对称过渡阶段时间对双丝MIG焊的影响
2012-11-14薛家祥陈晓东
姚 屏,薛家祥,陈 辉,陈晓东
(1.华南理工大学 机械与汽车工程学院,广东 广州 510640;2.广东技术师范学院 机电学院,广东 广州 510635)
对称过渡阶段时间对双丝MIG焊的影响
姚 屏1,2,薛家祥1,陈 辉1,陈晓东1
(1.华南理工大学 机械与汽车工程学院,广东 广州 510640;2.广东技术师范学院 机电学院,广东 广州 510635)
根据国内外对双丝电流波形控制的研究现状和两丝之间电磁力大小的关系,提出一种双丝MIG焊对称过渡波形控制工艺方法。针对有无对称过渡阶段和双丝过渡阶段时间Ts对焊接效果的影响进行了试验研究。结果表明:增加对称过渡阶段有助于提高焊接过程稳定性。在当前试验条件下,双丝过渡阶段时间Ts不宜低于1 ms,否则无法体现对称过渡控制的优势;不宜高于峰值时间,否则会影响焊缝质量,降低焊接速度;过渡时间为2~3 ms时,能够获得稳定的波形和良好的焊缝。试验结果为对称过渡波形控制方法提供了基本的工艺数据,为双丝电流波形控制研究提供了新的方法。
双丝MIG焊;对称过渡;电流波形控制;双丝过渡阶段时间
0 前言
双丝焊作为一种高效优质的焊接工艺,受到国内外焊接工作者的广泛关注[1-2]。因其控制参数众多,工艺相对复杂[3-4],目前的研究主要集中在同频反相电流,大部分的观点都认为反相时输出电弧干扰小,焊接过程较稳定。但日本的T.Ueyama等人进行了同频同相工艺试验,发现当跟随焊丝峰值阶段比前导焊丝峰值阶段延后0.5 ms时,可以得到好的焊接过程和焊缝成形[5]。F.Marcelo Motta等人经过试验研究提出,反相波形不是取得良好的焊缝的必要条件[6]。上海交通大学的华学明等人则提出减小前导焊丝和跟随焊丝的电流比例有减小断弧的趋势[7]。通过试验发现,在电流不大的情况下,同相同频率的波形也能得到较好的焊缝,而且有效减少了断弧现象的发生。为了结合两种波形的优点,根据大量的工艺试验,提出一种对称过渡双丝脉冲MIG焊工艺方法,并针对前后丝过渡电流Is1、Is2和过渡时间Ts的变化对焊接过程的影响进行了工艺试验,得到相应的变化范围,为进一步深入研究提供了重要参考。
1 对称过渡波形控制方法的提出
双丝脉冲焊工艺中,两个焊丝之间的电弧干扰会导致焊接过程不稳定。通过D.Savu建立的双丝之间所受磁场力的计算公式可知[8],在其他物理条件不变的情况下,双丝电流的乘积大小决定了双丝之间的电磁力。为减小电磁力的作用,目前双丝波形控制中经常采用图1所示的同频率相位差180°的交替模式,此时电弧之间的相互作用力只有普通焊接时的四分之一甚至更低。但是电流突然从较大的峰值阶段降到较小的基值阶段,易引起焊接过程的不稳定和断弧现象。因此在试验的基础上,提出了对称过渡波形控制工艺方法,如图2所示,将每路脉冲波形分为峰值段、过渡段和基值段三个阶段。过渡阶段增加了前丝过渡电流Is1、双丝过渡阶段时间Ts、后丝过渡电流Is2三个参数。这三者直接决定了过渡阶段提供给熔滴的能量,通过调节Is1、Is2的大小关系,使两丝之间电磁力的大小接近甚至小于反相状态的电磁力,同时由于对称过渡阶段的存在,使焊接过程更加平稳和可控,得到良好的焊接质量。

图1 双丝同频反相电流波形控制方法
2 试验系统和试验方法
本试验平台由DSP一体化双丝弧焊电源、行走机构控制器及焊接试验台、焊接电弧动态小波分析仪、双丝脉冲MIG焊软开关逆变电源、送丝机、双丝焊枪、水箱等设备构成。利用焊接电弧动态小波分析仪采集和分析波形,由自行研制的一体化双丝脉冲MIG焊软开关逆变电源的控制软件实现控制波形。
双丝对称过渡电流波形控制的基本试验条件:前导焊丝峰值电流340 A,基值电流88 A,跟随焊丝峰值电流300 A,基值电流75 A;前后丝同频率,频率56Hz,占空比30%;试件为Q235钢,厚8.0 mm,焊丝采用H08Mn2SiA,直径φ 1.0 mm;保护气体为纯氩,气体流量15 L/min;焊丝干伸长12.0 mm,两根焊丝末端之间距离为8.0 mm;平板堆焊。
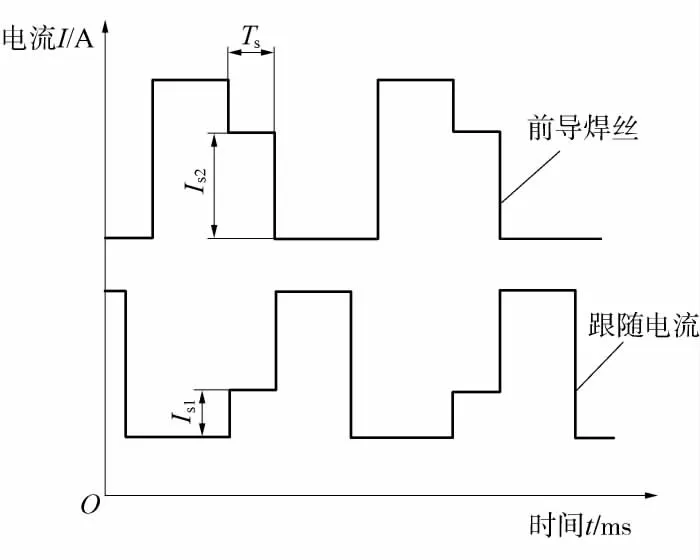
图2 双丝对称过渡电流波形控制方法
3 试验结果和分析
3.1 有无对称过渡阶段的影响
为了研究对称过渡阶段的效果,首先进行有无对称过渡阶段的影响研究,主要参数如表1所示。

表1 有无对称过渡阶段试验参数和电流
由表1可知,增加了过渡阶段进一步增大了前丝的平均电流,增加了可稳定焊接的行走速度。
无对称过渡阶段的电流波形及焊缝形貌如图3所示。由图3可知,在没有对称过渡阶段的情况下,在峰值和基值切换的过程中,由于电流变化较大,容易出现断弧,如图3中168 ms处,电流出现了一个较大的尖端,极可能导致断弧。从焊缝上也可看出,由于电流的不稳定,焊缝成形并不规则,在多处出现了凹陷的情况,三个凹陷后的焊缝显示有重新起弧的纹路,母材上面明显可以看出飞溅的痕迹。焊接过程中可观察到弧长不稳定,偶有爆破声。
有对称过渡阶段的电流波形和焊缝如图4所示。由图4可知,波形规则,有明显的对称过渡阶段,无短路断弧现象的发生。在焊接过程中可以观察到,电弧长度一致,呈钟罩状,没有飞溅,发出的声音和一般双丝接近“嗡嗡”的声音不同,是一种更为轻柔的介于“嗡”和“咝”之间的声音。焊缝成形均匀一致,表面光泽感明显。焊缝顶部与普通双丝焊缝有较大不同,两者对比如图5所示。普通焊缝顶端多为较规则的鱼鳞状纹路,偶有一些杂点,具体形态为图5左边所示焊缝。采用对称过渡电流波控方法的焊缝,在顶端有一个较为明显的过渡带,使焊缝顶部的光泽明显优于普通焊缝,过渡带下方的鱼鳞纹也更为均匀细致,形态如图5右边焊缝所示。综上所述,对称过渡波形控制方法使焊接效率相应提高,焊接过程更为稳定,焊缝成形更美观。

图3 无对称过渡阶段的电流波形和焊缝
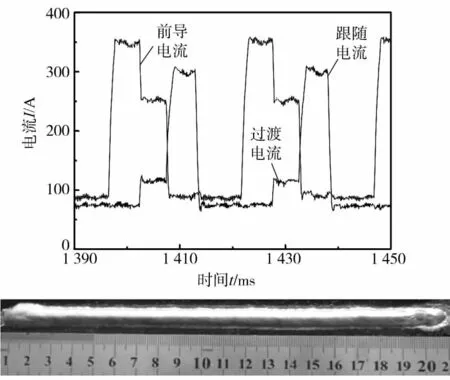
图4 有对称过渡阶段的电流波形和焊缝
3.2 对称过渡阶段时间对焊接过程的影响
为了深入研究对称过渡阶段的时间长度对焊接过程的影响,在电流一定的情况下,进行了双丝对称过渡时间Ts的单因素试验。为了拉大时间梯度,采用Ts分别为0.9 ms、2 ms、3.2 ms、4.7 ms、6.6 ms,波形如图6所示,可以看出各个波形图总体都比较规整。图6a所示过渡时间为0.9 ms时,过渡阶段不明显,波形和反相控制波形差别不大。图6b~6d波形的过渡阶段越来越明显,图6d的过渡阶段时长已经超过了峰值阶段。试验中观察到Tm=2 ms和Tm=3.2 ms都能取得较好的焊缝和波形。Tm=3.2 ms的波形和焊缝如图4所示。Tm=0.9 ms焊缝如图7a所示,成形稍好于没有加过渡阶段的图3所示焊缝,但过渡带不明显,焊缝顶部呈一种不均匀的纹路,光泽感不强,有一定飞溅产生。随着过渡时间的增加,焊缝过渡带宽度逐步增加,纹理进一步细致,图4所示的焊缝就美观均匀,到了Tm=4.7 ms时,依然可以实现稳定的焊接,由图7b可以看出,此时飞溅很少,焊缝顶部的过渡带已经基本覆盖焊缝50%的表面积。此时实测的前导焊丝和跟随焊丝电流分别为:I1=180.388 A,I2=131.405 A,两者相差50 A。在相同行走速度下,焊缝余高比Tm=3.2 ms时的稍大,熔宽稍窄,反映出对当前电流而言,行走速度过快了。焊缝外观虽然不错,但是由于熔深减少,焊接质量已经降低了。到Tm=6.6 ms时,虽然能焊,但是焊缝余高继续增加,熔宽变窄,整个焊缝变得细高,显示出母材熔化不良,目前的焊接规范已经不太合适。据分析,这是由于过渡时间太长,降低了平均电流,特别是跟随焊丝电流的占空比太低,平均电流过小,导致跟随焊丝对母材的熔化率不够,只是起到了填料的作用,在高速焊接时,仅前丝对母材的熔化作用,将导致无法形成较大的熔深,这种情况不利于焊接质量的提高,也将影响焊接速度的进一步提高。

图5 普通双丝焊缝与对称过渡波控焊缝对比
4 结论
(1)针对有无对称过渡阶段的双丝电流波形控制进行了对比试验研究,结果表明,双丝对称过渡电流波形控制方法可以取得更好的稳定性、更美观的焊缝和更大的焊接速度。
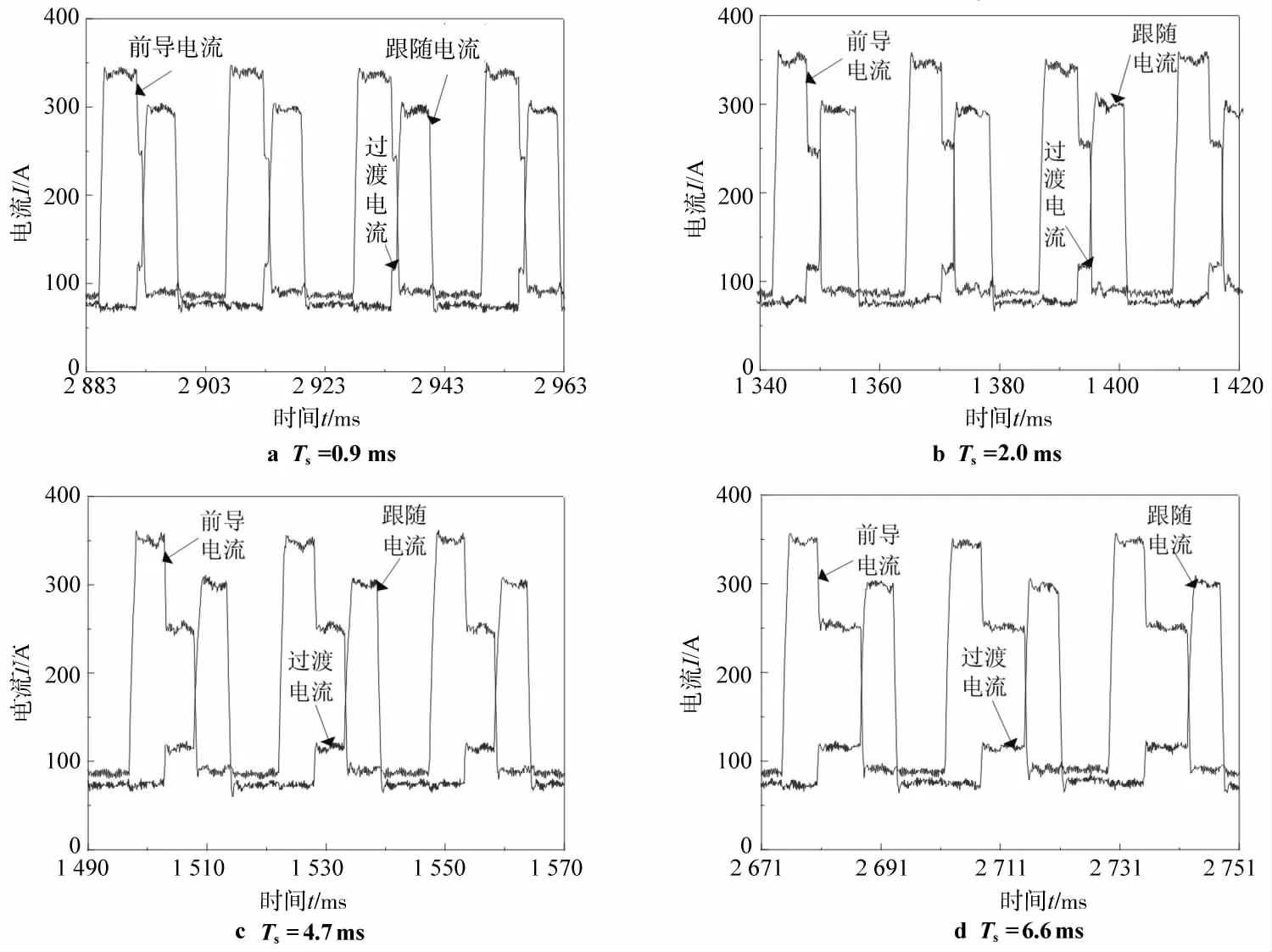
图6 双丝对称过渡时间变化的波形

图7 不同过渡阶段时间的典型焊缝对比
(2)通过对过渡时间Ts变化的试验研究发现,过渡时间太短,起不到过渡阶段控制的效果,过渡时间过长,跟随焊丝电流太小,导致焊缝熔深不够,余高增加,降低了焊接质量,妨碍焊接速度的提高。
(3)在当前试验条件下,适宜的过渡时间为2~3ms。研究工作对对称过渡电流波控技术的深入研究有重要意义,为双丝波形控制技术提供了一种新方法。
[1]Goecke S,Hedegard J.andem MIG/MAG Welding[J].Svetsaren,2001,56(2):24-28
[2]MoreheadT.AutomaticmultiwireGMAWmultiples productivity[J].Welding Journal,2003,82(6):40-43.
[3]钟良文,姚 屏,蒙万俊,等.焊接速度对双丝CO2焊的影响研究[J].电焊机,2010,40(12):31-35
[4]张思章,姚 屏,林 放,等.基于DSP的双丝数字化逆变电源设计[J].电焊机,2010,40(12):48-51.
[5]Ueyama,T Ohnawa,K Yamazaki,et al.High-speed welding of steel sheets by the tandem pulsed gas metal arc welding system[J].Transactions of JWRI,2005,34(1):11-18.
[6] Marcelo F.Motta,Jair Carlos Dutra,Raul Gohr Jr,et al.A Study on out-of-phase current pulses of the double wire MIG/MAGprocesswithinsulatedpotentialson coating applications Part I[J].Journal of the Brazilian Society of Mechanical Sciences and Engineering,2007,29(2):202-206.
[7]王 飞,华学明,马晓丽,等,双丝GMAW焊接的电弧干扰和中断分析[J].焊接学报,2011,32(7):109-112.
[8] Savu D.Electromagnetic interactions in two wires MIG/MAG welding[C],Proceedings of the IIW International Conference IIW Doc.212-944-99,IIW,1999.
Research on symmetrical transition time's effects on double-wire MIG welding
YAO Ping1,2,XUE Jia-xiang1,CHEN Hui1,CHEN Xiao-dong1
(1.South China University of Technology,Guangzhou 510640,China;2.GuangDong Polytechnic Normal University,Guangzhou 510635,China)
A symmetrical transition waveform control process for double-wire MIG welding is proposed based on the current study,with considering the change of electromagnetic force between two wires.the effects of The availability of symmetrical transition and doublewire transition time Ts on welding quality are studied.The results show that it's helpful to improve the stability of the welding process while increasing the symmetry transition.Under the current experimental conditions,double-wire transition time Ts should not be lower than 1 ms,otherwise the advantages of symmetric transition control are unable to be realized.Double-wire transition time Ts should not be longer than the peak time,otherwise it will affect the weld quality and lower welding speed.During the transition time of 2~3 ms,waveforms are stable and weld quality is good.This results provide basic process data for symmetrical transition waveform control process and a new approach for waveform control of double-wire welding.
double-wire MIG welding;symmetrical transition;current waveform control;double-wire transition time
TG434
A
1001-2303(2012)03-0023-04
2011-12-28
国家自然科学基金资助项目(50875088);广东省科技计划资助项目(2010B010700001);广东高校优秀青年创新人才培养计划项目(LYM09099);黄埔区科技攻关计划资助项目(1021)
姚 屏(1978—),女,副教授,博士,主要从事制造过程智能化检测与控制和数字化电源的研究工作。
