大直径菲涅尔透镜模具加工发展现状及展望*
2012-10-23关佳亮陈志德曹成国汪文昌
关佳亮 陈志德 曹成国 汪文昌
(①北京工业大学机电学院,北京 100124;②北京工研精机有限公司,北京 101312)
菲涅尔透镜具有不逊于传统透镜的光学聚焦和光学成像性能,因其质量轻、厚度薄、口径大、结构紧凑等优点,在太阳能热水器、太阳能电站及显像领域有着广泛的应用[1-2]。
太阳能作为一种清洁能源,其开发利用已经受到人们的普遍重视。目前,全球投入使用的太阳能发电站装机容量约有700 MW,在建项目1 200 MW,已经宣布建设的装机容量则为1.26万MW。大直径菲涅尔透镜作为集热元件,是太阳能热发电系统的重要组成部分。另外,激光背投电视在国外已经逐步成熟,其颜色表现能力是平板电视的2~3倍,消耗的电能为现有液晶电视的1/2,等离子电视、传统电视机的1/3。一条背投电视生产线的造价仅为液晶的几十分之一,而且生产过程非常环保。激光背投电视的核心部件显示屏为菲涅尔透镜,其规格尺寸逐步增大。随着太阳能电站的发展和背投电视进入家庭,对大直径菲涅尔透镜的市场需求将会越来越大。
目前,大直径菲涅尔透镜的制造,主要通过超精密金刚石车削加工技术加工出模具,利用模压成型工艺制作大直径菲涅尔透镜[3-9]。图1为菲涅尔透镜模具示意图。
菲涅尔透镜模具具有同心圆环式细齿沟槽表面,相邻环带的角度和深度有细微变化。环距小,环数众多,刀具加工轨迹由一簇相互之间不连续的同心圆环构成,需要机床进行成千上万次的退刀、进刀。同时,相邻环带的倾角有微小差距,需对刀具所在回转轴进行微调。整个加工过程中,机床各轴不停地起动、停止以及微调,这样对机床的重复定位精度要求极高[10-11]。另外,为提高光学性能,菲涅尔透镜工作表面的表面粗糙度要求极高,应达到纳米级精度,因此对加工工艺水平提出了很高的要求。

为解决大直径菲涅尔透镜模具的加工难题,国内外开展了专用机床及加工工艺的研究,本文就针对大直径菲涅尔透镜模具的加工,详述国内外的发展现状。
1 大直径菲涅尔透镜模具加工的发展现状
1.1 国外发展现状
大直径菲涅尔透镜在大型照明系统和空间太阳能电池光伏系统等领域中,具有重要的军事及商业应用价值,但其加工难度高,只有日本、美国等发达国家掌握了大型菲涅尔透镜加工的关键技术和加工设备。
日本东芝机械从上世纪70年代就开始超精密加工的研究,经过不断的发展,积累了大量的核心科技和专有技术,实现了机床的高刚度、高精度和高稳定性。
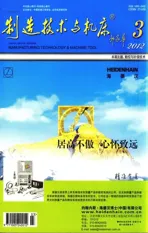
东芝机械大尺寸投影和屏幕透镜模具超精密加工机床有ULR、UTD系列,其中龙门式加工机床UTD-2200B、UTD-3400B,主要用于大直径菲涅尔透镜模具的加工,模具直径分别达到φ2 200 mm和φ3 400 mm。机床主要配置有由液体静压轴承主轴支承的高精度回转台,高刚度、高精度双V滚针导轨,高精度回转B轴,高速度、高精度控制技术和直线电动机驱动技术(1 nm反馈控制),实现了稳定的切削过程,保证了面形精度和表面粗糙度。图2为UTD-3400B机床结构图,图3为回转B轴示意图,图4为菲涅尔透镜模具加工过程示意图。

东芝机械大直径菲涅尔透镜模具加工机床UTD系列目前处于国际先进水平。表1为UTD-2200B、UTD-3400B主要技术指标。
美国在超精密加工领域一直处于引领地位。Preciteck是一家超精密机床制造商,已在全球推出超过1 200款机床,主要为单晶、有色金属和黑色金属材料旋转对称和自由形态应用提供全面的超精密多轴金刚石车削、研磨、切槽和铣削机床。

表1 UTD-2200B、UTD-3400B技术指标
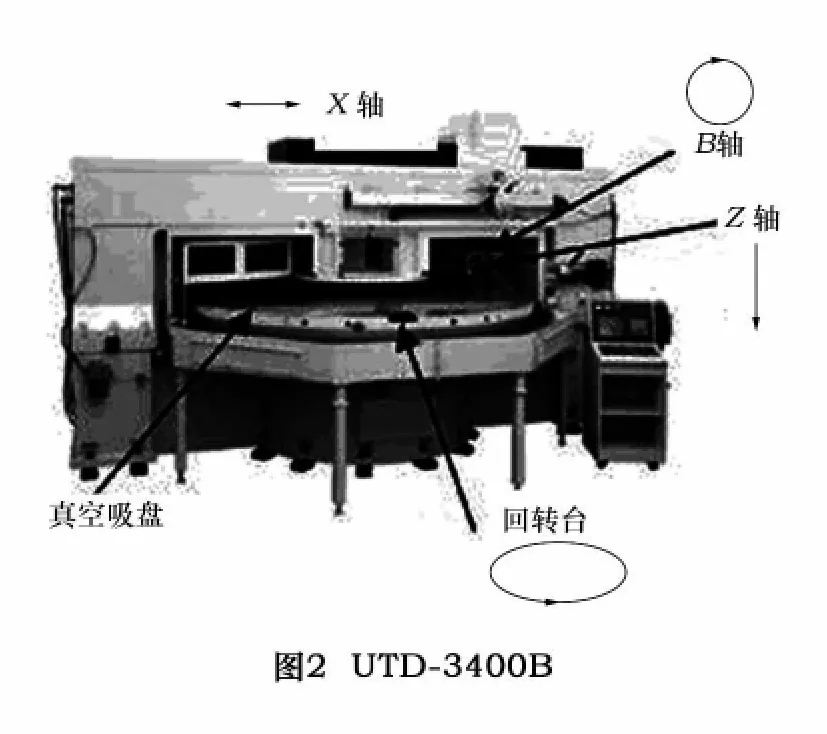
Nanoform 700 Ultra是大容量超精密加工系统,专为生产单点金刚石车削和确定细微研磨光学镜片、光学模具镶件、光学镜和精密机械组件而设计。该机床配置有0.01 nm编程分辨率和32 pm反馈分辨率运动控制体系,X、Z轴应用高刚度静压油轴承导轨和直线电动机驱动技术,快刀伺服系统可实现表面结构的金刚石车削,旋转B轴是直接驱动的油静压轴承,具有整体式高分辨率编码器,自适应控制技术(ACT)应用到机床上,改进了面形精度和表面粗糙度。
Nanoform 700 Ultra应用于菲涅尔透镜模具的加工,最大加工直径700 mm,面形精度最小可达0.3 μm PV,表面粗糙度达1 nm。
1.2 国内发展现状
大型数控超精密菲涅尔透镜加工设备的开发和研究2004年列入国家863计划,2007年甘肃天水星火机床有限公司联合清华大学成功完成了LKG5833大型数控超精密菲涅尔透镜加工设备的研制。该设备集数控技术、在线测量技术、精密成形专有技术于一体,是目前国内先进的超精密加工设备。
北京工研精机有限公司在2009年完成大型菲涅尔透镜模具加工机床CKG1800VL项目的研制。图6为CKG1800VL机床结构图。

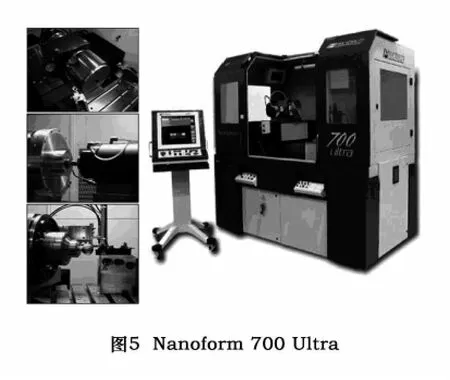
通过对机床总体布局设计、部件优化、装配调试精度控制及切削参数实验,满足了加工技术指标,最大加工直径为φ2 000 mm,表面粗糙度达到纳米级,在国内处于领先水平。表2为CKG1800VL主要技术指标。
表2 CKG1800VL技术指标
目前,北京工研精机有限公司联合北京工业大学开展“大直径端面透镜模具加工超精密机床”的研究开发,本课题属于“高档数控机床与基础制造装备”国家科技重大专项的一个子课题。北京工研精机有限公司负责机床设计,北京工业大学负责加工工艺的理论和实验研究。课题目标是设计完成用于大直径菲涅尔透镜模具加工的超精密机床,要达到的主要技术指标为最大加工直径φ2 200 mm,主轴回转精度1 μm,机床X轴行程1 200 mm,Z轴行程200 mm,X、Z、B轴编程分辨率分别为 50 nm、50 nm、0.000 1°,加工工件表面粗糙度小于10 nm。该项目完成后将会使我国在大直径菲涅尔透镜模具加工设备的制造和研究方面处于国际先进水平。
国内也有其他相关企业进行菲涅尔透镜产品的设计和生产,加工工艺技术逐步提高,生产规模日益扩大。临邑宇影光学仪器有限公司,从1968年成立至今从事菲涅尔透镜的生产,专注于光学设计,各种类型菲涅尔透镜模具制造及成形工艺的研究,相继开发出太阳能光伏聚光、背投影屏幕、投影仪等用途的菲涅尔透镜产品。国家高新技术企业成都菲斯特科技有限公司,致力于菲涅尔透镜的研究,开发市场,拥有先进的大型单点金刚石超精密模具加工设备和多种生产手段,擅长大型、高精度菲涅尔透镜的设计、开发和生产。国内最大的单点金刚石超精密加工机床,能够加工高精密微细结构,加工工件直径可达φ2 000 mm。
2 大直径菲涅尔透镜加工的发展趋势
尽管国内外对大直径菲涅尔透镜模具加工的研究已经取得了不少成果,但国内对大直径(φ2 000 mm以上)菲涅尔透镜模具加工机床的研究水平与美国、日本还有很大差距,目前还是空白。如何结合我国实际情况开展对大直径菲涅尔透镜模具加工设备及其工艺的研究以缩小与发达国家的差距是当前亟待解决的主要问题。本文通过对已掌握资料的分析研究,提出了以下关于大直径菲涅尔透镜模具加工设备及其加工工艺研究的发展趋势:
(1)光学系统的设计研究
传统的菲涅尔透镜是同心圆环状,环带工作面是平面。最新设计可以使每个工作面具有准确的非球面轮廓,避免了由沟槽宽度引起的对聚焦精度的限制。同时,同心圆环式可以设计成阿基米德螺线式,更适合金刚石车削加工,能够降低对机床的精度要求,并可以提高加工效率。改善光学设计,提高光学性能和可加工性,是菲涅尔透镜发展的基本方向[12-15]。
(2)机床系统的设计研究
超精密机床仍然是大直径菲涅尔透镜模具加工必不可少的基础设备,机床性能直接影响模具的加工质量。高刚度、高精度回转主轴,导轨的进给稳定性和定位精度,高刚度、高回转精度B轴,运动控制技术等是机床系统的关键组成部分,也是未来研究的重点所在。另外,随着民用产品的市场需求不断增大,对机床加工效率的要求也会越来越高。
(3)加工工艺技术的优化研究
专用金刚石刀具的设计与刃磨是加工制造中的重要一环。优化刀具角度、几何形状以及提高刃磨工艺水平是研究的重要内容[16-18]。工件变形受切削力、切削热的影响,因此需要对切削力、切削热的变化规律进行研究,以保证模具的面形精度。另外,切削参数直接影响到加工稳定性和工件加工质量,通过理论研究和实验分析优化切削参数是研究的重点[19-20]。
3 结语
综上所述,由于大直径菲涅尔透镜在绿色低碳产业和环保节能产品领域的广泛应用,带来了巨大的经济效益,因此世界各国在大直径菲涅尔透镜模具加工制造设备的研发方面投入了大量的人力物力。我国目前研制的大直径菲涅尔透镜模具加工专用设备的最大加工直径仅为φ2 000 mm,加工精度为亚微米级,日本目前最大加工直径可达φ3 400 mm,加工精度达纳米级。因此“大直径端面透镜模具加工超精密机床及加工工艺的研究”被列为2011年国家科技重大专项“高档数控机床与基础制造装备”的子课题,旨在提升制造装备的水平,缩小与国外的差距。笔者认为在提高制造装备水平的同时,工艺的研究水平也不能滞后,离开了先进的工艺,设备的先进性也就无法体现。因此开展大直径菲涅尔透镜模具加工工艺的实验研究也是不可忽视的,必须给予同样的高度重视。
[1]汪小云.新型菲涅尔透镜模板数控加工技术研究[D].兰州:兰州理工大学,2007.
[2]海大鹏.菲涅尔透镜的加工工艺研究[D].哈尔滨:哈尔滨工业大学,2007.
[3]刘庆京.金刚石车削在红外衍射光学元件加工中的应用[J].激光与红外,2001,32(2):102 -109.
[4]李荣彬,杜雪,张志辉,等.光学微结构的超精密加工技术[J].纳米技术与精密工程,2003(1):57-61.
[5]谢军,黄燕华,吴卫东,等.单点金刚石切削技术在ICF靶制备中的应用[J].原子能科学技术,2005,39(3):274 -277.
[6]王泳,张建明.非球面曲面光学零件超精密车削工艺研究[J].航空精密制造技术,2004,40(6):5 -7.
[7]李旦,王洪祥,孙涛,等.超精密车削切屑形成过程的实验研究[J].制造技术与机床,2002(6):17-19.
[8]Max J Riedl.Diamond - turned diffractive optical elements for the infrared:suggestion for specification standardieation and manufacturing remarks[J].Proc.SPIE,1995,2540:257 -269.
[9]SAITO T T.Diamond turning of optics:the past,the present,and the exciting future[J].Optical Eng,1978,17(6):570.
[10]赵彤,张辉,李维谦,等.Archimedes螺线式Fresnel透镜的设计及加工方法[J].清华大学学报:自然科学版,2007,47(8):1282-1286.
[11]杨力,阴旭,陈强,等.大型菲涅尔透镜的设计和制造[J].光学技术,2001,27(6):499 -500.
[12]郭孝武.菲涅尔透镜的统一设计方法[J].太阳能学报,1991,12(4):423-426.
[13]寇培林.设计不同用途的菲涅尔透镜的基本公式[J],太阳能学报,1981,2(1):47 -50.
[14]贾付云,马勉军,孙燕杰,等.柱面菲涅尔太阳聚光透镜的光学设计和光学效率[J].中国空间科学技术,2002(6):1-4.
[15]张明,黄良甫,罗崇泰,等.空间用平板形菲涅尔透镜的设计和光学效率研究[J].光电工程,2001,28(5):18 -22.
[16]宗文俊,孙涛,李旦,等.单晶金刚石晶体的机械研磨[J].哈尔滨工业大学学报,2005,37(8):1036 -1038.
[17]李增强,夏广岚,宗文俊,等.金刚石刀具的研磨工艺参数模型[J].金刚石与磨料磨具工程,2006,152(2):41-43.
[18]孙涛,董申.金刚石刀具刃口轮廓新型检测方法与技术[J].制造技术与机床,2002(8):39-41.
[19]TO S,LEE W B,ZHU Y H.Ultra-precision machining induced surface structural changes of Zn - Al alloy[J].Mater.Sci.Eng,2002,325:497-502.
[20]HORNE D F.Optical production technology[M].London:Adam Hilger,1972.