经济型数控雕刻机的控制系统研究
2012-10-23徐铭琚海
徐 铭 琚 海
(①安阳工学院,河南安阳455000;②安阳市质量技术监督检验测试中心,河南安阳 455000)
数控雕刻技术是传统雕刻技术与现代数控技术相结合的产物。它秉承传统雕刻精细轻巧、灵活自如的操作特点,利用数控加工技术,结合高转速、小进给和快走刀的加工方式,在工件上完成文字、图案的加工。数控雕刻机分国外进口和国产两大类。如:美国“雕霸”、日本“御牧”、上海“啄木鸟”等,但由于其价格较高、雕刻系统专业性强、整体结构不开放、不便于功能扩展等原因,不能满足小企业对雕刻加工的需要。为此,在传统机械结构的基础上,对经济型数控雕刻机的控制系统进行了深入分析和研究。
1 控制系统硬件部分
1.1 主控系统
控制系统的优劣直接影响雕刻机的加工性能、工件的加工精度等诸多方面。现代雕刻机的控制系统结构有单机系统结构和主从式结构两种。经济型数控雕刻机主要应用于小企业的雕刻加工,要求结构简单,成本低,稳定性好。综合以上因素,本系统采用单机系统结构。
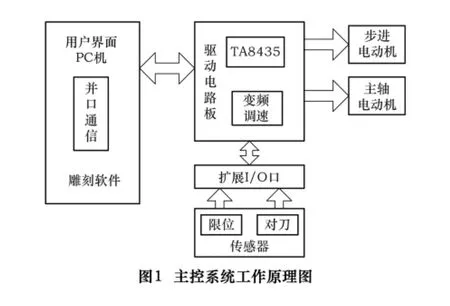
单机系统结构通过计算机CPU直接控制和管理整个雕刻系统,一切操作和功能都由个人计算机实现。如图1所示,个人计算机通过分时处理的方式负责图形处理、步进电动机进给、主轴旋转,读取操作人员的键盘命令等多项功能,从而合理地完成雕刻加工。
PC机通过对并口输入输出信息的控制来完成雕刻机各功能[1]。PC机并口一般有12个输出口和5个输入口可供利用,能够满足经济型数控雕刻机I/O信号的要求。利用雕刻软件输出多通道数字波形实现对主轴电动机和步进电动机的控制,通过键盘信号可实现操作人员与控制系统的交流。与采用主从式结构相比,雕刻机采用单机系统结构具有以下几个特点:
(1)结构简单,成本低廉。
(2)传输效率高,对数据处理能力强。
(3)利用PC机进行插补计算时,速度快且计算准确,可提高加工速度和加工精度。
1.2 主运动系统和进给运动系统
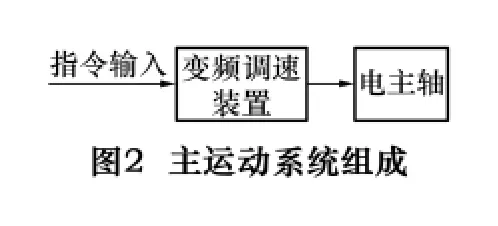
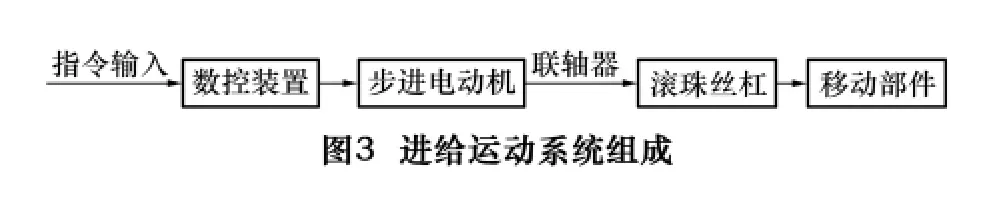
雕刻机数控系统包括主运动系统和进给运动系统两部分。鉴于经济型数控雕刻机控制系统的目标精度要求不高,负载变化不大,加之开环控制具有结构简单、设计制造容易、价格便宜、容易调试和便于维修等特点,该系统选用开环控制。主运动采用电主轴驱动的开环控制,如图2所示。进给运动系统采用步进电动机驱动的开环控制,其组成原理如图3所示。数控系统将工件的信息处理后,输出指令信号给伺服装置,驱动主轴及工作台运动[2]。由于没有检测反馈功能,其精度主要取决于驱动元器件和步进电动机的性能,速度和控制精度的提高虽受到一定限制,但稳定性较好,调试和维修比较方便。
1.3 步进电动机驱动电路
步进式伺服系统由步进电动机和步进电动机驱动控制电路(图4所示)组成。系统采用TA8435步进电动机专用驱动芯片将具有一定频率和方向的进给脉冲转换成控制步进电动机各相绕组通、断电的电平信号,经功率放大后,发送给步进电动机。步进电动机通过弹性联轴器、滚珠丝杠将脉冲信号转换为移动部件的位移量、进给速度和进给方向,实现伺服系统对位移的控制。

本系统所用步进电动机要求具有一定的定位精度和力矩输出,电流比较大,谐波成分高,且电流交变的频率随转速变化。因此,步进电动机在使用过程中会出现较大的发热。由于电动机内部各部分热膨胀系数不同,发热将导致结构应力和内部气隙的微小变化,影响电动机的动态响应,容易失步[3]。综合以上因素,有必要对步进电动机的发热加以控制。利用 NE555实现步进电动机的半流控制,如图5所示。当步进脉冲停止时间超过10 ms时,电动机线圈的电流在NE555的控制下自动减半,从而有效地减小了电动机的发热。

2 控制系统软件部分
2.1 软件功能
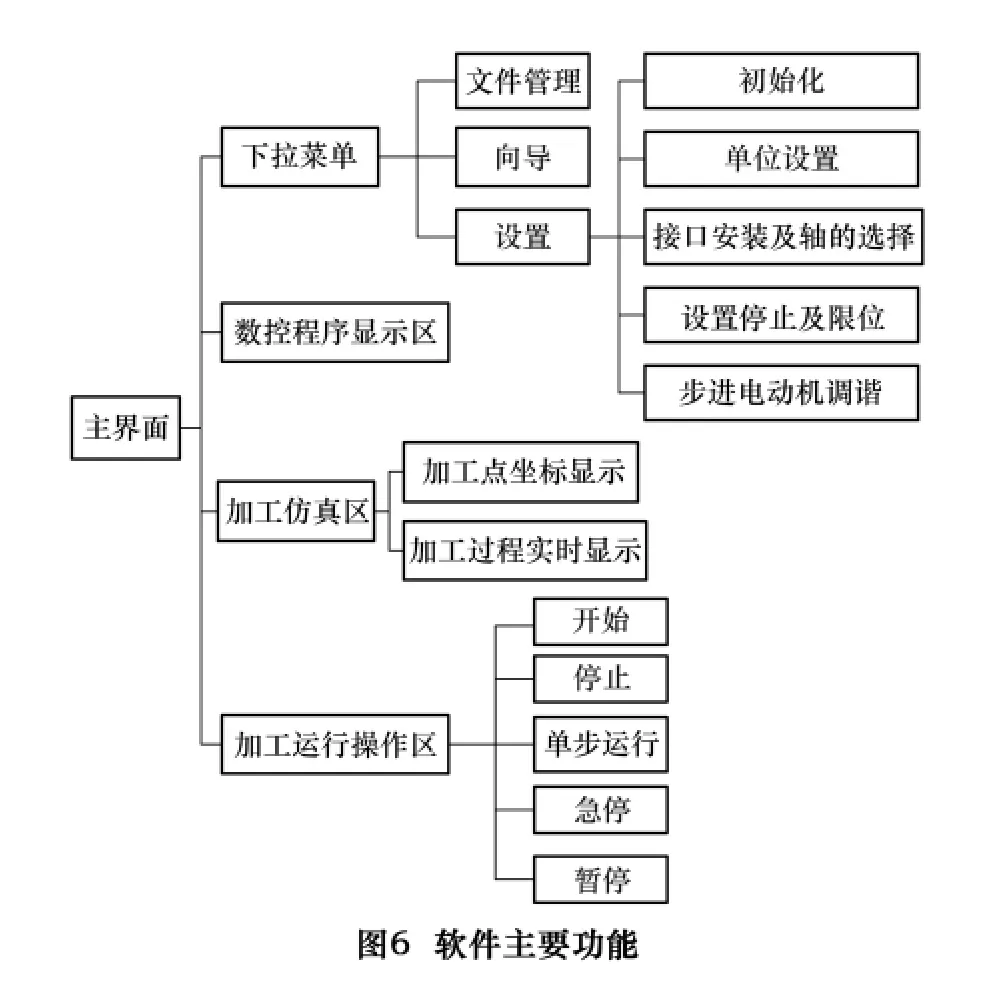
作为经济型数控雕刻机的编辑平台,本系统所用雕刻软件采用PC机的LPT或USB接口作为CNC设备的输入和输出端,控制脉冲和方向信号,驱动电主轴和步进电动机运动[4]。软件功能强大,性能稳定,人机界面友好,文件格式兼容,操作简单。软件主要功能如图6所示。该软件将标准PC电脑转换为全功能的CNC控制器,最高可实现六轴联动控制,支持DXF、BMP、JPG、HPGL等多种文件格式输入,可实现视觉G代码显示、主轴转速控制、多重继电器控制及手动脉冲生成,具有三维数字化显示跟踪功能、程序跳段执行(断点记忆)等多项功能。
本系统所用雕刻软件可实现自动编程和手动编程。其中,手动编程支持常规G代码、M代码输出,方便使用者根据实际需要编制程序,实现加工。在雕刻加工过程中,可通过程序运行窗口实时观察程序的运行情况(图7所示)。

本系统雕刻软件设有仿真功能区,即采用计算机图形学的手段,对加工走刀和工件切削过程进行模拟。在仿真过程中,操作者还可从主界面的坐标显示区实时地
观察刀具的坐标变化(图8)。使操作者能预先看到雕刻过程,发现雕刻过程中的不足,有效预测数控加工和切削过程的可靠性。
2.2 软件参数设置
经济型数控雕刻机按照工程使用要求设计,可完成美术字、小型电路板等的加工。在进行雕刻加工时,需掌握工件安装、雕刻软件参数设置、加工等重要环节的操作(如图9所示)。


一系列参数设定之后,将编好的程序引入程序运行区,雕刻加工便可开始。操作者在刀具运行过程中,可通过仿真功能区结合加工现场,实时地关注整个加工过程。遇到紧急情况,可按主界面的“急停”键(图10所示),令加工暂停。
3 结语
该经济型数控雕刻机采用单机系统结构,以PC机作为其CNC系统的软、硬件基础。利用PC机强大的系统资源控制和管理整个雕刻机系统,通过分时处理的方式由计算机完成图形处理、步进电动机进给、读取操作人员的键盘命令等多项功能,使整个CNC系统的控制过程安全、可靠。经过实际应用,经济型数控雕刻机的控制系统硬件安全可靠,软件功能强大,操作简单。实现了整机的经济合理、方便实用。
[1]刘天标.微型计算机组成原理及接口技术[M].西安:西安交通大学出版社,2002.
[2]任玉田,包杰,喻逸君,等.新编机床数控技术[M].北京:北京理工大学出版社,2005.
[3]于政涛,林喜荣,周云龙,等.基于微机的激光雕刻机控制系统设计[J].电子技术应用,2000(12):9 -11.
[4]白建华,潘建峰,范剑,等.一种基于 Windows的全软件数控系统[J].机电工程,2004(9):39 -42.
