浅谈设备检修作业指导卡
2012-10-21白殿吉
赵 新,杜 伟,白殿吉,顾 香
(鞍钢设备检修协力中心,辽宁 鞍山 114021)
鞍钢设备检修协力中心负责鞍钢生产设备的检修与维护工作,通过设备检修作业指导卡(简称作业指导卡,见表1),明确设备检修的工艺路线、操作方法、危险源辨识及技术要求等内容来规范和指导设备检修工作,保证检修工作规范化、标准化及安全可靠性。
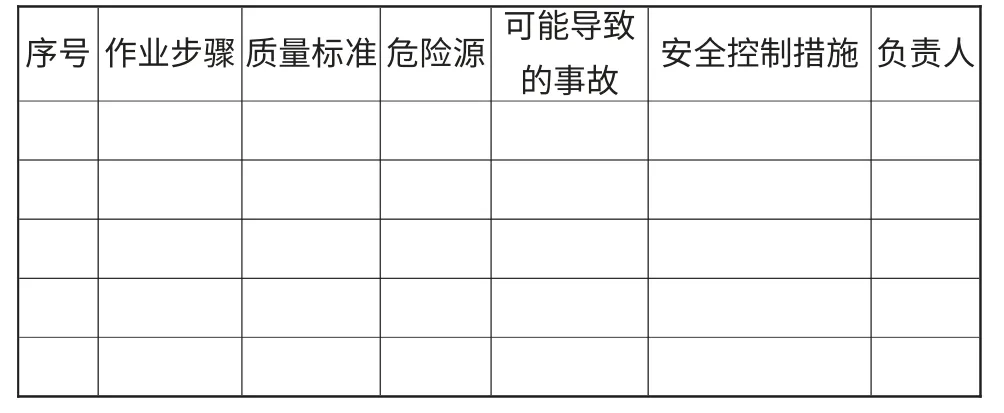
表1 某设备检修作业指导卡
一、编制作业指导卡的必备条件
1.设备使用说明书。
2.设备总装图和部件装配图。
3.设备检修标准。
4.作业区检修条件,即作业区的设备配置、作业区面积、工人技术水平、检修能力以及作业区有关的情况等。
5.充分识别作业过程中的危险源及危险程度,制定有效的控制措施,实现检修安全。
二、编制作业指导卡的基本原则
1.结合实际。检修作业采取立体、交叉、平行作业,将其分解为数个相对独立的检修单元,充分利用场地作业条件,有效缩短检修作业时间。
2.提高工效。特别是结构复杂的设备,需花费大量的人力与时间。为提高工作效率,作业指导卡应充分考虑及吸收各种先进的工艺措施、组织措施并充分发挥职工的创新精神,以便合理确定工序内容、路线,使各种繁杂的工作有序化、标准化。
3.保证设备性能及质量。为保证设备质量,对检修过程的每一环节都要考虑全面、准确。
4.安全第一。作业指导卡首先要考虑检修过程危险源辨识是否全面覆盖,防护措施是否有效,以使检修工作有一个安全的作业环境。
三、作业指导卡的主要内容
1.作业步骤:
(1)选择合适的工器具,包括工装夹具、量具及索具。特别是铸机设备的拆装运卸一直是作业区安全工作的重点,针对不同的吊装对象选用相应的索具,是保证吊运安全的重要内容。
(2)工艺路线。工艺路线是作业指导卡中的重要内容,通过它可以一步步化小检修单元,确定合适的工序,有效保证检修质量。
2.质量标准:
(1)工艺标准。对每一工作单元的工序制定工艺标准,它告诉检修人员操作完成后应看到和检测到的结果,为检修人员指导工作,避免当前工序存在的问题带到下一工序。
(2)过程控制。要保证每一项技术标准都能够得到落实,必须有严格的过程控制来保证。作业指导卡依据工序的难易及重要程度实施三级控制,即作业区检验、班组检验和职工自检,不同的工序确定不同的检验级别,验收合格后方可进入下一工序。关键工序由作业区负责检查,如传动机构;重要工序由作业区班组长检查,如联轴节装配检查等;一般结构件、设备的辅助部位检修工作由操作工人自检。
3.危险源辨识。危险源辨识的核心是危险源的辨识、评价和控制,应以班长为核心,组织班组员工选取作业项目,按作业步骤进行分解,根据每个步骤的作业活动辨识危险源,并制定控制措施。分别将危险源及安全控制措施填入作业指导卡中。
4.疑难问题的处理。对设备检修中一些复杂的工序,作业指导卡不仅要指出工艺标准,还要指出超标时该怎么办。
四、实施效果
通过作业指导卡的实施,解决了作业的安全防范问题,提高了检修作业的质量,职工遵章守纪的自觉性提高了,发生事故的概率减小了。
作业指导卡实施的过程中,也存在一些问题需要克服,一是部分职工存在“怕麻烦”思想,对作业指导卡工作重视不够。二是作业指导卡的质量需要不断提高。三是作业指导卡的及时性要强化,以加强其有效性。