数控铣床拉刀故障的诊断与维修*
2012-11-06刘加勇
刘加勇
(北京市工贸技师学院 北京 100097)
数控铣床拉刀故障的诊断与维修*
刘加勇
(北京市工贸技师学院 北京 100097)
拉刀故障是数控铣床的常见故障之一,主轴松、拉刀动作涉及电气、机械及液压回路,回路中任何一个环节的失效都会引起机床拉刀动作故障。本文从企业维修案例着手,介绍了XKA714B/F数控铣床主轴结构和控制原理,分析了常见的故障点,并采用流程图的形式介绍了故障诊断方法,最后对故障维修方式进行了探讨。
数控铣床;拉刀故障;诊断与维修;流程图
在企业生产过程中,XKA714B/F立式数控铣床主轴会出现如下故障现象:操作工人在进行手动换刀操作时,刀具可以拿下,但装上刀后,按“主轴拉刀”按钮,拉刀动作明显比平常慢,重复一次松、拉刀过程,拉刀时间变得更长,再重复几次后,拉刀动作几乎没有了。机床状态提示:处于松刀状态。
拉刀故障是数控铣床的常见故障之一。主轴松、拉刀动作涉及电气、机械及液压回路,回路中任何一个环节的失效都会引起机床拉刀动作故障。要分析和排除松、拉刀这一故障,首先要知道主轴部件的机械结构组成及松、拉刀动作的原理及过程,然后熟悉常见的故障点,掌握故障诊断思路及流程,最后维修排除故障。
主轴结构和控制原理
数控铣床一般可分为立式铣床、卧式铣床和立卧两用数控铣床三种。本维修案例使用的是XKA714B/F立式数控铣床,它由床身、立柱、主轴箱、工作台、液压系统、伺服装置、数控系统等组成。床身用于支撑和连接机床各部件,主轴箱用于安装主轴,主轴内装有拉刀机构,拉刀机构采用液压装置及碟形弹簧来完成拉刀、松刀动作。主轴下端的锥孔用于安装铣刀。当主轴箱内的主轴电机驱动主轴旋转时,铣刀能够切削工件。主轴箱还可沿立柱上的导轨在Z向移动,使刀具上升或下降。工作台用于安装工件或夹具,可沿滑鞍上的导轨在X向移动,滑鞍可沿床身上的导轨在Y向移动,从而实现工件在X和Y向的移动。无论是X、Y向,还是Z向的移动都是靠伺服电机驱动滚珠丝杠来实现。伺服装置用于驱动伺服电机,主传动系统由5.5kW的变频电机驱动,电机安装在主轴箱的顶面,经过齿轮传动,可以实现无级变速。控制器用于输入零件加工程序和控制机床工作状态,控制电源用于向伺服装置和控制器供电。
(一)XKA714B/F立式数控铣床主轴部件的机械结构
主轴部件主要由刀具自动夹紧装置、自动吹净等装置组成。为了适应主轴转速高和工作性能要求,前、后支承都采用了向心推力轴承。(1)前支承是三个向心推力球轴承,背靠背安装,前面两个支承大口朝向主轴前端,后一个轴承大口朝向主轴尾部。前支承既承受径向载荷,又承受两个方向的轴向载荷。(2)后支承是两个向心推力球轴承,也是背靠背安装,小口相对。后支承只承受径向载荷,故轴承外圈轴向不定位。主轴轴承采用油脂润滑方式,迷宫式密封。
刀具自动夹紧装置 数控铣床主轴组件由活塞、螺旋弹簧、拉杆、碟形弹簧和4个钢球组成。该机床采用锥柄刀具,刀柄的锥度为7∶24,它与主轴前端锥孔锥面定心。夹紧时,油缸上腔接回油,下腔接压力油,压力油和螺旋弹簧使活塞杆向上移动,拉杆在碟形弹簧压力作用下也向上移动,钢球被迫进入刀柄尾部拉钉的环形槽内,将刀具的刀柄拉紧。放松时,即需要换刀松开刀柄时,油缸上腔通入压力油,下腔接回油,使活塞杆向下移动,推动拉杆也向下移动,直到钢球被推至主轴孔径较大处,便松开刀柄,将刀具连同刀柄从主轴孔中取出。刀具的刀柄是靠碟形弹簧产生的拉紧力进行夹紧的,以防止在工作中突然停电时刀柄自行脱落。在活塞杆上下移动的两个极限位置上,安装行程开关,用来发出刀柄夹紧和松开的信号。在夹紧时,活塞杆下端的活塞杆端部与拉杆的上端面之间应留有一定的间隙,约为4mm,以防止主轴旋转时引起端面摩擦。
自动吹净装置 主轴换刀时,需自动清除主轴装刀锥孔内的切屑或灰尘,以便保护主轴锥孔和刀柄表面,确保刀具定位安装精度。因此,该机床采用压缩空气自动吹净装置。当刀柄从主轴锥孔拔出后,压缩空气通过活塞杆上端喷嘴经活塞和拉杆的中心孔,自动吹净主轴锥孔。
(二)XKA714B/F立式数控铣床液压系统控制原理
液压站油箱位于机床的后侧,油箱容积为40L。当油面低于油标显示位置时要及时添加;液压油使用2000h后,要进行更换。液压控制板装在液压站油箱上面,由一个1.1kW的电机驱动液压泵完成液压系统的供油和主轴箱的润滑,液压系统的调定压力为3.5MPa。液压系统控制三个二位四通的电磁阀,电磁阀YV1控制主轴箱润滑油路,电磁阀YV1、YV2控制主传动系统中的液压变速机构(通电为高挡),电磁阀YV1、YV3控制拉刀机构。
松刀时,电磁阀YV1、YV3同时通电,阀芯切换油路,液压油进入油缸上腔,油缸下腔接回油,活塞杆向下动作,油缸顶部行程限位开关向PMC发出反馈信号,松刀完成。
拉刀时,电磁阀YV1吸合、YV3断开阀芯切换油路,液压油进入油缸下腔,油缸上腔接回油,活塞杆向上动作,油缸顶部行程限位开关向PMC发出反馈信号,拉刀完成。
需要变速时,电磁阀YV1通电,电磁阀YV2则按高低挡要求通或断;变速完毕或装刀完毕电磁阀YV1即断。
液压系统还负责润滑主轴箱内的齿轮及轴承。主轴箱内的润滑油通过主轴箱背面的回油管流回油箱。如发现主轴箱下柔性挡板防护罩处有漏油现象,应立即停止使用并检查主轴箱润滑回油管路是否通畅,严禁在主轴润滑回油系统不畅的情况下使用机床。液压油管均是通过拖链装置到达主轴箱。当系统发出油路堵塞报警时,应对液压箱的滤油器及时清理。
(三)XKA714B/F立式数控铣床主轴松、拉刀电气系统控制原理
只要控制电磁阀YV1、YV3就可以实现拉刀、松刀的动作,但是,电磁阀怎么跟PMC联系呢?这需要通过PMC对电磁阀进行控制。一般而言,实现拉刀、松刀的动作需要用到的PMC输入接口有松紧刀允许、紧刀、拉刀;输出接口有刀具松/紧、液压油路开关、松紧刀允许指示灯、松刀指示灯、紧刀指示灯,每个接口都用相应的地址位来表示。通过XKA714B/F立式数控铣床主面板输入地址电气图可以查出,松紧刀允许按钮的输入地址位是X33.4,紧刀按钮的输入地址位是X34.0,松刀按钮的输入地址位是X34.1;通过XKA714B/F立式数控铣床PMC输出地址电气图可以查出,刀具松/紧的输出地址位是Y2.1,液压油路开关的输出地址位是Y2.2;通过XKA714B/F立式数控铣床主面板输出地址电气图可以查出,松紧刀允许指示灯的输出地址位是Y33.4,紧刀指示灯的输出地址位是Y34.0,松刀指示灯的输出地址位是Y34.1。
那么,松紧刀允许按钮的地址位X33.4、紧刀按钮的地址位X34.0、松刀按钮的地址位X34.1和控制拉刀以及松刀的输出地址位Y2.1.Y2.2有什么关系呢?当同时按下“松紧刀允许”和“松刀”按钮后,输入信号经地址位X33.4和X34.1传递给PMC,PMC通过输出接口Y2.1来控制拉刀或松刀动作,具体控制过程查看XKA714B/F立式数控铣床松刀按钮控制梯形图,可以看出,当触点X33.4和X34.1接通时,松紧刀允许指示灯Y33.4和松刀指示灯Y34.1亮,线圈Y2.1工作,继电器KA10和KA11指示灯亮,松刀完成。也就是说通过Y2.1来控制电磁阀,由于电磁阀所需要的驱动电流比较大,而PMC的输出接口驱动能力比较小,所以先由Y2.1控制继电器KA10,然后再由继电器KA10来控制电磁阀YV3的动作;同理,由Y2.2控制继电器KA11,然后再由继电器KA11来控制电磁阀YV1的动作。
(四)XKA714B/F立式数控铣床主轴松、拉刀动作控制过程
动作控制过程包括松刀动作控制过程和拉刀控制过程。
松刀控制过程 从图1可以看出,当按下松刀按钮后,输入信号经地址位X34.1传递给PMC,PMC通过输出接口Y2.1和Y2.2来控制继电器KA10和KA11吸合,使得电磁阀YV1和YV3得电,阀芯切换油路,液压油进入油缸上腔,油缸下腔接回油,使活塞杆向下移动,推动拉杆也向下移动,压缩碟形弹簧,拉刀爪松开,油缸顶部行程限位开关向PMC发出反馈信号,松刀完成。

图1 松刀动作电气控制流程图
拉刀控制过程 从图2所示拉刀动作电气控制流程图可以看出,当按下拉刀按钮后,输入信号经地址位X34.0传递给PMC,PMC通过输出接口Y2.1和Y2.2来控制继电器KA10断开和KA11吸合,使得电磁阀YV1得电吸合、YV3断开,阀芯切换油路,液压油进入油缸下腔,油缸上腔接回油,压力油和螺旋弹簧使活塞杆向上移动,拉杆在碟形弹簧压力作用下也向上移动,拉刀爪拉紧,油缸顶部行程限位开关向PMC发出反馈信号,继电器KA11断电,电磁阀YV1断电,液压油转向润滑油路,拉刀完成。
XKA714B/F立式数控铣床拉刀常见故障点分析
数控铣床拉刀故障应综合考虑电气故障、机械故障和液压故障。
(一)电气回路故障分析点
电气回路故障分析点主要有:(1)松、拉刀按钮开关;(2)拉刀活塞杆行程限位开关;(3)PMC控制器;(4)继电器及线路;(5)电磁阀及线路等。
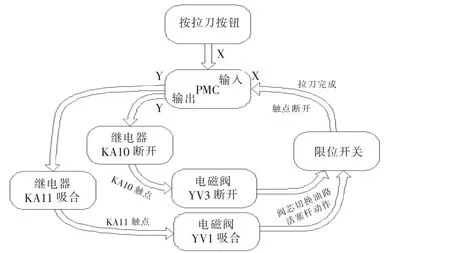
图2 拉刀动作电气控制流程图
在这些故障分析点中,松、拉刀按钮开关、继电器由于频繁使用,容易疲劳损坏;PMC控制器属于技术成熟的数控系统产品,在弱电环境下工作,一般不易损坏。
(二)机械及液压回路故障分析点
机械及液压回路故障分析点主要有:(1)主轴拉刀机构;(2)活塞油缸;(3)油管;(4)电磁阀;(5)单向阀;(6)溢流阀;(7)液压泵;(8)压力表;(9)碟形弹簧等。
在这些故障分析点中,主轴拉刀机构中的活塞杆、拉刀爪、拉杆以及电磁阀、碟形弹簧等,由于频繁动作,容易疲劳损坏;油管易老化漏油。
XKA714B/F立式数控铣床拉刀故障诊断与维修
主轴松、拉刀动作涉及电气、机械及液压回路,回路中任何一个环节的失效都会引起机床拉刀动作故障,因为按钮开关、继电器、电磁阀的通断状态可以通过PMC诊断地址及发光二极管等状态指示灯来快速判断,直观、快捷,故先从电气回路开始检查(液压泵及压力表也可直观检查),然后再对机械及液压回路进行检查。
从图3所示XKA714B/F数控铣床拉刀故障综合诊断流程图可知,故障诊断与维修步骤如下:
第一步,维修准备。准备好XKA714B/F立式数控铣床对应的系统操作说明书、机床生产厂家提供的机械说明书、电气说明书、维修手册和维修记录等,同时准备好机床维修的常用必备工具。
第二步,现场勘察。首先察看一下XKA714B/F数控铣床的具体故障现象。然后查看报警信息,锁定故障范围,机床状态提示:处于松刀状态。最后,查阅发生故障铣床的机械及电气说明书,了解松/拉刀按钮开关地址位、PMC刀具松紧输出地址位、松紧刀电磁阀控制和液压系统原理图。
第三步,悬挂“维修中,请勿靠近”警示牌,在机床手动状态下,主轴停转,按下“紧刀”按钮,检查PMC输入地址X34.0的状态变化。如果没有变化,检查“紧刀”按钮开关及其至PMC的线路。若开关损坏,则更换开关;电路断路,则维修电路。
第四步,如果第一步不存在问题,即PMC输入地址X34.0的状态有变化(由0变为1),则检查PMC输出地址Y2.1、Y2.2的状态变化。若状态没有变化,根据梯形图判断哪些条件不满足,针对不满足条件,相应调整机床操作方式。
第五步,如果第四步不存在问题,即PMC输出地址Y2.1、Y2.2的状态有变化(由0变为1),继电器KA10和KA11应依次由通到断。若KA11和KA10其中有未断开现象,则检查PMC至KA10线圈的线路(因为松刀动作正常,故可以判断KA11和YV1都是正常的),如果线路短路则检修线路。
第六步,如果第五步不存在问题,即KA11和KA10正常断开,电磁阀YV3由吸合转为断开,线圈插头指示灯由亮转灭。若电磁阀未由吸合转为断开,检查KA10触点及YV3线圈至KA10触点的控制线路,如果触点损坏,则更换继电器;如果线路短路,则检修线路。
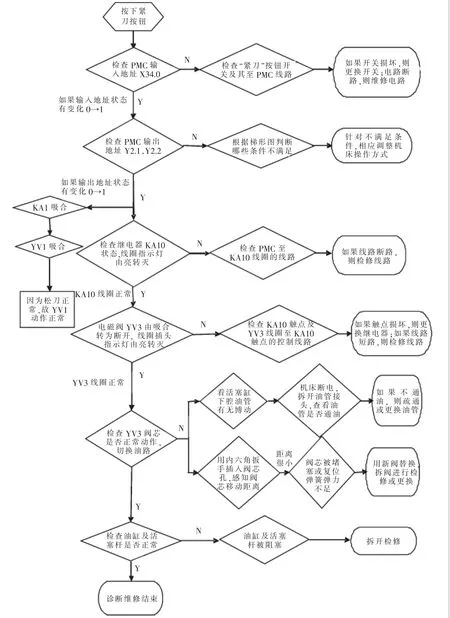
图3 XKA714B/F数控铣床拉刀故障综合诊断流程图
第七步,如果第六步不存在问题,即电磁阀YV3由吸合转为断开,说明YV1和YV3线圈正常,则检查YV3阀芯是否正常动作、能否切换油路。若YV3阀芯动作不正常,应先检查活塞缸下腔油管有无波动,在机床断电情况下,拆开油管接头,查看油管是否通油,如果不通油,则疏通或更换油管;然后用内六角扳手插入阀芯孔,感知阀芯移动距离,如果距离小于正常移动距离,则说明阀芯被堵塞或复位弹簧弹力不足,可用新阀替换或拆阀进行检修。
第八步,如果第七步不存在问题,即YV3阀芯正常动作,可正常切换油路,则检查油缸及活塞杆是否正常。如果不正常,油缸进出油口及活塞杆被堵塞,则拆开检修。
第九步,如果以上各步检查均正常,则诊断维修结束。
总之,针对这类故障,不管是主轴拉不紧刀,还是主轴松不下刀,只要掌握了控制回路的电气、机械及液压原理,依据故障现象,逐一分析控制回路的各个环节,由简到繁,就不难找出故障点并排除故障。数控机床是一种自动化程度高、机械结构较复杂的加工设备,要充分发挥机床的高效益,就必须正确操作使用和精心维护,这样可防止设备产生非正常性磨损,保持其良好的技术性能状态,延缓劣化进程,保证生产安全运行。
[1]韩鸿鸾,张秀玲.数控机床维修技师手册[M].北京:机械工业出版社,2006.
[2]冯荣军.数控机床故障诊断与维修[M].北京:中国劳动出版社,2007.
[3]牛志斌.数控机床现场维修555例[M].北京:机械工业出版社,2009.
[4]王海勇.数控机床结构与维修[M].北京:化学工业出版社,2009.
[5]潘海丽.数控机床故障分析与维修[M].西安:西安电子科技大学出版社,2008.
G712
A
1672-5727(2012)04-0122-03
北京市工贸技师学院教学研究基金资助项目《数控机床典型故障诊断与维修的研究》(项目编号:GMKY201006)
刘加勇(1979—),男,湖北襄阳人,工程硕士研究生在读,北京市工贸技师学院讲师,机械系主任,研究方向为数控机床故障诊断与维修。
