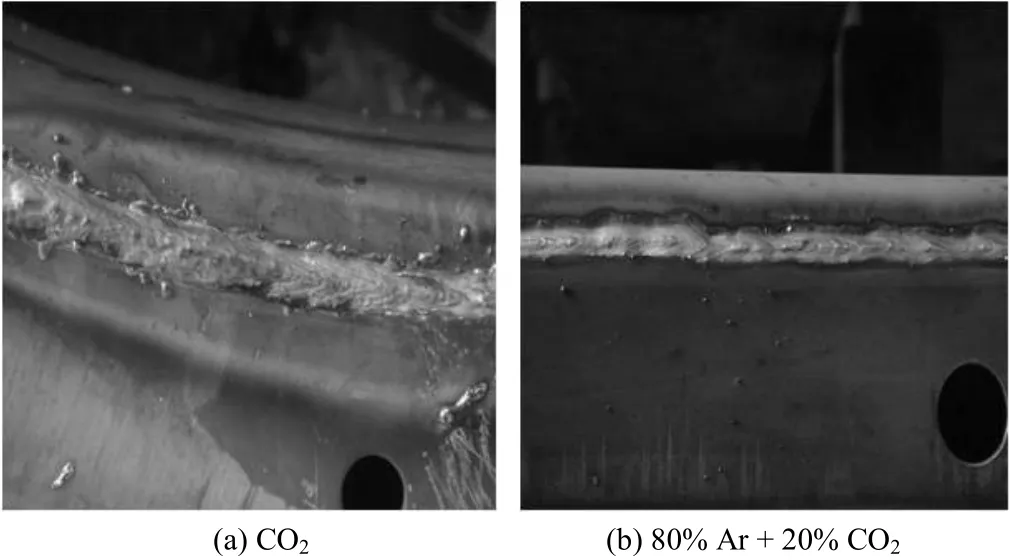
图1 使用混合保护气前后焊接效果对比Figure 1 Comparison between weld effect before and after use of mixed shielding gas
4 实施效果
2008年,将保护气由CO2改为80% Ar + 20% CO2的混合气体后发现,现场施工工艺能满足质量要求。首批车架入市1 a、2 a和3 a后,对其分别进行了抽样检查,结果单点表面腐蚀面积不超过0.1 cm2,深度不超过0.1 mm,腐蚀情况明显优于换气前的产品。采用底盘装甲的产品,表面未出现锈蚀,质量优于同类合资品牌产品。至此,车架焊道的防腐处理改进基本完成。
5 结语
车架是车身的重要组成部分,其承受来自车上和地面上的各种静、动载荷,支撑连接汽车的各零部件及总成,所以是防腐的关键部件。具有高防腐性能的车架增强了整车在汽车市场上竞争力。因此,从公司前景出发,质量从细节着手,就可以在同等水平的系列车型上以细节赢得成功。
[1] 梁晨, 何宁宁, 姚俊贤, 等. 非承载式车身对整车刚度贡献率研究[J].机械强度, 2009, 31 (6): 887-891.
[2] 王晨光. 金属表面抛丸处理技术在铁路车辆转向架检修中的应用[J].铁道机车车辆, 2002 (3): 54-55.
[3] 刘新林. 底盘装甲──汽车底盘的保护神[J]. 汽车维修与保养, 2006 (2): 74-75.
Improvement of corrosion protective treatment of vehicle frame weld bead //
CAO Xiao-gen*, GAO Jing
It was found that the vehicle frame weld bead was corroded during quality inspection after automobile listing for two years. The cause for corrosion was that nonconductive oxides of Fe, Si and Mn were produced during welding, leading to the absence of electrophoretic coatings on their surface. In the paper, the improvement scheme of corrosion protective treatment process of vehicle frame weld beat was discussed and ascertained as follows: replacement of single gas CO2with mixed shielding gases (80% Ar + 20% CO2) and use of armor for the chassis of automobile used in harsh environment. After improvement, the amount of oxide crystals on the surface of weld bead are decreased greatly, improving the corrosion protection performance. The products have better quality than the similar ones of joint venture brands.
vehicle frame; weld bead; corrosion protection; shielding gas; armored chassis
Hebei Province Automobile Engineering Technology Research Center, Technological Center of Changcheng Automobile Co., Ltd., Baoding 071000, China
TG178
A
1004 – 227X (2012) 08 – 0040 – 03
2012–03–05
2012–03–15
曹晓根(1978–),男,河北人,专科,长城公司副高级工程师,已发表论文10余篇,研究方向为汽车涂装。
作者联系方式:(E-mail) caoxiaogen@gwm.cn。
[ 编辑:韦凤仙 ]
