钢铜熔敷焊接振动时效技术的研究与应用
2012-11-14李胜鑫
李胜鑫
(河南北方红阳工业集团有限公司,河南 南阳 474678)
钢铜熔敷焊接振动时效技术的研究与应用
李胜鑫
(河南北方红阳工业集团有限公司,河南 南阳 474678)
结合北方红阳工业集团有限公司的生产实际情况,从节能降耗和降低生产成本的前提出发。分析采用感应加热方式使预置在钢基体上的铜环整体熔化并与钢基体发生冶金结合,而钢基体不熔化的铜钢感应熔敷焊接方法进行加工的产品,因为加热不均匀等因素产生残余应力从而造成后期工件加工薄壁后产生变形,影响了工件的尺寸稳定性,无法满足产品的设计要求。于是采用振动时效技术替代热时效,经过多次的实际应用解决了工件内部加工应力的问题,使工件不再变形,提高了工件的尺寸稳定性,满足了产品加工和装配要求,提高了生产效率,并达到节能减排的效果。
铜钢;熔敷焊接;感应加热;振动时效
0 前言
河南北方红阳工业集团有限公司的产品采用铜钢熔敷焊接的方式进行加工。感应熔敷焊接是利用感应加热方式使预置在钢基体上的铜环整体熔化并与钢基体发生冶金结合,而钢基体不熔化的一种焊接方法。它既不同于熔化堆焊,也不同于钎焊;它既有熔化焊的结合性质,又具有焊接温度低的特点,实现了无熔深熔焊[1]。在实际生产过程中不可避免的会产生因加热不均匀导致工件内部产生残余应力,同时在加工钢基体薄壁件时,会导致工件椭圆变形,影响工件的尺寸稳定性,造成后期装配不能实现。但因为产品加工工艺的安排,不能采用热时效。于是采用振动时效技术进行试验,它能够避免金属零件在热时效过程中产生翘曲变形和硬度降低等缺陷,比热时效更能提高工件的尺寸稳定性[2]。经过多次的实际应用验证,不仅完全满足了产品的设计要求,还能节约成本、节能减排。
1 振动时效机理与特点
从宏观角度分析,振动时效可视为以循环载荷的形式对工件施加附加应力。当受到振动时,施加于零件上的交变动应力与零件中的残余应力叠加,当叠加达到一定程度后,在应力集中严重的部位就会超过材料的屈服极限从而发生塑性变形,塑变降低了该处残余应力峰值,提高了构件尺寸的稳定性,并强化了金属基体。
从微观角度分析,振动时效过程实质上是金属材料内部晶体位错运动、增殖、塞积和缠结的过程。由于金属材料存在位错,在构件内部产生的交变动应力与内部的残余应力相互叠加,在应力较高的区域,会产生位错滑移,出现微小塑性变形。振动能的输入提高了构件内部晶体的动能,当外界对构件施加的周期性循环应力大于位错移动所必需的能量时,材料内部出现位错移动,加快了畸变晶格向平衡位置的恢复速度,引起位错密度和位错点增加,使位错塞积,造成位错移动受阻,从而强化了基体,提高了构件抗微小变形能力,使构件的尺寸精度趋于稳定[3]。
2 测试试样制备
钢基体的材料为35CrMnSiA,铜环的材料为T2 (退火态)。钢基体材料从进厂金属棒料经冲压成型退火后,经过粗加工的毛坯材料,检验合格。同样,铜环又经过验收合格铜材加工成型。利用工装夹具将所要焊接的位置定好位,再放入绝缘套圈,在绝缘套圈中放入铜环,然后加入保护焊剂,最后将感应线圈套在绝缘套圈的外面,利用感应熔敷焊接生产设备进行加热焊接。焊接加工后的毛坯如图1所示。然后对毛坯进行半精车机加工至振动时效前试样。试样分5组,每组共10件如图2所示。
3 振动时效参数选择
振动时效设备采用成都海讯高智慧振动消除应力专家系统,激振器型号为VA2508型永磁直流电机,额定输出功率2 200 W,额定转速8 000 r/min,激振力0~25 kN。
3.1 振点和支撑点选择
当对工件进行振动时,其振动值最大处称为波峰,最小处称为波节。激振器夹持在波峰处,支撑点选在波节处,传感器则应放在另一波峰处[4]。波峰的查找可采用撒沙法。结合实际生产需要(见图3),激振器安装在振动平台振动的波峰处,这样激振器能以最小能量激发试样产生较大振动。平板尺寸长宽比为(2.5~3):1;激振器放置沿平板宽度方向的中心线上;平板的支承位置尽可能选在振动的节线处,支承物采用专用橡胶垫等弹性物体;传感器放置在平板另一波峰处有利于振动信号的拾取或直接放置在试样上;试样应沿长度方向尽量靠边安放,并夹紧固定。

图1 感应熔敷焊接原理和焊件Fig.1 Sketch of induction heat re-melt deposit welding and weldment
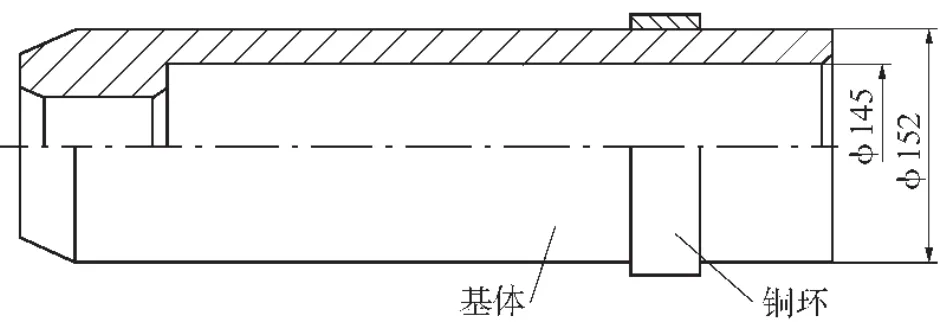
图2 试样Fig.2 Sample sketch

图3 安装Fig.3 Installation sketch
3.2 激振力确定
激振力的大小是通过工件承受动应力值大小来衡量的,是振动时效工艺的一个决定性参数,直接影响振动时效的效果。构件振动的动应力来自于激振装置的激振力。对于机械式激振装置来说,激振力就是偏心轮旋转产生的离心力F
F=mrω2sin(ωt)
式中 m为偏心轮质量;r为偏心轮偏心距;ω为角速度[5]。但是,动应力必须要小于材料的疲劳极限。根据JB/T5926-1998[6],动应力也可按如下经验公式确定σd=(1/3~2/3)σ工作应力,或用应变测试技术获得工件工作状态下的最大应力。经过试验,激振器偏心调至约50%,加速度控制为10~80 m/s2。一般情况下,工作电流控制在5 A以下,为2~4 A,若低于2 A,则增大激振器的偏心;若电流为4~5 A及以上,可调小激振器的偏心。
3.3 振动频率选择
激振频率的选择与试样本身形状、质量、材质和刚性等因素有关。振动时效设备可在一定的频率范围内扫频测出数个共振频率,一般在亚共振区内选择主振峰峰值的1/3~2/3所对应的频率为主振频率。不会对工件造成疲劳损伤,还会提高工件疲劳寿命[7]。在此利用振动消除应力专家系统采用标准模式自动选出5个峰值频率,自动进行时效处理。
3.4 振动时间确定
在振动时效过程中,随着残余应力的降低和均化,试样的固有频率及由试样振动而显示出的振幅、动应力等均随之发生变化,振动时效时间可以由这些参数的变化情况来确定。在此将时间设定为10 min、8 min、8 min、8 min、6 min进行时效处理。
4 振动时效过程和结果
振动时效参数选择准备完成后,利用振动消除应力专家系统自动进行时效处理,其中一组振动时效的加速度和时间曲线效果图和数据如图4和表1所示。振动时效后,将试样在车床上精加工成壁厚2.5 mm、内径145±0.05 mm的管状工件,该组试样实测尺寸如表2所示。
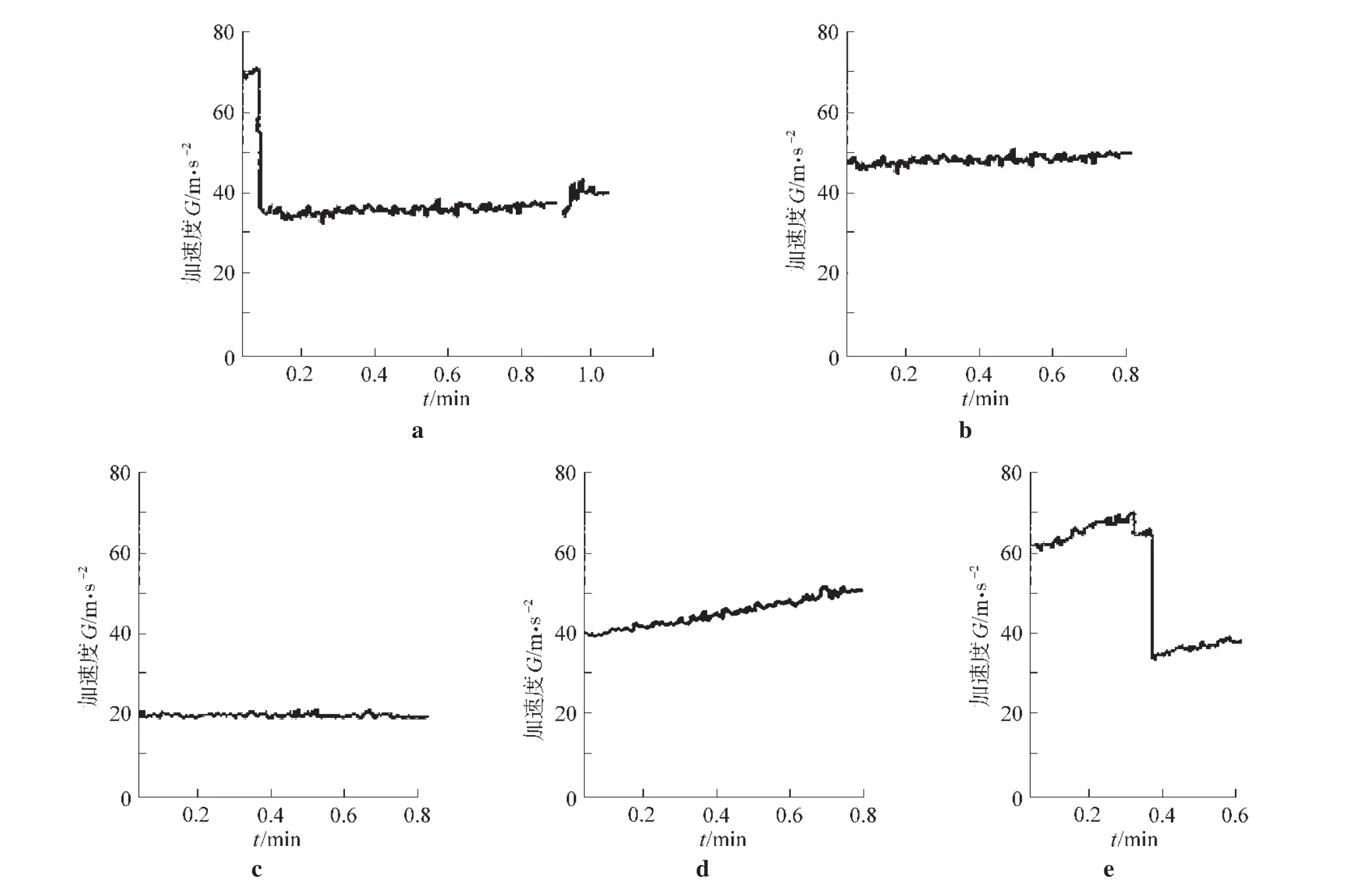
图4 曲线效果Fig.4 Curve sketch
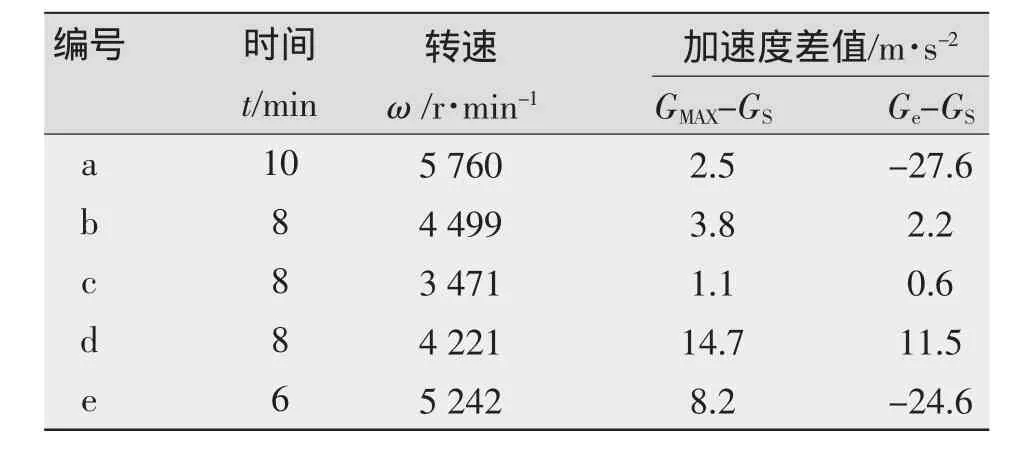
表1 振动时效数据Tab.1 Data of VSR

表2 工件实际测量尺寸Tab.2 Measured data of part
5 试验结果和分析
(1)从图4c可知振动加速度趋向平衡;由图4d可知,当σ动应力-σ残余应力→ma加速度>0时,试样内部残余应力小,此时曲线向上至趋向平衡,反之,曲线向下。总之,从曲线判断试样内部应力应趋向平衡。
(2)从试样内径实际测量数据分析可以看出,振动时效后试样上下偏差均在设计尺寸范围内,完全满足要求。也就是说,保证了尺寸稳定性,后续无论怎样加工,试样都不会有变形,满足尺寸设计要求。
6 结论
(1)对于铜钢熔敷焊接后加工成薄壁工件,振动时效技术完全能够满足产品尺寸设计要求。
(2)振动时效技术具有提高工件抗变形和降低或均化工件内部残余应力的能力,有效地提高工件的尺寸稳定性。
[1]徐越兰,余 进,王建平,等.铜钢熔敷焊工艺方法分析研究[J].南京理工大学学报,2002,26(4):401-403.
[2]王秀兰.振动时效工艺的应用[J].金属热处理,1990(5):45-47.
[3]张德芬,尹成江.振动时效效果及机理的综述[J].抚顺石油学院学报,2000,20(1):48-51.
[4]朱世根,刘 峰,顾伟生,等.振动时效的应用[J].焊接技术,2002,31(6):25-27.
[5]李庆本.振动时效的振动力学分析[J].焊接学报,2000,21 (1):25-28.
[6]JB/T5926-1998,振动时效工艺参数选择及技术要求[S].
[7]王 炜.振动时效的理论分析及其应用[J].机械工程与自动化,2004(1):41-43.
Research and application of VSR in copper and steel re-melt deposit welding
LI Sheng-xin
(He'nan North Hongyang Industries Group Co.,Ltd.,Nanyang 474678,China)
Combing with my company production practice,and costing the energy consumption and the production cost,this paper analyzes that processing products by re-melt deposit welding of using induction heating way that makes overall melted copper ring in steel substrate and steel happens metallurgical combination,and steel base don't be melt because of asymmetrical heating and other factors,and produce the residual stress.Affect dimension stability of work piece,and the processing cannot satisfy the design of the product requirements after machining the thin-walled work piece and cause the deformation.Using of VSR substitute for thermal aging,solves the problem of internal processing stress,and makes the work piece no deformation,improves the dimension stability,meets product requirements of processing and assembly,and improves the production efficiency,achieves the effect of energy saving and emission reduction by many practical applications.
copper and steel;re-melt deposit welding;induction heating;VSR
TG156.92
A
1001-2303(2012)04-00103-04
2011-11-16
李胜鑫(1976—),男,河南南阳人,工程师,学士,主要从事热加工工艺的研究工作。
