加Ti箔中间层的钼-钼扩散焊接
2012-11-14何毅,浩明
何 毅,浩 明
(南京三乐电子信息产业集团有限公司,江苏 南京 211800)
加Ti箔中间层的钼-钼扩散焊接
何 毅,浩 明
(南京三乐电子信息产业集团有限公司,江苏 南京 211800)
在1 000℃、10 MPa、60 min的工艺条件下,添加5 μ m的Ti箔作为中间层材料,进行钼-钼基体之间的真空扩散焊接。利用扫描电镜(SEM)观察接头界面形貌,并利用其自带的X射线能谱仪对界面元素扩散情况和中间层区域的元素成分进行测试和分析。结果表明,添加Ti箔作中间层实现钼-钼真空扩散焊接时,Ti原子和Mo原子能够实现良好的扩散,界面区域均为Mo-Ti固溶体,界面焊合率100%。
真空扩散焊;Ti箔;中间层;Mo-Ti界面
0 前言
钼为银白色金属,具有良好的导热、导电性,热膨胀系数低、蒸汽压低,成为电子电力设备制造业、金属材料加工业、玻璃制造业、高温炉件结构部件制造、航空航天和国防工业应用的重要材料[1]。加之钼对熔融玻璃、熔盐和熔融金属防腐性较高,而被大量用作高温电炉的发热材料和结构材料、真空管的大型电极和栅极、半导体及电光源材料[2-3]。随着金属钼应用的日益广泛,且结构器件中形状复杂,钼与钼金属基体间的有效连接不仅具有学术价值,更为金属钼的进一步应用开辟了切实可行的道路。
扩散连接是将焊件置于真空或者保护气氛中,在压力和温度的同时作用下,使焊接表面微观凸起处产生塑性变形而达到紧密接触,再通过原子扩散形成整体的牢固连接的焊接方法[4-6]。由于钼金属本身熔点相对较高,因此要对钼基体进行真空扩散焊接必然需要较高的焊接温度,这对焊接结构件是非常不利的。想要在较低温度下通过原子扩散实现焊接,通常会添加熔点相对较低的中间层金属,借助中间层金属和基体金属的扩散来实现连接。孙兵兵等人[7]以Ni或Ti箔为中间层,采用真空扩散焊对Mo与Al进行了连接。以Ni为中间层时,先在900℃进行Mo-Ni连接,然后在550℃进行Mo/Ni与Al连接,可获得最佳连接强度;在以Ti为中间层材料时,直接扩散焊接Mo-Al箔材,焊合率达到100%。李鹏等人[8]利用Ag-Cu-Ti活性钎料进行钼和石墨的真空钎焊,结果表明,Ag-Cu-Ti钎料与两侧钼和石墨基体均形成了良好的结合界面,接头抗剪强度达到了石墨基材的80%以上。吴爱萍等人[9]以Ni或Ti箔为中间层,采用扩散连接的方法对Mo与石墨进行了连接,接头的剪切强度超过了石墨本身的强度。温亚辉等人[10]以厚度小于等于1 mm的Cr、Ni混合粉为中间层对Mo与石墨进行扩散焊接,也获得了较好的焊接强度。由此可知,Ti和Mo为匀晶相图,如图1所示,两者相容性好。特别是Ti的扩散能力强,并且还是活性钎焊中最有效的活性元素[11]。
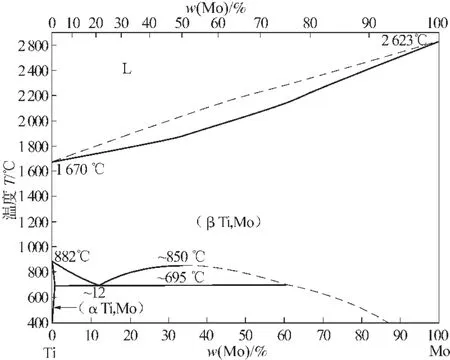
图1 Mo-Ti二元平衡相图
在此选用5 μ m Ti箔作为中间层,在真空条件下进行Mo-Mo扩散焊接,研究其界面形貌、扩散情况和界面结合质量,为Mo基体的低温扩散连接奠定重要的实验和理论基础。
1 实验材料和方法
实验所用母材为市售纯Mo,中间层材料为5μ m的Ti箔,纯度99.99%,实验接触面积20 mm×20 mm。
在FJK-2型辐射加热真空扩散焊机上进行扩散连接实验。连接前,先将待焊Mo材和Ti箔放入丙酮中,超声波清洗5 min,冷风吹干后,将待焊试样按照如图2所示放入扩散炉腔内,以10℃/min升温至1 000℃,保温60 min,随炉冷却,连接过程中对焊件施加10MPa轴向压力,真空度2.1×10-3~4.2×10-3MPa。
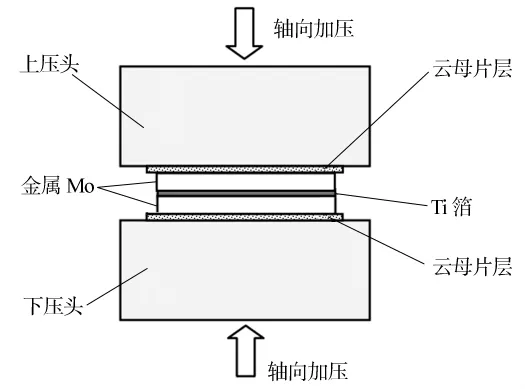
图2 扩散连接装夹示意
焊后试样按垂直焊缝方向加工试样,将横截面进行打磨抛光。利用扫描电子显微镜观察界面组织形貌,采用Oxford X射线能谱仪检测界面元素扩散情况,并测试分析中间层区域的元素成分。
2 实验结果和讨论
2.1 界面区域宏观组织
焊接界面的低倍数扫描电镜形貌如图3所示。
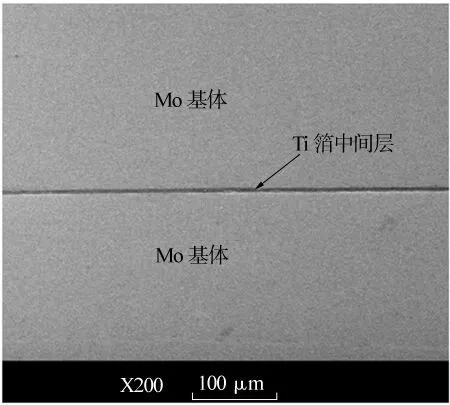
图3 Mo/Ti/Mo焊接界面低倍数形貌
金属Mo、Ti的熔点分别为2 623℃和1 670℃,熔点相对较高,而焊接温度仅在1 000℃,所以整个焊接过程材料均处于固相状态,加之Ti原子的扩散能力较强,因而该实验可以在远离材料熔点的温度实现良好焊接。由图3可知,金属钼与Ti箔的接触界面没有孔洞、裂纹等宏观缺陷,没有未焊合现象。
2.2 界面微观形貌和焊合率
Mo-Ti-Mo焊接界面的微观形貌如图4所示。由图4可知,Ti箔两侧的Mo-Ti焊接界面均没有明显缺陷的焊合界面,界面处Ti原子向Mo基体中的扩散相当明显,出现条纹状结构。
2.3 界面两侧原子扩散情况
Mo-Ti-Mo界面的线扫描分析结果如图5所示。图5a中的直线表示扫描路径,可以看出它是从一侧Mo基体中开始,横穿Ti箔,直到另一侧的Mo基体中。其中包含两侧的Mo-Ti界面,因此可以较好的反映Mo-Ti界面原子扩散情况。Ti原子扩散能力强,在保温60 min内,Mo-Ti界面两侧原子扩散充分。加之Mo-Ti是匀晶相图,它们之间无限固溶,直到界面处均生成了大量的Mo-Ti固溶体。在图5b对应于Ti箔的位置上,Mo、Ti相对强度相当,说明Ti箔在整个厚度内都有Mo原子扩散进入。整个界面上原子扩散充分,形成无缺陷完全焊合的界面。
利用扫描电镜能谱功能对图5a中的点1、点2和点3位置进行点扫描分析,其元素的原子百分含量和原子比见表1。可以看出,点1、点2和点3处均由Mo、Ti原子组成,Ti∶Mo原子比分别为2.29、2.04和1.58,差别不大。因此这三点处Mo、Ti原子百分含量接近,即扩散焊接完成后,横跨整个Ti箔厚度方向均生成了Mo-Ti固溶体,且成分均匀,原来的Ti层形成了完全的成分接近均匀的Mo-Ti固溶体层。
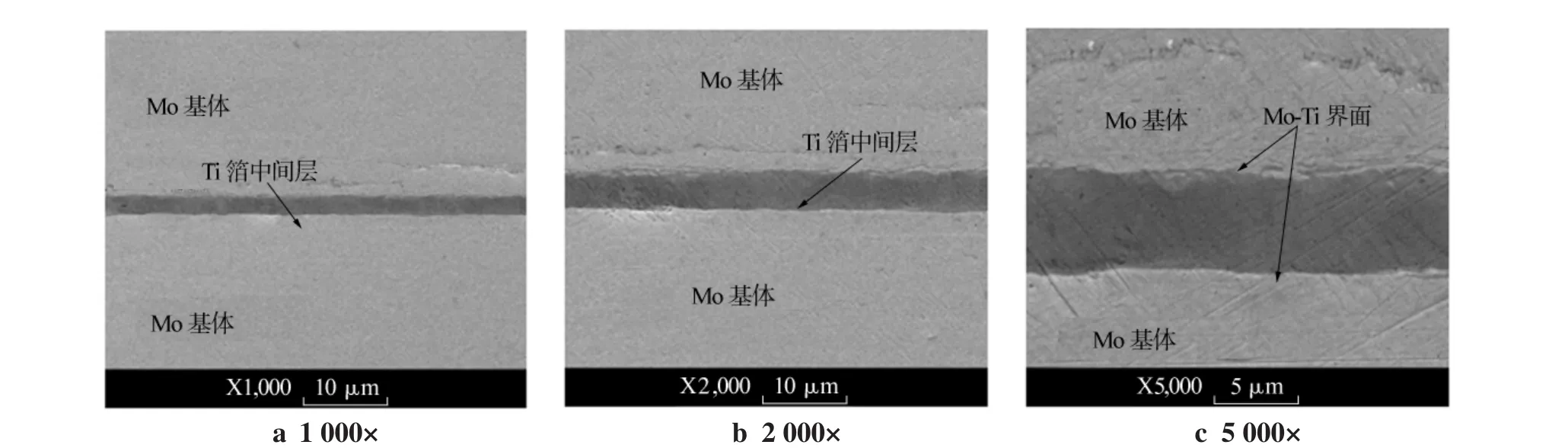
图4 Mo/Ti/Mo界面微观形貌
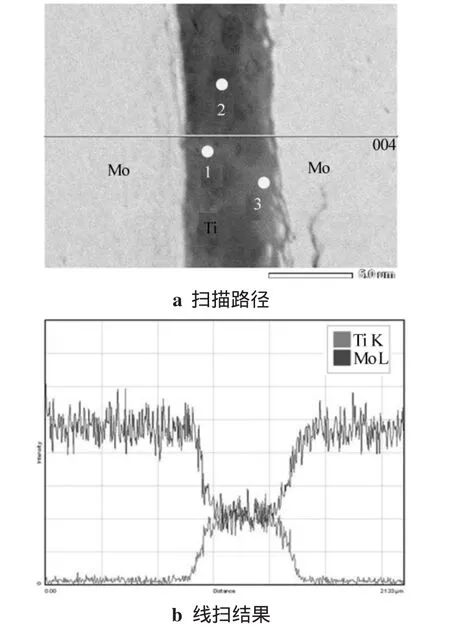
图5 Mo/Ti/Mo界面原子扩散和成分分析
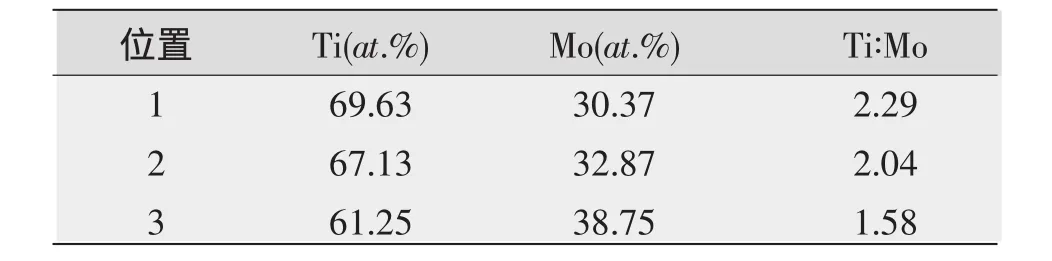
表1 在图5a中各个位置点的成分
3 结论
选用5μ m的Ti箔为中间层,在真空条件下进行Mo-Mo扩散焊接,利用扫描电镜(SEM)观察接头界面形貌,并利用其自带的X射线能谱仪对界面元素扩散情况以及中间层区域的元素成分进行测试和分析,研究其界面形貌、扩散情况和界面结合质量。
(1)在1 000℃、10 MPa、60 min的工艺条件下,添加5 μ m的Ti箔作为中间层,成功地实现钼-钼基体之间的真空扩散焊接,焊合率100%。
(2)基于Mo-Ti无限互溶,且Ti原子的扩散能力较强,横跨整个Ti箔厚度方向均生成了Mo-Ti固溶体,且其成分接近均匀,原来的Ti层形成了完全成分接近均匀的Mo-Ti固溶体层。
[1]钟培全.钼与钼合金的应用及其加工方法[J].中国钼业,2000,24(5):15-16.
[2]张全孝,刘全利,熊晓松,等.钼合金在结构件应用方面的发展[J].兵器材料科学与工程,2001,24(4):17-22.
[3]Shunsuke Makimura,Hidetsugu Ozaki,Hisanori Okalnum,et al.The presentstatusofR&DforthemuontargetatJ-PARC:The development of silver-brazing method for graphite[J].Journal of Nuclear Materials,2008(377):28-33.
[4]陈 君,徐艳升.扩散焊技术及其应用[J].黑龙江科技信息,2009(30):26.
[5]李晓红.先进航空材料和复杂构件的钎焊与扩散焊技术[J].电焊机,2008,38(9):1-12.
[6]赵 杰,吕 涛,金 枫,等.FeCrAl合金材料真空扩散焊工艺实验研究[J].电焊机,2009,39(7):27-32.
[7]孙兵兵,李京龙,熊江涛,等.中间层金属对Mo-Al箔材扩散连接的影响[J].西安焊接技术学会第五届学术年会论文集[C].西安:2009.
[8]李 鹏,李京龙,熊江涛,等.Ag-Cu-Ti活性钎料真空钎焊钼和石墨结合质量研究[J].电焊机,2009,39(11):19-21.
[9]吴爱萍,邹贵生,马雪梅,等.钼与石墨的扩散连接[J].稀有金属材料与工程,2006,35(9):1492-1496.
[10]温亚辉,陈文革.钼与石墨的瞬间液相扩散焊[J].机械工程材料,2011,35(2):20-23.
[11]陈 铮,赵其章,楼宏青,等.用Ti/Ni/Ti多层中间层进行Si3N4陶瓷的部分瞬间液相连接[J].硅酸盐学报,1998,26(1):33-40.
Mo-Mo diffusion bonding by using Ti foil as interlayer
HE Yi,HAO Ming
(Nanjing Sanle Electronic Information Industry Group Company Limited,Nanjing 211800,China)
Two Molybdenum substrates with 5 μ m Ti foil as interlayer,were welded by vacuum diffusion bonding in the condition of bonding temperature 1 000℃,axial pressure 10 MPa and holding time 60 min.The interface topography was observed by Scanning Electron Microscope(SEM),and its Energy Disperse Spectroscopy was used to test and analyze element interdiffusion and elementary composition at the interface.As a consequent,for the excellent atoms interdiffusion between Ti foil and Mo substrate,Mo/Ti solid solution was generated at the interface region.Therefore,Vacuum Diffusion Bonding of Molybdenum substrates with Ti foil as interlayer could obtain sound Mo-Ti-Mo joint,with interface bonding rate reaching to 100%.
vacuum diffusion bonding;Ti foil;insert metal;Mo-Ti interface
TG453+.9
A
1001-2303(2012)04-00100-03
2011-09-25
何 毅(1956—),男,江苏南京人,工程师,主要从事设备技术改造及工艺更新工作。
