交流异步伺服系统在重型卧车上的应用开发
2012-10-23张莉军杜宏祺
张莉军 杜宏祺
(齐重数控装备股份有限公司,黑龙江齐齐哈尔 161005)
1 概述
传统的重型卧车,机械结构复杂,机械联动装置繁多,为加工和生产带来了许多不便。数控卧车的结构简单,但如果需要实现联动功能就必须借助数控系统。数控卧车系统虽然应用非常广泛,但对于重型卧车这样的粗加工设备,其操作过于繁琐,不利于工人掌握和实际操作。如何能让重型卧车的结构像数控卧车一样简单,同时又像普通车床一样操作容易,成为了许多重型卧车厂家思考的问题。
普通机床采用伺服系统作为驱动单元以简化传动机构取代齿轮箱已经是机床发展的趋势。时光交流异步伺服控制器在高性能的交流异步伺服电动机的配合下,调速比可以达到1∶25 000,已经完全能够满足普通机床进给和主轴的调速要求。时光交流异步伺服系统作为伺服驱动机构,既能配套数控系统实现重型卧车的进给和主轴功能,又能凭借其独有的内置PLC功能,脱离数控系统实现对重型卧车的简易化操作。时光交流伺服独有的可编程脉冲同步控制功能,使重型卧车基于数控卧车结构下实现联动成为可能,可以轻松实现螺纹加工、直线插补,并可以通过电子齿轮功能调节螺纹的螺距及插补的角度。
交流伺服系统的性能和功能满足了重型卧车简化结构、简化操作的要求,为重型卧车的应用提供了条件。而且这样的系统结构非常适合数控化改造或者数控+简易一体化控制,进行改造时只需要增加一个数控单元,连接对应的伺服驱动信号,就完成了数控改造,所有驱动、电动机、机械都无需更改。
2 时光交流异步伺服控制器在重型卧车上的应用
如何利用好交流伺服系统的性能和资源,做好整体的系统方案,通过多伺服配合实现重型卧车的功能,同时简化操作,这是个值得研究的课题。以下是我们在重型卧车系统中应用的成功实例。重点解决了四个方面的问题。
2.1 机械结构的简化
以往的重型卧车机械结构复杂主要有以下几个方面的原因,其一是主轴箱档位太多,为了实现普通电动机配套主轴的大范围、大转矩切削,机械上至少要有四个档位的变换;其二是机械联动装置复杂,为了实现螺纹加工等联动功能,必须设计繁琐的联动和换档组合机构;其三是为了实现锥度加工必须设计有分度盘的刀架,以便加工时调节切削的角度。
采用交流伺服系统后,这些问题迎刃而解。首先,主轴采用交流伺服系统后,电动机的电气调速范围得到了扩大,电动机恒功率区有效延长,可以达到1∶4以上,这就简化了原来主轴箱变档机构的设计,完全可以通过两档的变速就能实现原来的扭矩调速要求。其次,进给轴采用交流伺服系统后,伺服系统1∶5 000的宽调速比特性,简化了进给轴的传动机构,而且插补联动都可以通过脉冲信号的同步来实现,这就省去了原来的机械联动装置以及刀架分度盘等装置。
通过这样的升级,简化了机械厂家设计、生产、安装等多个环节的工作,有效提高了效率,节省了成本。
2.2 系统功能的实现
系统方案参考普通卧车的操作方法设计,首先满足操作人员的操作习惯。各个轴都可以独立通过操作面板的按钮操作,进给轴有四种工作模式,分别是两个档位的电位器调速进给模式、一个手脉微动模式和一个快速移动模式;主轴通过点动电位器调速,可以实现正反方向的点动运行和连续运行。这些功能的操作都充分地模仿普通卧车的操作方式,包括电子手轮都是X轴和Z轴各配套一个,模拟普通车床的手摇进刀机构。
除了普通车床的手动操作功能以外,系统还能实现定长进给、直线插补、螺纹加工、恒线速车削等一系列功能。
定长功能是通过交流伺服系统的位置控制功能实现的。通过触摸屏设定X轴和Z轴的进给量,转换成电动机旋转的脉冲数,再通过时光伺服系统的独立定位功能实现精确的进刀控制。时光伺服系统的定位精度为±0.036°,假设:系统Z轴的减速比是1 ∶1,丝杠螺距为10 mm,则系统定位精度为±1 μm。
直线插补和螺纹加工功能都是通过时光交流伺服系统特有的脉冲同步功能实现的。通过Z轴和主轴编码器脉冲的同步可以实现螺纹车削的功能,通过触摸屏设定螺距的尺寸,计算出脉冲同步的电子齿轮比,从而实现不同螺距螺纹的加工。通过脉冲同步方向的控制,可以实现左旋和右旋螺纹的加工。通过主轴的分度定位功能,可以实现多头螺纹的加工。通过X轴和Z轴电动机编码器脉冲的同步可以实现直线插补的功能。由于时光伺服系统的电子齿轮比在(1∶30 000~30 000∶1)之间任意可调,通过触摸屏的设定可以实现任意角度的直线插补。
恒线速切削是靠X轴和主轴配合实现的,X轴通过模拟量反馈当前的位置给主轴驱动器,经过主轴驱动的计算得出当前主轴的工作频率,实时调节主轴转速实现恒线速车削。
2.3 人机界面的优化
系统人机界面采用触摸屏+按钮站的方式,既满足了普通操作工的操作习惯,又能通过触摸屏的设定完成较为复杂的功能。
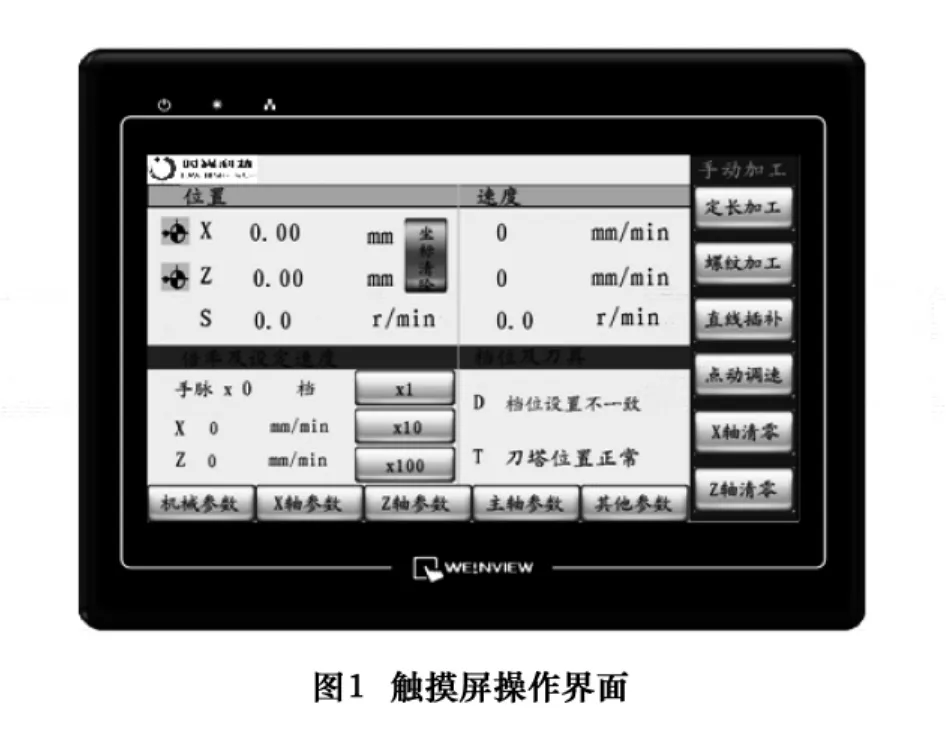
2.3.1 触摸屏
时光交流伺服开放的422通讯协议,支持总线式多机通讯。重型卧车系统采用威纶通MT6070iH触摸屏(见图1),实现了对3台伺服控制器的工作模式的选择、工作参数的设定、速度位置的显示等功能。
2.3.2 操作站
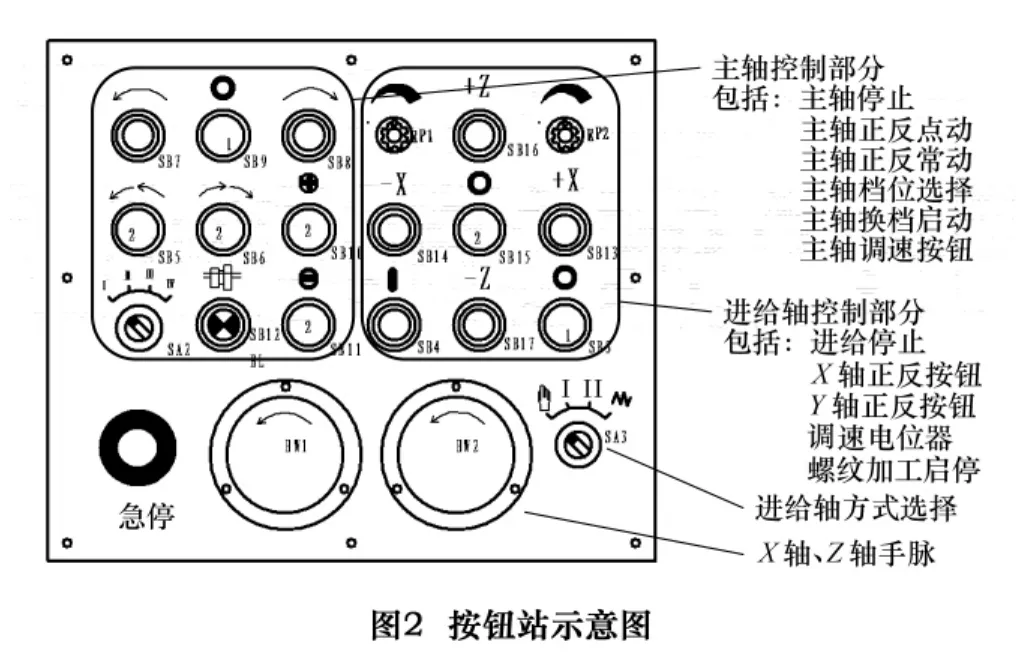
整个机床的操作都是通过按钮站完成,这样的设计符合操作工的操作习惯,操作站包括主轴控制部分、进给控制部分,按钮的布局采用最常见的车床操作站排布方式,方便操作者使用。操作站的按钮也可以直接分布安装在机床的对应控制部分,使操作方法更接近于普通车床的操作习惯。图2为按钮站面板排布的示意图。
2.4 辅助控制的集成
方案系统的一些辅助功能都和伺服机构有密切的关系,如主轴换档控制和主轴伺服系统有关;刀塔换刀和进给轴的伺服系统有关,因此这些辅助功能的控制最好集成到对应的伺服系统中,以便更好地实现功能。
借助时光伺服系统独有的内置PLC功能,主轴伺服系统在完成主轴控制的同时实现了四个档位的主轴箱换档控制,并且在换档时控制主轴自动摆动。
刀塔换刀的控制功能集成到了Z轴的进给伺服系统中,实现了换刀过程和进给轴的互锁功能,防止了出现在工作过程中换刀引起的刀具、工件损坏事故。
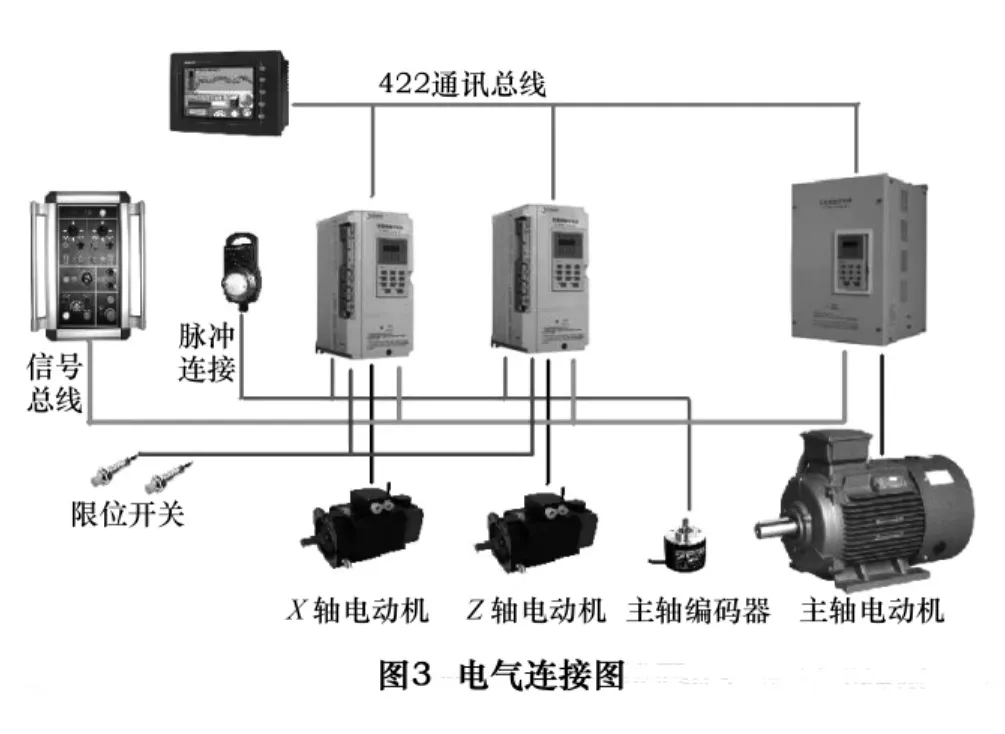
3 电气连接示意图
电气连接如图3所示。
4 结语
通过研发与实践,并经过在重型卧车上的使用、验证,国产交流异步伺服系统专项技术的应用取得了良好的效果。由时光交流异步伺服控制器构成的机床交流伺服系统充分体现了当代伺服技术的先进性。而且鉴于立车和卧车较为相似的功能特性,这套系统还可以有效地应用于立车系统中,实现一套设计多种应用。采用国产数字化的伺服系统和电动机,完全能发挥出最高的技术水平和最大的经济效益。
