节圆组合卡具在热后行星轮装夹找正中的应用
2012-10-23高明霞王浩伟
高明霞 王浩伟
(北京三一增速机设备有限公司增速机工艺装备研究院,北京 102208)
在企业生产中,加工制造一个零件,可以有几种不同的方案,虽然这几种方案都能满足加工质量的要求,但从经济性来分析,它们的生产成本并不相同。所以,在给定的生产条件下,要选择最经济、最省时间的加工方案,这对工厂企业积累资金和加快国家工业化建设具有重要意义。
1 行星轮装夹找正现状分析
以前,笔者公司行星轮热后车削找正方式是采用四爪夹持齿顶圆,找正节圆精度0.08 mm以内。找正时需将节圆棒用手扶正压紧于齿槽节圆处,使节圆棒和齿轮节圆相切,再打百分表测量节圆跳动;在四爪夹持部位的齿槽都要打百分表进行节圆跳动测量,然后根据4个部位的节圆跳动找出高点和低点。根据对角位卡爪处的节圆跳动量差值,利用四爪找正原理,手动逐个调节四爪的位置来夹持齿顶圆进行找正。由于行星轮工件重量很大(约350 kg左右),按照上述找正方法操作,耗费时间多,工人劳动强度大,效率低。用该种方法找正装夹,一个工件需要1 h左右。其找正时间占节拍时间的1/4左右。表1中为连续跟踪4个工件,利用四爪装夹找正的数据。

表1 四爪找正行星轮节圆径跳及耗时
由于四爪装夹找正时间很长,导致机床停机时间长,本工序加工周期变长,超出了生产平衡节拍的允许时间。这样造成了上序过来的工件不能完全消化加工,下工序需要的工件供应不上,出现了供应链的断缺。
2 节圆组合卡具设计
手扶节圆棒找正耗费时间长,工人劳动强度大,效率低,该种找正方法有很大的弊端。能不能设计一种工装来替代工人手扶节圆棒的找正过程,使节圆找正简化省时省力。本着这个目的,经过多次现场调研和查找相关技术资料,基于利用节圆棒找正的机理,我们设计了节圆卡具组合工装。在汽车制造业中,节圆卡具工装广泛应用于汽车变速箱小模数小齿轮的加工,像笔者公司这样直径和重量很大的大模数齿轮工件,节圆卡具的应用尚属少见。
节圆组合卡具工装的卡具主要由支撑架、节圆棒和弹簧钢丝组成。支撑架主要是用来保持节圆棒处于齿槽一定的位置并和齿轮节圆相切,起支撑和定位作用。节圆棒是该工装中最重要的部件,找正时被压紧固定于齿槽中以和齿轮节圆相切来实现找正。一根节圆棒被均等地分成若干段,中间部位用激光打孔以方便固定在支撑架上。弹簧钢丝的作用是串联和固定若干段的节圆棒,在卡爪松开时将节圆棒弹出齿槽,以实现便捷卸载工件操作。
基于三爪卡盘自定心原理,利用三爪卡盘装夹找正,可大大提高装夹速度,节约装夹找正时间,因此节圆组合卡具工装还包括一套三爪自定心卡盘。把支撑架沿圆周三等分用于卡盘夹持,并用激光打出矩形孔以便安放节圆棒;为了达到三爪夹持的稳定性,两排节圆棒为一组,一排节圆棒中包括若干段,并用具有良好弹性的弹簧钢丝安装于支撑架等分矩形孔处。
为了进一步提高夹持的稳定可靠,笔者设计了加高和加宽卡爪。三爪自定心卡盘和加宽加高卡爪主要实现外部夹紧,卡具主要保证节圆棒和齿轮节圆相切,两者组合实现了节圆自定心找正。
3 节圆卡具试用验证
由于原先行星轮热后车削加工使用的是四爪卡盘和工作台相连,考虑到三爪卡盘和工作台的连接方式,我们采用了用四爪卡持三爪,三爪再夹持节圆卡具,从而夹持行星轮的装夹方式。
首件加工使用该节圆卡具工装时,需要自车四爪卡盘上的等高块,保证等高块的端面跳动在0.01 mm以内。然后,将三爪卡盘放置于等高块上,用四爪夹持三爪卡盘。根据四爪找正机理,保证三爪卡盘的外圆跳动在0.02 mm以内。三爪卡盘找正后,在其上固定加长爪。再对卡爪的夹持圆弧和支撑底面自车,保证爪子圆弧和底面跳动都在0.02 mm以内。
卡爪部分安装完毕后,下一步是在行星轮上安装节圆卡具。安装步骤如下:(1)双手水平平稳拿起节圆卡具至行星轮上方。(2)将节圆棒和行星轮齿槽对中,缓慢将节圆卡具套进行星轮上,并检查节圆棒在齿槽的位置情况。(3)节圆卡具放置好后,用2个M8×80 mm的螺栓和螺母将支撑架锁死。(4)用行车将带节圆卡具的行星轮吊至三爪卡盘上方。(5)将行星轮节圆棒和三爪对准,保证一个卡爪能夹持至少一排节圆棒。(6)对准后,缓慢将行星轮放置于三爪卡盘端面上。(7)用三爪卡盘配套扳手拧动三爪,使三爪压紧三组节圆棒来锁死行星轮。
卡爪卡紧节圆卡具后,也就自动找正了节圆跳动。前期试用阶段,笔者采取了在卡爪夹持部位,进行节圆棒跳动检测,对节圆卡具的找正与否进行了验证。
经过近两个月的加工验证,在热处理变形正常的范围内,节圆组合卡具装夹找正行星轮后,其节圆径向跳动都满足加工要求。在节圆组合卡具工装试用中,笔者进行了全程跟踪。表2中为连续跟踪4个工件,利用节圆卡具组合工装装夹找正的数据。
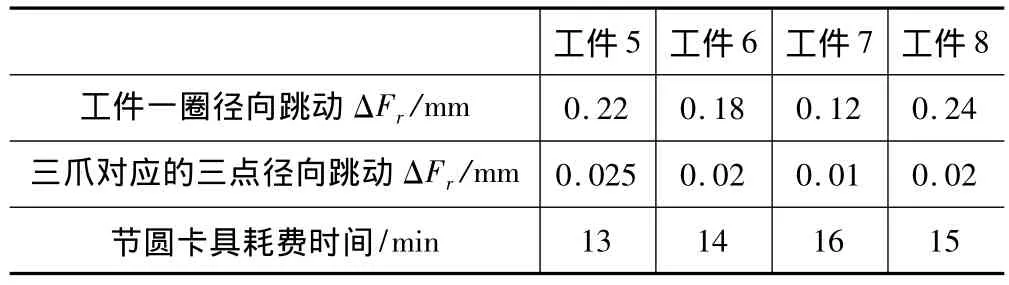
表2 节圆组合卡具工装找正行星轮节圆径跳及耗时
4 验证结果分析
通过表1和表2中的数据对比可以看出,节圆组合卡具的找正精度高于四爪手扶节圆找正;而找正装夹时间已由原先的1 h减少到15 min左右,找正装夹时间明显大大缩短,提高了装夹找正效率,改善效果明显。
装夹找正时间由原来的60 min左右,降低到15 min左右,装夹找正效率提升75%,这是直接的改善效果。
另外,由于缩短了找正装夹时间,就等于减少了机床停机时间,间接地节约了机床折旧费和人工费;按照每年的产能计算,每年机床折旧费可节省3.7万元,每年人工费可节约3.375万元。
作为一种新的工艺方法,节圆组合卡具应用于大模数的行星轮热后装夹找正是可行的。
