焊接领域发展的新动向
——太阳能应用中的焊接及表面工程
2012-11-14王元良
王元良
(1.四川省先进焊接及表面工程技术研究中心,四川 成都 610031;2.西南交通大学 材料学院,四川 成都 610031)
重点关注
焊接领域发展的新动向
——太阳能应用中的焊接及表面工程
王元良1,2
(1.四川省先进焊接及表面工程技术研究中心,四川 成都 610031;2.西南交通大学 材料学院,四川 成都 610031)
阐述了太阳能工业应用的简况,重点介绍了各太阳能电池和太阳能集热器及供热装置中的焊接及表面工程技术,包括:硅太阳能电池的生产链、太阳能电池生产工艺、薄膜太阳能电池、聚光光伏太阳能电池、太阳能集热器及供热装置中的焊接及表面工程技术,最后讨论了几种用于太阳能焊接的可能性。
太阳能电池;太阳能集热器;焊接及表面工程
1 太阳能工业应用简况
太阳能是取之不尽的可再生能源。太阳能随处都有,可就地取用,也可充入储电池,随取随用。使用太阳能不产生任何污染。设备建成后,几十年使用期中无需任何附加成本。有人测算,太阳能3 kW的发电量对环境污染削减量可替代石油29 L/年,减排放二氧化碳540 kg-C/年,换算森林面积5 544 m2。太阳能目前在建筑行业使用较多,如热水器、暖房、照明、家用电器等。工业上由于使用能量大,一次投入成本高,设备转型较难,因而尚未有见到有应用的报道。焊接是一个能耗大户,一台常用的电弧焊机功率为10~100 kW,大的闪光焊机功率为几百到1000kW。特别是钢轨焊接、石油天然气管道等移动焊接工地,就必须随时配置一台柴油发电机来供电。随着科技的发展、太阳能开发技术的突破,以及太阳能组件成本的降低,工业特别是焊接这个能耗大户必将得到快速发展。
目前太阳能推广应用的主要阻力是成本过高,如煤电成本是0.3元/(kW·h),风电成本是0.6元/(kW·h),太阳能电成本是4元/(kW·h)。也有资料估计是煤电的3~5倍,即1.8~3.0元/(kW·h)[1]。但太阳能电池技术近几年发展很快,已发展了第二代薄膜电池和第三代聚光光伏电池,制造成本大大降低。最近汉龙集团负责人透露,“该集团除了在双流巨资打造全球首个太阳能聚光光伏产业园之外,已布局在四川凉山、攀枝花等地以及云南、青海、西藏开建太阳能聚光光伏发电站,最快两年就可以建成投产和并网发电,与水电、火电同台竞价,直接参与竞争,可以让太阳能聚光光伏电能由目前市场的近2元/(kW·h)下降至0.5元/(kW·h),未来还可下降至大约0.3元/(kW·h),到时,四川老百姓就可使用清洁便宜的太阳能聚光电能了!”。
2 太阳能电池及其制造中的焊接和表面工程技术
2.1 硅太阳能电池的生产链
太阳能电池是一种由于光生伏特效应而将太阳光能直接转化为电能的器件。单晶硅、多晶硅电池及其电池方阵如图1所示,这是太阳能应用的基础。太阳能电池是一个半导体光电二极管,当太阳光照到光电二极管上时,光电二极管会将太阳的光能转化成电能,产生电流。当多个电池串联或并联就可以成为有比较大的输出功率的太阳能电池方阵。硅太阳能电池分为单晶硅和多晶硅两种,在四川乐山、新津、成都等地已有多条单晶硅和多晶硅的生产线。单晶硅虽然转换率高,但生产较复杂、耗能较大和成本较高。多晶硅可用废次单晶硅材料和纯度较低的冶金级硅材料熔化浇铸入石墨铸模缓慢凝固冷却铸成多晶硅方棒锭,成本较低。目前更多的是采用多晶硅。多晶硅方棒锭要经过切片、制作电池组件、封装组件为太阳能电池。这个生产链产品的售价比例如表1所示。在太阳能电池生产链中,焊接及表面工程技术有重要作用。
2.2 太阳能电池生产工艺
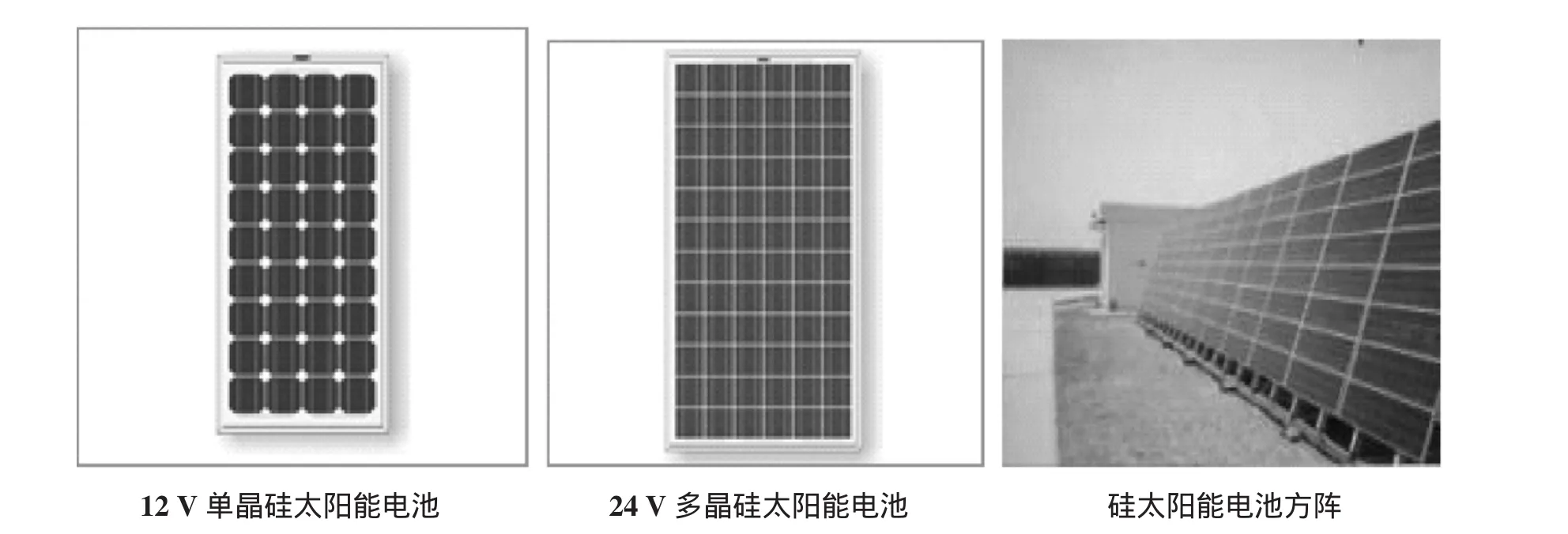
图1 两种硅太阳能电池及硅太阳能电池方阵
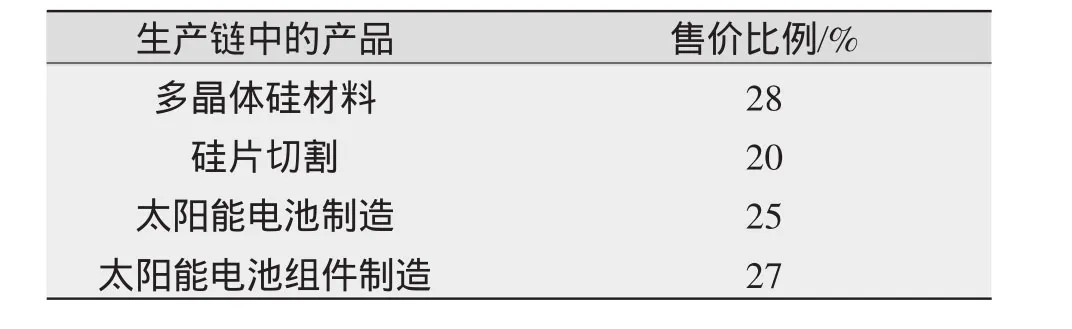
表1 太阳能电池生产链中产品的售价比例[1]
2.2.1 硅太阳电池材料
单晶硅太阳能电池是以高纯度(99.999%)的单晶硅棒为原料,也可使用半导体器件加工的头尾料和废次单晶硅材料,经过复拉制成太阳能电池专用的单晶硅棒。多晶硅材料大多是含有大量单晶颗粒的集合体,或用废次单晶硅材料和冶金级硅材料熔化浇铸入石墨铸模缓慢凝固冷却而成多晶硅方棒锭。冶金级硅材料是以石英、碳为原料,以碳棒和炉底为电极进行电渣熔炼将SiO2还原成Si,其平均纯度可达到98.5%,要达到太阳能级还要经过氯化物提纯,目前国内外多采用西门子气液沉积法;国外电渣提纯、等离子提纯、电解提纯等新技术都进入中试阶段。单晶硅棒和两者都需要切片机或线切割切割成片,经过抽查检验,即可按所需要规格组装焊接成太阳能电池组件(太阳能电池板),用串联和并联的方法构成一定的输出电压和电流。单晶硅成本高,能量转换率较高;多晶硅成本低,材料制造简便和节能,但能量转换率稍低,后者应用最多。太阳能电池组件的制作工艺两者相近。
2.2.2 组焊工艺
(1)电池检测。选择性能相近的组合。
(2)正面焊接。镀锡的铜带焊接到电池正面(负极)的主栅线上。
(3)背面焊接。背面焊接是将放在与电池大小相对应的凹槽内的几十片电池串联在一起形成一个组件,用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,并进行性能检验。
(4)敷设。按玻璃→EVA→电池→EVA→玻纤→背板行次序敷设,进行玻璃清洗、材料切割和玻璃预处理。
(5)层压。在层压机上抽真空、加热熔化EVA,将电池、玻璃和背板粘接在一起后去毛边(去边、清洗)。
(6)装边框。包括涂胶、装角键、冲孔、装框和擦洗余胶等工艺。
(7)焊接接线盒是连接电池与其他设备或电池间的连接。
(8)高压测试。在组件边框和电极引线间施加一定的电压,测试组件的耐压性和绝缘强度。
(9)组件测试。标定电池输出功率,测试其输出特性。
(10)外观检验和包装。
2.2.3 组焊新方法和设备
以前多用手工组装和电烙铁钎焊,生产效率低,质量不稳定。现在最好的焊接方法是超声波焊接(固相焊接),能够大大提高效率,如图2所示。

图2 超声波点焊和缝焊原理示意[2]
超声波焊接过程是在加压的情况下,利用高频振动波使弹性耦合系统带动声极作横向振动产生切向应力,在加压正应力的共同作用下,与另一工件局部摩擦产生热塑性变形而固相结合,可以6 m/s速度进行焊接。超声波焊接的结合强度高,组织变化和变形应力小,可以进行异种金属、陶瓷材料或塑料焊接,也可以进行薄件甚至薄膜与较厚件的焊接,所以特别适合于太阳能组件、储电池和太阳能应用产品的焊接。
较为典型的超声波焊接设备和焊接过程如图3所示。例如太阳能板和铝带或铜带焊接,利用高频振动波传递到太阳能板和金属带表面,在加压的情况下,使金属带表面和太阳能板镀膜表面相互摩擦而形成分子层间的熔合。其特点为:快速、节能、熔合强度高、导电性好、发光功率大、焊接时间短、无火花、安全环保。
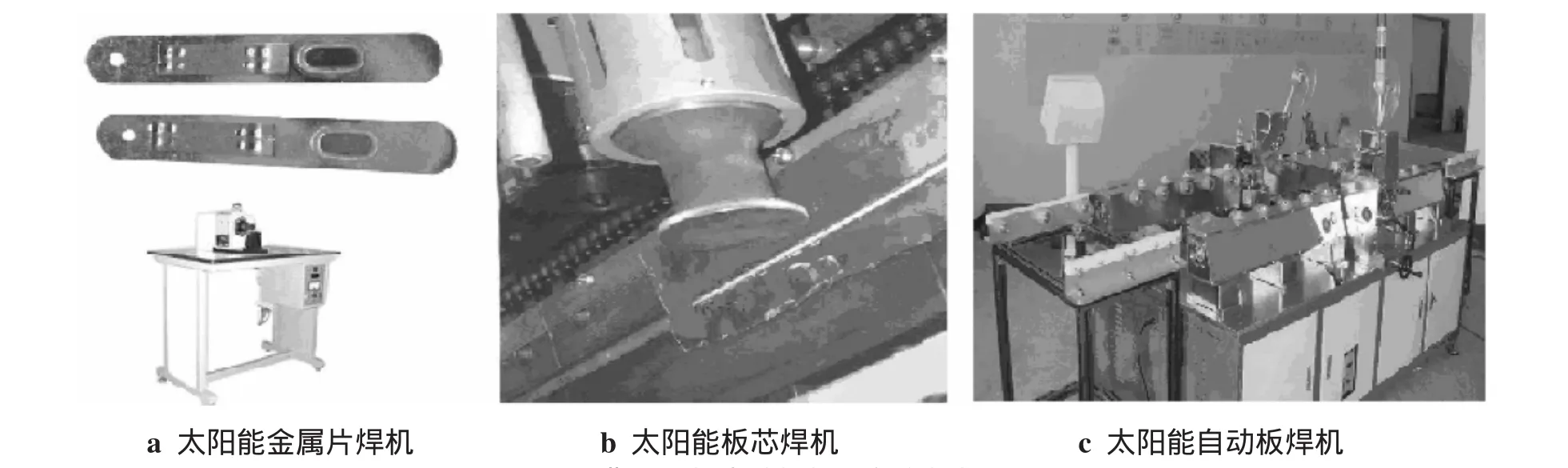
图3 典型的超声波焊接设备和焊接过程
2.3 薄膜太阳能电池的焊接和表面工程技术
2.3.1 薄膜太阳能电池的种类
目前薄膜太阳能电池材料多为无机盐多元化合物,主要包括砷化镓Ⅲ-Ⅴ族化合物、硫化镉、硫化镉及铜锢硒薄膜电池等。硫化镉、碲化镉、多晶薄膜电池的效率较非晶硅薄膜太阳能电池的效率高,成本较单晶硅电池低,并且也易于大规模生产,但由于镉有剧毒,要防止它对环境造成污染。砷化镓(GaAs)Ⅲ-Ⅴ化合物电池的转换效率可达28%,GaAs化合物材料具有理想的光学带隙和较高的吸收率,抗辐照能力强,对热不敏感,适合于制造高效单结电池,但是GaAs材料价格较贵,因而在很大程度上限制了GaAs电池的普及。铜铟硒薄膜电池(简称CIS)适合光电转换,没有光致衰退问题,转换效率和多晶硅一样,具有价格低廉、性能良好和工艺简单等优点,将成为今后太阳能电池发展的一个重要方向。唯一的问题是材料来源,因为铟和硒都是比较稀有的元素。纳米TiO2晶体化学能太阳能电池是新近发展的,优点是成本低、工艺简单、性能稳定。其光电效率稳定在10%以上,制作成本仅为硅太阳电池的1/10~1/5。寿命能达到20年以上。四川的攀西地区钛铁矿和金红石矿十分丰富,TiO2是作焊接材料的主要原料,纳米晶TiO2也有产品供应,研究开发纳米晶TiO2太阳能电池很有条件。纳米晶TiO2太阳能电池组与硅太阳能电池相比,除成本降低外,还具有以下优势:(1)可以制成透明的产品;(2)在各种光照条件下使用;(3)对光线的入射角度不敏感,可充分利用折射光和反射光;(4)可在柔性基底上制备,扩大了应用范围;(5)工作温度高,可达70℃;(6)价格约为单晶硅的1/5,多晶硅的1/3。开辟廉价的太阳能电池是解决这一问题的理想途径[2]。
2.3.2 薄膜电池的特点
薄膜电池的制造温度很低、易于实现大面积制造。在同一受光面积下,硅薄膜电池可较硅晶圆太阳能电池大幅减少原料的用量,目前转换效率最高为13%,转换效率并不高,但可与建筑物材料结合或是成为建筑体的一部分(见图4)。薄膜太阳能电池除平面之外,也因为具有可挠性能够制作成非平面构造,其应用范围大,可以制成可挠薄膜太阳能电池,可在价格低廉的玻璃、塑料、陶瓷、石墨、金属片等不同材料上当基板来制造。
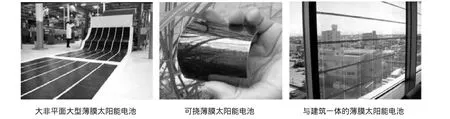
图4 薄膜太阳能电池
2.3.3 常用于薄膜或薄层的表面工程技术
常用于薄膜或薄层的表面工程技术有:化学溶液镀膜、气相沉积法镀膜、溅射离子镀膜、真空蒸发镀膜、等离子喷涂喷制膜。
2.3.4 薄膜太阳能电池制造的表面工程方法
薄膜太阳能电池的制造可使用多种表面工程技术,如表面电子回旋共振法、光化学气相沉积法、直流辉光放电法、射频辉光放电法、磁溅射法和热丝喷涂法等表面工程技术,有的还用多次或多种表面工程技术复合。如美国宾夕法尼亚大学的研究人员首先用掺杂氟的氧化锌包覆玻璃基质,在其上喷涂500 nm厚的钛薄层,这种透明的基质可以从电池的前侧射入阳光。然后在含氢氟酸和乙酸的电解液中进行阳极化处理,在氧气中对薄层进行退火结晶。最终形成管孔直径46nm、厚17nm、长360nm的二氧化钛纳米管阵列产品。
2.4 聚光光伏太阳能电池
聚光光伏太阳能电池使用晶硅电池和薄膜电池进行光电转换,典型装置如图5a所示。硅电池和薄膜太阳能电池分别是第一代、第二代太阳能电池,均已得到了广泛应用。
利用太阳照射到地面上的平均光强为1 kW/m2,单晶硅的转化率为23%,多晶硅为16%;转换效率最高的砷化镓薄膜电池片达到35%以上,但是用砷化镓电池制造的太阳能发电系统整体转换效率只有25%。采用凸透镜、菲尼尔透镜或反光板汇聚太阳光后,再利用发电的聚光太阳能技术可将光强提高几十到几百倍,因而被认为是太阳能发电未来发展趋势的第三代技术。该技术需要高性能的聚光、跟踪太阳光和电池散热系统。跟踪太阳光的跟日器是一种可以沿水平轴定时一维旋转,也可沿水平轴和垂直轴双轴旋转的金属结构,其尺寸由承载的光伏电池面积而定。由成都钟顺公司设计制造的跟日器(见图5b)为中型双轴地平跟日器,水平转角220°,垂直转角63°,时间控制加光电传感修正跟踪,跟踪精度0.5°,功率小于5 W,承载光伏电池面积8~30 m2。图5c为安装聚光光伏系统后的发电系统。跟日器的跟踪和控制也是焊接设备中最常用和可借鉴的技术。
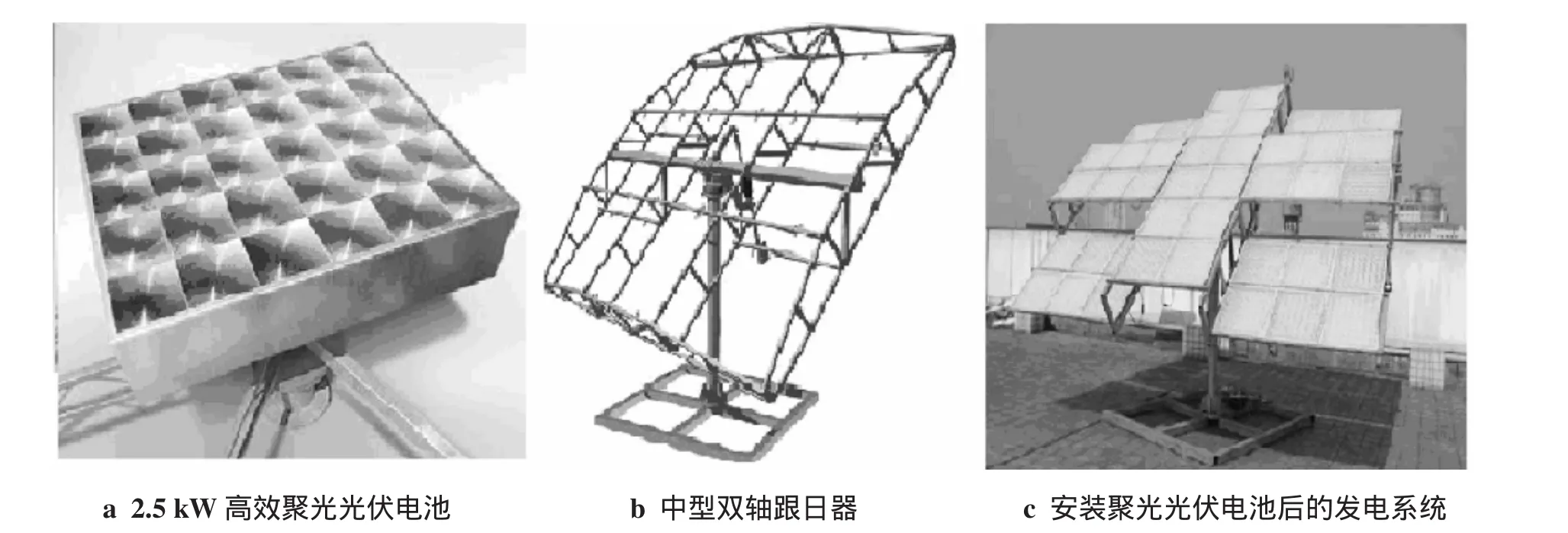
图5 高效聚光太阳电池
3 太阳能集热器及供热装置中的焊接
3.1 太阳能集热器
太阳能集热器是接收太阳辐射并向传热工质传递热量直接使用,或聚焦太阳光使热能集中作为热源。集热器及其焊接技术如图6所示。一个好的太阳能集热器应能使用20~30年,近期研制的集热器可达40~50年。
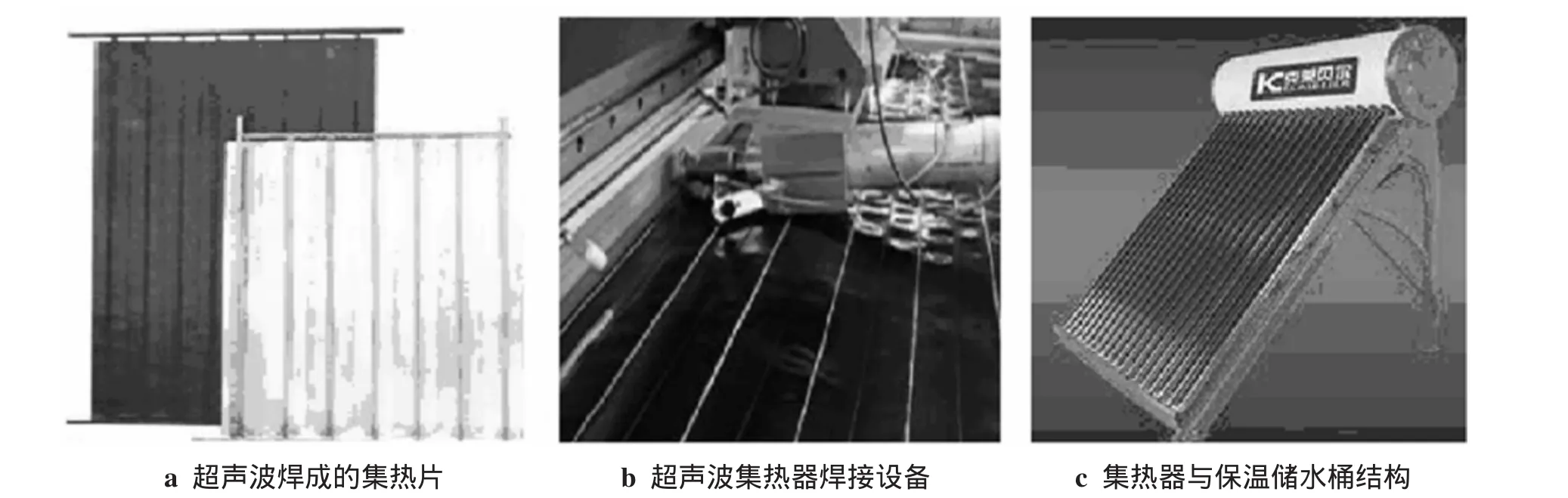
图6 集热器的焊接
现有的平板式集热器基本上都采用结合良好的多管组合方式,加热板可用多种表面工程的方法涂敷吸热层,其中走水管子与吸热板之间用超声波滚焊焊成,其热阻几乎可以忽略。设计良好的集热器的效率在93%以上。另一种集热器是全玻璃太阳能集热真空管,结构分为外管、内管、选择性吸收涂层、吸气剂、不锈钢卡子、真空夹层等部分。全玻璃太阳能集热真空管通常由高硼硅特硬玻璃制造,采用真空溅射选择性镀膜工艺,可分为铝氮单靶镀膜工艺和铜、铝、不锈钢三靶镀膜工艺制成,与进出水管采用特殊的焊接封装工艺连接。
3.2 太阳能热水器
太阳能热水器主体是集热器。太阳辐射透过玻璃盖板,被集热板吸收后沿肋片和管壁传递到吸热管内的水。吸热管内的水吸热后温度升高,体积密度减小而上升,形成一个向上的动力,构成热虹吸系统。随着热水的不断上移并储存在储水箱上部,同时通过下循环管不断补充较低温度的水,如此循环往复热对流,最终整箱水都升高至一定的温度。太阳能热水器装置通常包括太阳能集热器、储水箱、管道、抽水泵和其他部件。现今全世界已有数百万台太阳能热水装置。热水器多为薄板结构和管结构或管板焊接。江浙一带已有多家生产各种太阳能热水器专用的超声波焊机(见图7),如太阳能集热板焊接机、太阳能集热器焊接机、太阳能热水器焊接机、太阳能集热片焊接机、太阳能集热管滚动焊接机、集热器超声波金属焊接机、平板集热器超声波焊接机、太阳能集热板滚焊机、太阳能吸热板整板焊接机设备等。

图7 太阳能热水器专用的超声波焊机
3.3 暖房结构
暖房系统是利用太阳能作房间冬天取暖之用,在许多寒冷地区已使用多年。大多数太阳能暖房使用热水系统,亦有使用热空气系统。太阳能暖房系统由太阳能集热器、热储存装置、辅助能源系统和室内暖房风扇系统组成,其过程是:太阳辐射热传导,经收集器内的工作流体将热能储存(固体、液体或相变化的储热系统),再供热至房间。
综上所述,太阳能直接应用是一个复杂的焊接工程。其集热器牵涉到铝合金、不锈钢和异种材料焊接,储热和输送系统基本是薄板和薄壁管的焊接。
4 太阳能焊接
太阳能焊接是很早就有人提出的一种方法,但很少见到有太阳能焊接应用的报导。
4.1 直接利用太阳能焊接
直接利用太阳能焊接就是用凹透镜聚焦太阳光,在焦面附近得到能量密度高的高热区,并以此来加热材料进行太阳能焊接。太阳光聚焦原理如图8a所示,太阳能的热量与光强和能量密度有关。焦面大小(即光斑直径)决定了能量密度的大小;光斑直径又与凹透镜的分散角与焦距有关,其关系为d=fθ。进行焊接时,光热转换效率还与材料有关,因为光与材料接触时有部分被吸收,有部分被反射散失。焊接示意如图8b所示。
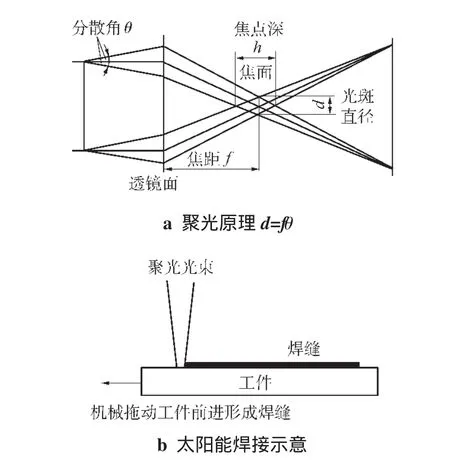
图8 太阳光聚焦原理和焊接示意[3]
4.2 利用太阳能并网发电的焊接
在光照充足地区建太阳能发电站并网输送到用户,这是一个方向,依赖于太阳能电池功能密度的提高和成本的降低。对用户来说,设备无需作任何改变,仍然可以采用原来的焊接方法和设备进行焊接。
4.3 利用太阳能离网发电的焊接
在光照充足地区建设工厂可利用厂房屋面安放太阳能电池组件,建立离网独立太阳能电站提供直流电。用光伏控制器输出一定电压和功率的直流电分作几方面使用:(1)供各种专用太阳能直流焊机或储能焊机进行焊接。(2)供专用的储电池充电备用或用储电池焊机进行焊接。(3)供太阳能逆变电源变为交流供各种通用焊机焊接,焊机无需作任何改造。(4)储电池可在有太阳时充电储能,无太阳时放电提供直流电源供专用直流焊机或太阳能逆变电源变为交流供各种通用焊机进行焊接。
4.4 利用太阳能工程车进行焊接
这是一种目前最需要发展的太阳能焊接。因为目前我国基本建设工程大力开展,很多工程都急需使用焊接,如轨道焊接工程、桥梁工程、油气管道焊接工程、输电工程、水电工程等的焊接工作量较大,而且大多在山野无电地区进行。现在的办法是随带一个发电车或集装箱,例如一台接触焊轨机就要配一套400 kW的柴油发电机,节能减排效果可想而知。问题是要用大功率、小面积的太阳能电池和大功率、轻质量的储电池。这两方面的研究开发,国内外都有了很大进展。
5 结论
(1)太阳能是取之不尽、节能、清洁、应用面广的可再生能源,是国家新能源发展的重点。
(2)太阳能电池、储电池的制造和应用与焊接新技术和新设备密切相关,这是焊接领域的无人区和少人区,有识之士,必抢先占领。
(3)焊接是一个应用面很广、能耗大、排放多的产业,如能研发出节能减排的焊接切割方法,采用太阳能焊接是最佳的发展途径,会对低碳经济作出重大贡献。
[1]刘汉元,刘建生.能源革命改变21世纪[M].北京:中国言实出版社,2010.
[2]朱世富.材料制备工艺学[M].成都:四川大学出版社,1993.
[3]王元良,陈 辉.焊接科学与工程[M].成都:西南交通大学出版社,1998.
New development tendency in welding industry——welding and surfacing engineering in the application of solar energy
WNAG Yuan-liang1,2
(1.Research Center of Sichuan Advanced Welding and Surface Engineering,Chengdu 610031,China;2.Material College,Southwest Jiaotong University,Chengdu 610031,China)
In this paper,introduced the profile of solar energy's application,specially welding and surfing engineering in solar collector and heating device,including production chain of the silicon solar cell,production procedure of solar cell,welding and surfacing egineering in the application of film solar cell,concentrating photovoltaic solar cell,solar collector,and heating equipment,and discussed the capabilities of several solar collectors are applied in welding industry.
solar cell;solar collector;welding and surfacing engineering
TK513
C
1001-2303(2012)04-0001-07
2011-03-22
王元良(1929—),男,重庆人,教授,中国桥梁钢结构协会理事,四川省及成都市焊接专业委员会副主任委员,主要从事焊接工程方面的软科学以及焊接材料、自动化系统工程的开发研究和教学工作。
