铼酸铵萃取生产工艺优化实验研究
2012-10-29魏德贵
刘 宏,魏德贵
(江西铜业集团公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
江西铜业集团公司贵溪冶炼厂新材料车间铼酸铵生产线利用贵冶亚砷酸车间产出的还原终液,回收其中的金属铼。铼酸铵生产工艺是通过“萃取、洗涤和反萃、浓缩结晶”等工序,萃取还原终液中的金属铼,后经分离、提取、除杂,生产铼酸铵产品,进行稀贵稀散金属铼的综合回收。在萃取生产过程中,当萃取体系达到平衡时,被萃取物在有机相中的总浓度与水相中的总浓度之比称为分配比。
本文对萃取工艺进行研究,通过预防和消除乳化,提高金属铼的分配比,对于提高金属铼的萃取率和综合回收率有至关重要的作用。
2 实验原料及实验方法
原料采用贵冶亚砷酸车间还原终液,按照实验要求取浓度及酸度不同的还原终液,按照萃取剂浓度要求配制实验要求的有机相,可供实验选择的稀释剂若干种。通过单因素实验确定提高金属铼的分配比最佳工艺条件。
3 实验原理
以ReO4-阴离子形态溶解于还原终液中的铼能被萃取剂选择萃取,而与含大量杂质的还原终液分离。萃取反应式如下:

4 实验结果
实验考察了萃取过程的反应条件:金属离子浓度、还原终液酸度、萃取剂浓度、稀释剂种类、反应温度五个因素[2-3],对铼的分配比的影响。
4.1 金属离子浓度对铼的分配比的影响
还原终液酸度160g/l、萃取剂浓度20%、稀释剂选择试剂A、反应温度25℃,考察金属离子铼在还原终液中的浓度对其分配比的影响,结果如表1所示。

表1 金属离子浓度对铼分配比的影响
由表1可以看出,随着金属离子Re在还原终液中的浓度由610mg/l降至180mg/l,Re的分配比也由85.03%增加至99.20%,提高了17%。萃取原液即还原终液中金属离子浓度过高,使得有机相中的金属离子浓度提高,从而使两相粘度增加,容易引起乳化,不利于铼在有机相中的分配,降低了铼在有机相中的平衡浓度。结合条件实验结果,确定最佳的萃取原液浓度为180mg/l。
4.2 还原终液酸度对铼的分配比的影响
金属离子浓度180mg/l、萃取剂浓度20%、稀释剂选择试剂A、反应温度25℃,考察还原终液酸度对Re的分配比的影响,结果如表2所示。

表2 还原终液酸度对铼的分配比的影响
由表2可以看出,还原终液的酸度越高,Re的分配比也越高。溶液pH值升高,碱性增强,某些金属离子会水解生产氢氧化物沉淀——良好的乳化剂,引起乳化[2],降低了金属铼的分配比。结合条件实验结果,以及生产实际,确定最佳的萃取原液酸度为160g/l。
4.3 萃取剂浓度对铼的分配比的影响
还原终液酸度160g/l、金属离子浓度180mg/l、稀释剂选择试剂A、反应温度25℃,考察萃取剂浓度对Re的分配比的影响,结果如表3所示。

表3 萃取剂浓度对铼的分配比的影响
由表3可以看出,萃取剂浓度的提高有利于提高金属Re的分配比,但浓度过高,会使其他杂质元素一并被萃取[5],影响到目标金属元素Re的萃取。结合条件实验结果,确定最佳的萃取剂浓度为20%。
4.4 稀释剂种类对铼的分配比的影响
还原终液酸度160g/l、金属离子浓度180mg/l、萃取剂浓度20%、反应温度25℃,考察稀释剂的选择对Re的分配比的影响,结果如表4所示。

表4 稀释剂种类对铼的分配比的影响
稀释剂在萃取过程中用于改善有机相的物理性能,如减小比重、降低粘度、利于两相的分离和流动,以及控制萃取剂萃取能力等[6]。选择合适的稀释剂,直接影响到待萃取金属元素在萃取原液中的分配比。由表4可以看出,选择稀释剂A,有利于提高分配比。同时,在有机相中添加适量的高碳醇做为协萃剂,更有利于提高萃取剂在有机相中的溶解度以及铼的分配比[1]。
4.5 反应温度对铼的分配比的影响
还原终液酸度160g/l、金属离子浓度180mg/l、萃取剂浓度20%、稀释剂选择试剂A,考察反应温度对Re的分配比的影响,结果如表5所示。
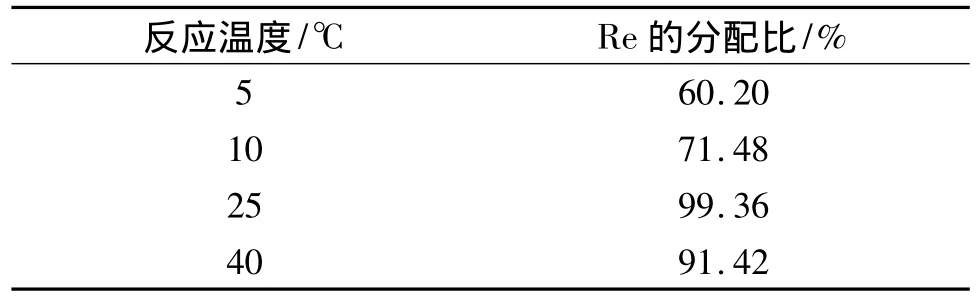
表5 反应温度对铼的分配比的影响
温度的改变可使萃取平衡发生移动,改变萃取平衡,因此,随着温度的变化,金属的分配比会发生改变。由表5可以看出,反应温度的提高有利于提高Re的分配比。提高操作温度,可以降低粘度,从而有利于破除乳化。但温度过高,对生产工艺提出了更高的要求[4-7],同时增加了有机相的挥发损失,不利于元素Re的萃取。结合条件实验结果,确定最佳的反应温度为25℃。
5 结论
根据铼酸铵生产实际,通过加大还原终液日处理量等措施,降低还原终液中金属离子浓度,使其含量控制在120~200mg/l之间,同时,控制还原终液的酸度在150~180之间,有利于提高铼的分配比;
萃取剂浓度20%、反应温度25℃,采用稀释剂A,能很好的预防和消除萃取过程中产生的乳化现象,提高金属铼的分配比;
实验结果提高了铼的分配比,优化了萃取生产工艺,有利于稀贵稀散金属铼的综合回收。
[1]王开毅,成本诚,舒万银.溶剂萃取化学[M].湖南:中南工业大学出版社,1991:106-137.
[2]周令冶.稀散金属冶金[M].北京:冶金工业出版社,1988:45-48.
[3]邓佐国,徐廷华.萃取冶金学[M].南昌,1995:13-15.
[4]孙佩极.冶金化工过程及设备[M].北京:冶金工业出版社,1980:46-354.
[5]卢友中.萃取新技术在有色冶金中的应用[J].上海有色金属,2007,28(3):286-289.
[6]刑 云.分析化学中的溶剂萃取技术[J].理化检验(化学分册),2005(9):694-696.
[7]王靖芳,罗锦超,冯彦琳,魏志华.N7301萃取铼的研究[J].有色金属(冶炼部分),2001(2):29-32.