KYZB3010浮选柱柱体的开发
2012-10-29叶喜平饶耀华
叶喜平,饶耀华
(江西铜业集团公司德兴铜矿,江西 德兴 334224)
1 引言
浮选柱具有结构简单、高效节能、对微细粒浮选优势明显且选别指标优越等特点,特别是近年来改进了柱体和发泡器结构之后,浮选柱成为今后新型、高效浮选设备发展的重要趋势之一。银山铅锌矿扩能改造中的浮选系统改造工程采用KYZB3010浮选柱,它是一种充气式浮选柱,它取代了原来使用的8m3浮选机,它具有结构简单,维护方便,超高的选矿回收率,降低能耗80%以上,充分利用气体,最小的药剂用量,超长的易损件寿命。因其特殊原理和结构,大大缩短浮选工艺阶段并最大程度的降低了设备和基建投资。
2 浮选柱的结构特点及工作原理
2.1 浮选柱的技术参数
KYZB3010浮选柱构造简单,自溢式浮选柱是由上体、中间圆筒和下体组成,整个柱体为圆形,浮选柱中的给矿管有多种深度,其给矿点数目视柱径大小而异,分别为三、四和八点,下表 1为KYZB3010浮选柱的主要技术参数。浮选柱的充气是由风源经柱体下端的风室通过风管进入竖置的微孔空气管[1]。与常规浮选机相比,浮选柱无机械搅拌装置,结构简单,总投资仅为浮选机的55%;另外其能耗比同等处理量的浮选机低很多,约为50%~60%。在生产过程中,其能使流程大大简化,操作管理方便,易于实现自动控制,不仅浮选效率高,富集比也很高;同时它的单位处理量特别大,尤其适合于细粒矿物的回收[2]。
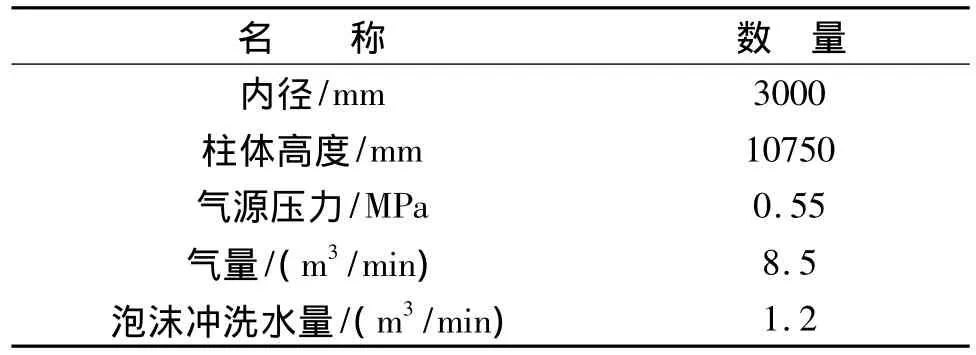
表1 KYZB3010浮选柱技术参数
2.2 浮选柱的工作原理
浮选柱在作业时矿浆从上部给矿管给入,由空气压缩机充气,通过下面的竖置空气管形成细小气泡,均匀分布于整个断面上,矿浆在重力作用下缓缓沉降,气泡由下往上缓缓升起,与矿浆中所要选取的有用矿物在柱中不断相遇。在对流运动中由于浮选药剂的作用,所要选取的矿物便附着于升起的气泡便面上,其余矿物则从下面锥底排出成为尾矿,由刮板刮入或自流到泡沫槽中的泡沫为精矿,从而完成整个分选过程[3-4]。而KYZB3010浮选柱采用的是无刮板式。
3 浮选柱安装要求
根据设计图纸要求以及国家有关的规定,浮选柱在制作安装过程中保证:柱体底板变形D/1000,D为直径,最大5mm;垂直度H/1000,H为高度,最大10mm;椭圆度2D/1000,D为直径。
4 施工方案及方法
由于浮选柱的尺寸,以及现有厂房、设备、运输等各方面的限制,制定“预制半成品→现场拼接半成品→筒体现场对接安装”的施工安装流程。在预制半成品时,按图纸尺寸放样、下料;浮选柱每节柱体由2个圆弧板组成,每台浮选柱由6节筒体焊接而成。
5 浮选柱的焊接
5.1 焊条的选择
KYZB3010浮选柱柱体所用材料为Q235B,在焊条的选择上采用J422焊条,使用前按产品说明书进行烘干与保温。
5.2 焊接顺序
底板的焊接,应采用收缩变形最小的焊接工艺及焊接顺序,应按下列顺序进行:
初层焊道应采用分段退焊或跳焊法。
底边缘板的焊接,应符合下列规定:
边缘板对接焊缝的初层焊,宜采用焊工均匀分布,对称施焊方法。
底板与柱体壁板的焊缝焊接,应在底圈壁板纵焊缝焊完后施焊,并由数对焊工从柱体内、外沿同一方向进行分段焊接[5-6]。初层的焊道,应采用分段退焊或跳焊。
柱体壁板的焊接,应先焊纵向焊缝,后焊环向焊缝。当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工应均匀分布,并应沿同一方向施焊。
(1)柱体第一带板上、下口必须与板面垂直且板宽一致,与底板安装基准圆吻合且保证垂直度后点焊筋板、楔铁楔紧,测垂直度,无误后焊接,如图1所示。

图1 每圈柱体对接图
(2)柱体圆弧板拼装时,采用图2所示的方式来满足设计要求的椭圆度。
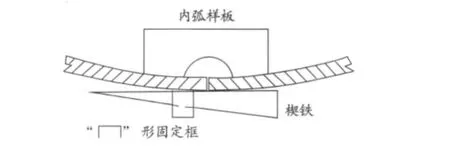
图2 柱体拼接图
(3)每节柱体对接时,在柱体下部直段内径第一层在底板上拼接好后,柱体内径需用无缝钢管做“十”字形支撑,并用手动葫芦拉紧,加固,防止柱体变形。当第二层壳体拼接完毕后,将第一层的支撑拆除后用来对再上一层做支撑。因浮选柱柱体直径过大,每节柱体太重,不易吊装,因此,除第一层壳体在底板上拼接,其余圆弧板都采取一块块的直接拼接方式。在拼接好的壳体外壁上一圈点焊一条筋板,用来保证柱体拼接时,上下层壳体的圆度。拼接方式如图3所示。
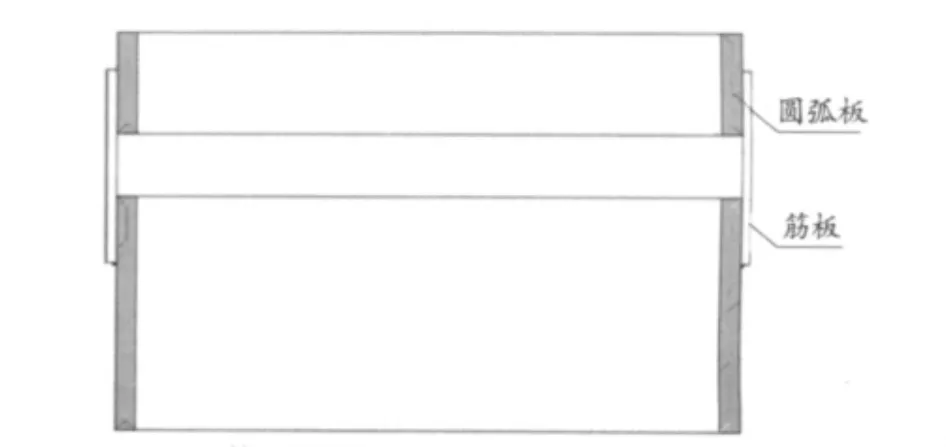
图3 上下柱体对接图
(4)柱体每节对接钢板焊接顺序。
为减少焊接变形和应力,按图4顺序,先焊垂直缝,后焊水平环焊缝。
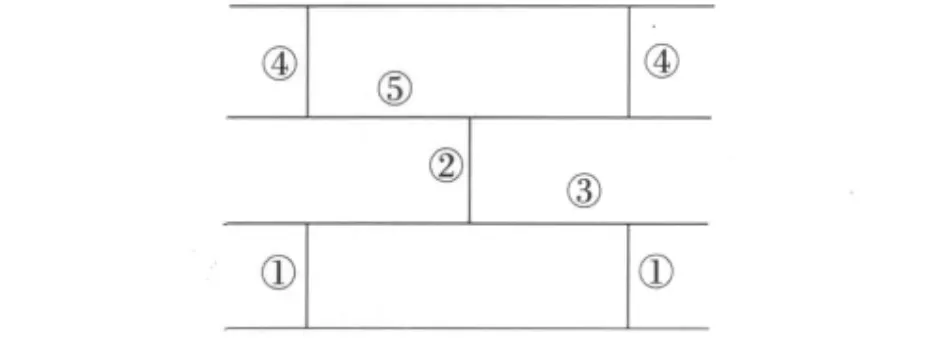
图4 焊接顺序图
6 结语
KYZB3010浮选柱柱体在制作安装过程时,严格按照本文设计的工艺方法,生产出的浮选柱柱体底板误差为 ±2mm,垂直度误差为8mm;椭圆度控制在±2mm,所有的技术参数满足设计要求,使用效果良好。
[1]杨琳琳.浮选柱的研究现状及其进展.矿业快报,2008(5):2-4.
[2]陈冬香.浮选柱的发展与应用[J].选煤技术,2007(8):28-31.
[3]刘广龙.浮选柱的发展与生产实践[J].矿业快报,2005(2):9-11。
[4]Buck Schevo,肖世航.用于连接异种金属的工业焊接技术[J].兵器材料科学与工程,1985(1):30-32.
[5]李益祖.关于异种金属焊接的评述[J].锅炉技术,1986(6):37-38.
[6]林树茂,左士强,张金峰,等.焊接结构件变形火焰矫正方法[J].煤矿现代化,2008 ,17(2):72-73.
