S Zorb再生烟气处理技术开发
2012-11-09王建华刘爱华陶卫东
王建华,刘爱华,陶卫东
(中国石化 齐鲁分公司研究院,山东 淄博 255400)
S Zorb再生烟气处理技术开发
王建华,刘爱华,陶卫东
(中国石化 齐鲁分公司研究院,山东 淄博 255400)
根据S Zorb汽油吸附脱硫装置再生烟气的组成特点,提出了将S Zorb再生烟气与Claus尾气混合引入尾气处理单元加氢反应器的技术路线,开发成功了适用于S Zorb再生烟气加氢处理的LSH-03低温高活性Claus尾气加氢催化剂。LSH-03催化剂在中国石化燕山分公司12 kt/a和沧州分公司20 kt/a硫磺回收装置上进行了工业应用,硫磺装置未进行任何改动,S Zorb再生烟气与Claus尾气混合后直接引入尾气加氢反应器。运行结果表明,硫磺装置操作稳定,能耗低,净化尾气中SO2排放量远低于国家环保标准960 mg/m3。采用此工艺技术处理S Zorb再生烟气,不需要增加投资,并且能降低硫磺装置能耗,回收硫资源,保护环境,是目前S Zorb再生烟气较理想的处理方式。
汽油吸附脱硫;再生烟气;尾气加氢催化剂
对于S Zorb汽油吸附脱硫技术中吸附剂连续再生产生的含硫烟气,国外通常采用碱液吸收方法[1]除去其中的SO2,但废碱液的处理会产生污染,同时也浪费了硫资源。国内大多数炼油厂均配套硫磺回收装置,选择烟气进入硫磺回收装置是较好的处理方式,既不会造成污染,同时也能变废为宝。但烟气中90%(φ)以上为N2且SO2含量波动较大,进入硫磺装置的前半部分(如制硫炉和一级、二级转化器)时,由于N2不参与过程气反应,加上SO2含量瞬间波动,会降低整个硫回收装置的处理量,造成装置波动,增加装置能耗。如果进入尾气加氢单元,由于烟气中SO2和O2含量较高,普通加氢催化剂容易发生SO2穿透,很难达到装置要求;同时由于烟气温度较低(160 ℃左右),达不到尾气加氢单元的反应温度要求,需增设加热器,使得装置能耗升高。
中国石化齐鲁分公司研究院成功开发了低温、耐氧、高活性的LSH-03尾气加氢催化剂,在加氢反应器入口温度220 ℃的条件下,具有良好的加氢和水解活性,在不增设加热设施的情况下,烟气可直接进入尾气加氢单元。
LSH-03催化剂开发成功后,先后应用于中国石化齐鲁分公司80 kt/a、燕山分公司10 kt/a、沧州分公司20 kt/a和高桥分公司55 kt/a 硫磺回收装置尾气处理单元。硫磺回收装置未进行任何改动,仅增加一条S Zorb装置到硫磺装置加氢反应器入口的管线,S Zorb再生烟气直接引入尾气加氢反应器入口。运行结果表明,硫磺装置操作稳定,能耗低,净化尾气中SO2排放量远低于国家环保标准(960 mg/m3)[2]。
本文介绍了适用于S Zorb再生烟气处理的LSH-03尾气加氢催化剂的开发及在中国石化燕山分公司和沧州分公司硫磺装置引入S Zorb再生烟气的应用情况。
1 LSH-03催化剂的开发
1.1 S Zorb再生烟气的组成及特点
S Zorb再生烟气具有以下特点[3]:(1)进硫磺装置的温度较低,设计值160 ℃,实际运行只有110~140 ℃;(2)O2含量较高,正常工况下O2含量为0~2%(φ),非正常工况下最高可达5%(φ)以上,且频繁波动;(3)SO2含量在0~5%(φ)之间波动,是常规Claus尾气的几倍,且频繁波动;(4)S Zorb再生烟气的主要成分为N2,含量在90%(φ)左右。
1.2 LSH-03催化剂的性能和特点
根据S Zorb再生烟气的组成及特点,开发的LSH-03催化剂应该具有以下4个特点:(1)低温活性好。由于S Zorb再生烟气温度较低,进硫磺装置的烟气只有160 ℃,而常规Claus尾气加氢催化剂的使用温度为280~320 ℃,S Zorb再生烟气进尾气加氢反应器前须增设加热或换热装置。而使用低温Claus尾气加氢催化剂,不需要增设加热或换热装置,与Claus尾气混合后可直接进Claus尾气加氢反应器,减少了装置投资。(2)耐硫酸盐化能力强。由于S Zorb再生烟气中SO2含量高达5.41%(φ),而常规Claus尾气中SO2含量小于0.5%(φ),较高浓度的SO2如不能全部加氢,则会导致加氢催化剂反硫化,而且载体氧化铝发生硫酸盐化,最终导致催化剂SO2穿透而失活。因此,开发的LSH-03催化剂具有不易反硫化及耐硫酸盐化的特点。(3)加氢活性高。 由于S Zorb再生烟气中的SO2含量高,如催化剂活性低,不能满足高含量SO2加氢的要求,则催化剂床层很容易发生SO2穿透现象。因此,开发的LSH-03催化剂应较常规催化剂具有更高的加氢活性。(4)具有良好的脱氧活性。S Zorb再生烟气O2含量较高,加氢催化剂的活化状态为硫化态,O2会导致催化剂由硫化态变为氧化态[4]而失去活性。因此,开发的LSH-03催化剂具有很好的脱氧活性。
1.3 LSH-03催化剂的物化性质
表1给出了满足S Zorb再生烟气处理要求的LSH-03催化剂的主要物化性质及使用温度。

表1 LSH-03催化剂的主要物化性质及使用温度Table 1 Major physicochemical properties and application temperature of LSH-03 catalyst
2 LSH-03催化剂在燕山分公司12 kt/a硫磺装置上的工业应用
燕山分公司1.2 kt/a S Zorb汽油吸附脱硫装置产生的再生烟气引入12 kt/a硫磺回收装置尾气处理单元,与Claus尾气混合后,进入加氢反应器。尾气加氢反应器装填LSH-03催化剂,装填量为5.6 t。
2.1 S Zorb再生烟气的组成、流量及温度
表2为2009年7月16日至24日每天18:00采集的S Zorb再生烟气的组成、流量及温度。由表2可看出,S Zorb烟气流量波动较大,现场仪表显示瞬时流量最高770 m3/h,最低95 m3/h;烟气中SO2含量波动也较大,最大3.32%(φ),最小0.09%(φ);烟气入口温度较低,仅126~133 ℃,冬季烟气入口温度会更低。
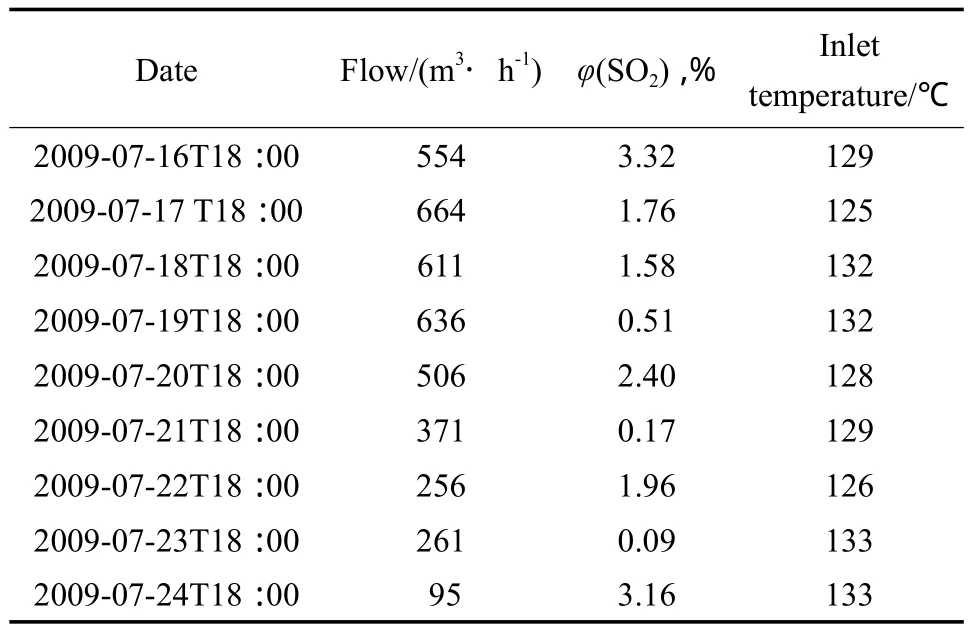
表2 燕山分公司S Zorb再生烟气的流量和组成Table 2 Flowrate and composition of S Zorb regenerated flue gas from Yanshan Branch of SINOPEC
2.2 引入再生烟气前后催化剂床层温升的变化
表3给出了加氢反应器入口温度及床层上部、中部和下部温度分布,其中2009年7月11日至7月14日14:00未引入S Zorb烟气,7月14日14:00之后引入S Zorb烟气。由表3可见,Claus尾气加氢反应器正常床层温升为32~37 ℃,引入S Zorb再生烟气后,床层温升增至53~79 ℃。因LSH-03催化剂具有良好的低温加氢活性,入口温度较低,生产正常后可控制入口温度为230~240 ℃;但由于开工初期装置操作不稳定,工艺参数调整期间暂定加氢反应器入口温度控制为240~250 ℃。尽管S Zorb烟气流量及组成不稳定,床层温升有变化,但未出现床层超温或床层温度急剧变化的现象,说明LSH-03催化剂能满足S Zorb烟气处理的要求。
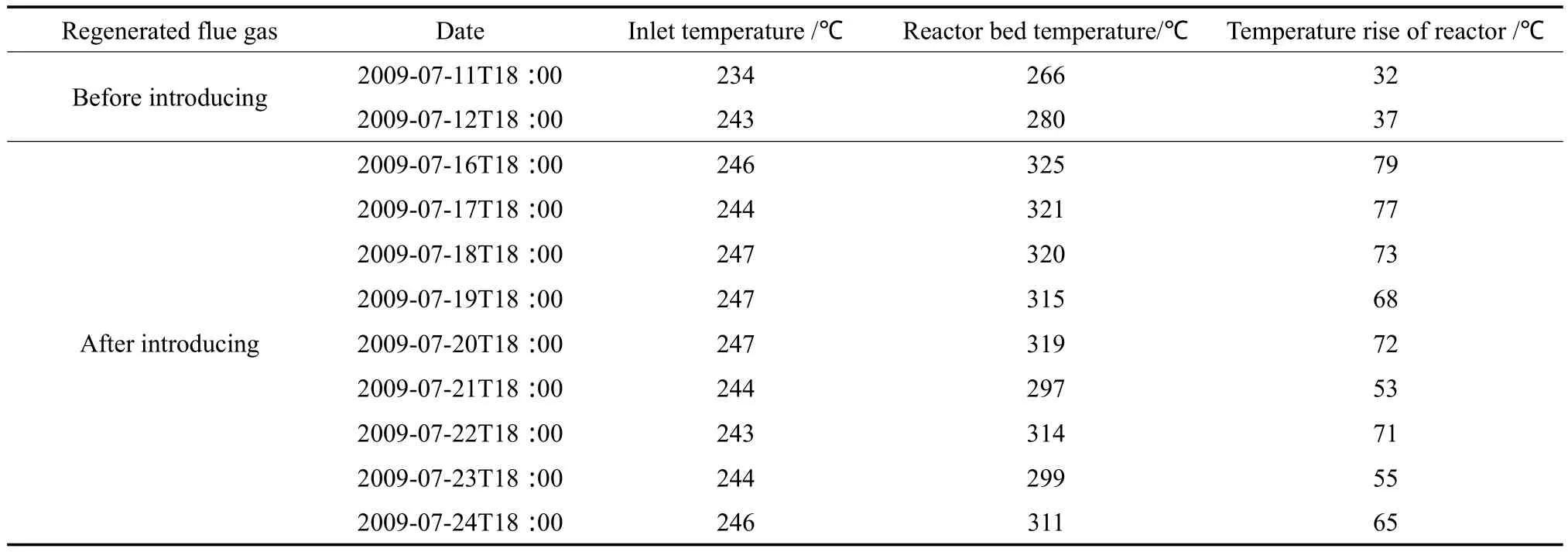
表3 燕山分公司引入再生烟气前后催化剂床层温升的变化Table 3 Changes of the catalyst bed temperature rise before and after introducing the regenerated flue gas in Yanshan Branch
2.3 净化尾气SO2排放的检测
引入S Zorb烟气后,净化尾气由燕山分公司环保部门检测,检测结果见表4。
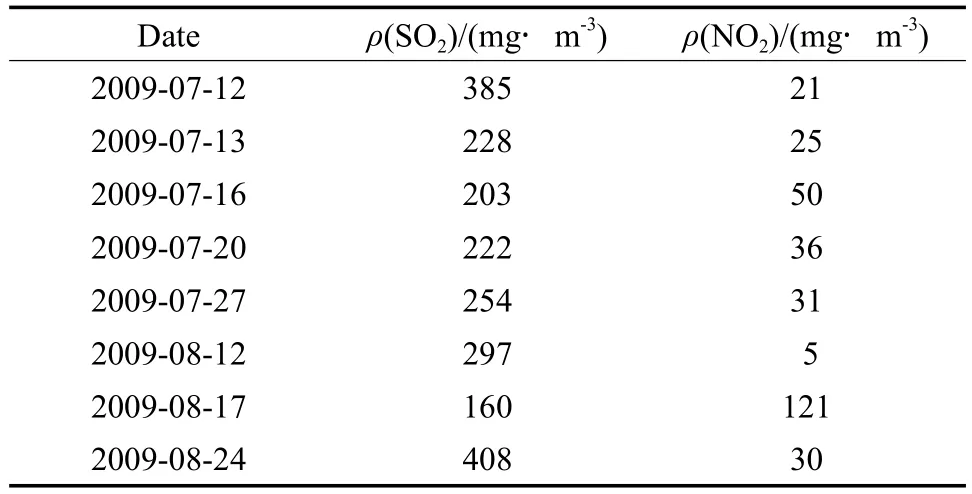
表4 燕山分公司净化尾气SO2排放检测结果Table 4 SO2 emission of the purified tail gas from Yanshan Branch
由表4可见,引入S Zorb烟气后,净化尾气SO2排放量为160~408 mg/m3,远低于960 mg/m3的国家环保标准和850 mg/m3的厂控标准。在使用原催化剂时,加氢反应器入口温度280~300 ℃,未引入S Zorb烟气时,装置净化尾气SO2排放量为500~800 mg/m3。由此可见,更换LSH-03催化剂后,尽管引入了S Zorb再生烟气,但净化尾气SO2排放量不但没有升高,反而降低,说明LSH-03催化剂在较低温度下具有更好的加氢和水解活性。
总之,燕山分公司S Zorb再生烟气引入12 kt/a硫磺装置尾气处理单元后,尽管S Zorb再生烟气的流量及组成波动较大,但催化剂床层温升维持在70~80 ℃,未出现床层飞温现象,加氢部分操作相对稳定;加氢后尾气中未检测到非H2S的含硫化合物,净化后尾气中SO2排放量较低。LSH-03催化剂具有良好的低温加氢和水解活性,满足S Zorb再生烟气处理的要求。
3 LSH-03催化剂在沧州分公司20 kt/a硫磺装置上的工业应用
沧州分公司900 kt/a S Zorb汽油吸附脱硫装置于2010年2月开车成功。2010年10月硫磺装置更换了LSH-03催化剂,装填量为7.8 t。硫磺装置开工正常后,2010年11月12日S Zorb再生烟气全部引入20 kt/a硫磺装置尾气加氢反应器。
3.1 S Zorb再生烟气的组成
沧州分公司900 kt/a S Zorb汽油吸附脱硫装置再生烟气的组成见表5,表5中的数据为采样分析的瞬时数据。
正常Claus尾气中SO2含量小于0.5%(φ),O2含量小于0.05%(φ)。从表5可看出,沧州分公司S Zorb再生烟气SO2含量最高为9.64%(φ),是正常Claus尾气中SO2含量的20倍;O2含量最高为3.21%(φ),是正常Claus尾气中O2含量的64倍。S Zorb再生烟气的引入使得加氢催化剂的操作条件更加苛刻。
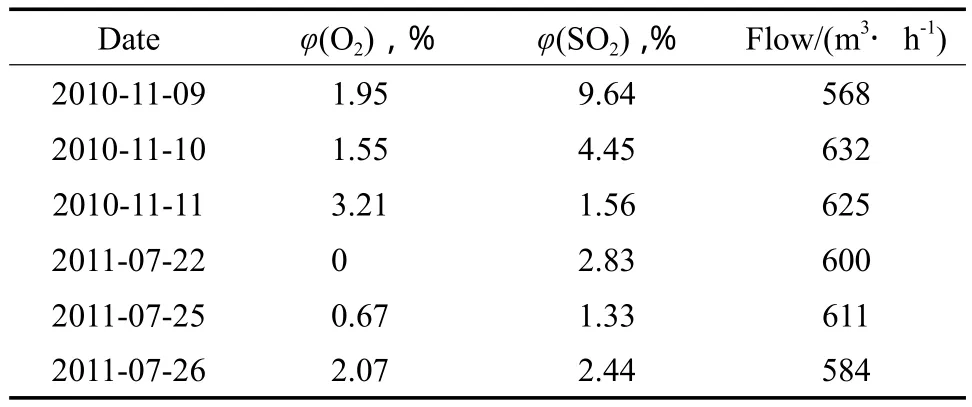
表5 沧州分公司S Zorb再生烟气的组成及流量Table 5 Flowate and composition of S Zorb regenerated flue gas from Cangzhou Branch of SINOPEC
3.2 引入再生烟气前后床层温升的变化
2010年11月8日装置转入正常生产,2010年11月12日14时S Zorb再生烟气全部引入20 kt/a硫磺装置尾气加氢单元。表6给出了引入再生烟气前后床层温升的变化。
从表6可看出,正常的Claus尾气加氢,控制加氢反应器的入口温度为230 ℃,催化剂床层温升40℃左右;引入S Zorb再生烟气后,控制加氢反应器的入口温度为230~240 ℃,床层温升一般在50 ℃左右,最高74 ℃,床层温度最高达到308 ℃,未出现床层超温及床层温度大起大落的现象。
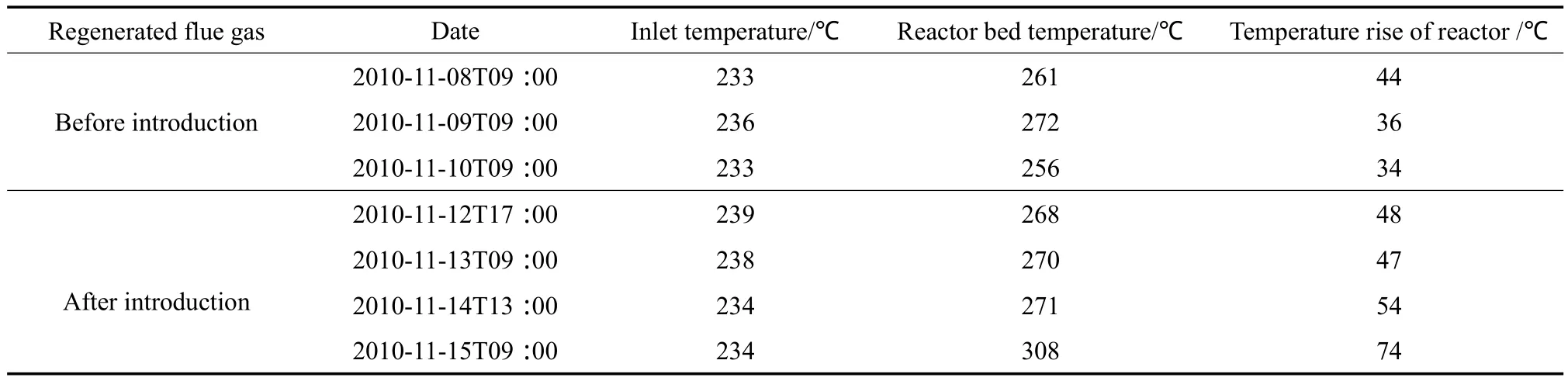
表6 沧州分公司引入再生烟气前后床层温升的变化Table 6 Changes of the catalyst bed temperature rise before and after introducing regenerated flue gas in Cangzhou Branch
3.3 净化尾气SO2排放的检测
沧州分公司20 kt/a硫磺回收装置引入S Zorb再生烟气后于2011年3月25日至3月28日进行了为期4天的标定,7月13日至15日又进行了为期3天的标定,净化尾气SO2排放的检测结果见表7。
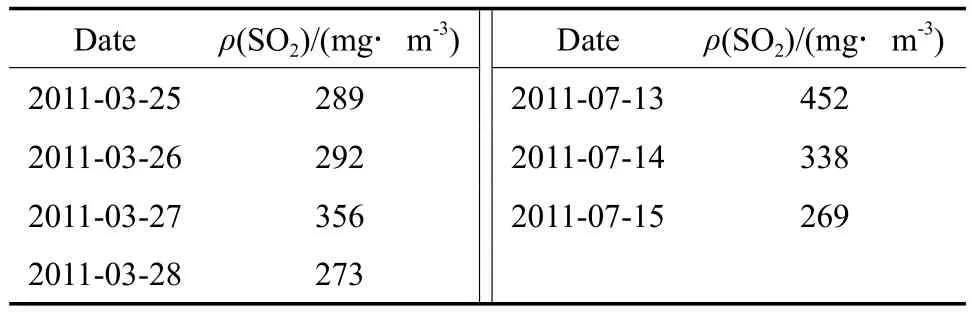
表7 沧州分公司净化尾气SO2排放检测结果Table 7 SO2 emission in the purified tail gas from Cangzhou Branch
由表7可见,引入S Zorb再生烟气后,净化尾气SO2排放量低于500 mg/m3,远低于960 mg/m3的国家环保标准,并且SO2排放没有出现增加的现象。说明LSH-03催化剂在较低的使用温度下,完全满足S Zorb再生烟气处理的要求。
4 结论
(1)根据S Zorb再生烟气的组成特点,开发了适用于S Zorb再生烟气加氢的LSH-03低温高活性尾气加氢催化剂。
(2)使用LSH-03催化剂,可将S Zorb再生烟气与Claus尾气混合后直接引入加氢反应器,硫磺装置改动小,S Zorb再生烟气不需要加热,节约投资和操作费用。
(3)使用LSH-03催化剂处理S Zorb再生烟气,硫磺装置操作稳定,加氢反应器入口温度降至230 ℃,装置能耗低,净化尾气SO2排放量低于国家环保标准,是目前S Zorb再生烟气较理想的处理方式。
[1] 朱云霞,徐惠. S-Zorb技术的完善及发展[J]. 炼油技术与工程,2009,39(8):7 - 11.
[2] 国家环境保护局. GB 19297—1996大气污染物综合排放标准[S]. 北京:中国标准出版社,1996.
[3] 徐永昌,任建邦. 汽油吸附脱硫烟气引入硫磺装置尾气处理单元运行总结[J]. 齐鲁石油化工,2011,39(1):1 - 5.
[4] 李立权. 加氢催化剂硫化技术及影响硫化的因素[J]. 炼油技术与工程,2007,37(3):55 - 58.
Development of S Zorb Regenerated Flue Gas Treatment Process
Wang Jianhua,Liu Aihua,Tao Weidong
(SINOPEC Research Institute of Qilu Branch Co.,Zibo Shandong 255400,China)
According to the composition of regenerated flue gas in S Zorb gasoline desulfurization units,a process was proposed,in which the S Zorb regenerated flue gas was mixed with Clause tail gas and then the mixed gas was introduced into the hydrogenation reactor of a tail gas treatment unit. A new catalyst,LSH-03,for the S Zorb regenerated flue gas hydrogenation with high activity at low temperature was developed and applied in the process in Yanshan Branch Co. and Cangzhou Branch Co. of SINOPEC,where the capacities of the sulfur recovery plants were 12 kt/a and 20 kt/a,respectively. The results show that the process operation is stable and the energy consumption is low. The SO2emission in the purified tail gas was much lower than the national emission standard,960 mg/ m3. No extra investment is needed for this process.
gasoline adsorption desulfurization;regenerated flue gas;tail gas hydrogenation catalyst
1000 - 8144(2012)08 - 0944 - 04
TQ 624.431
A
2012 - 01 - 13;[修改稿日期]2012 - 06 - 07。
王建华(1966—),男,山东省德州市人,大学,高级工程师,电话 0533 - 7589587,电邮 wangjh.qlsh@sinopec.com。
中国石油化工股份有限公司十条龙攻关项目(108120)。
(编辑 安 静)