变导程螺纹的数控加工
2012-10-14窦美宁
窦美宁
烟台工程职业技术学院,山东烟台 264006
随着现代机械化程度的不断提高,变导程螺纹的应用也随处可见。它主要应用在连接件和传动件上,是机械设备中一种常见的零件结构。如塑料挤压机械中的主要传动部分塑料挤出机,是塑料成型加工的最主要部件,直接关系到塑料成型加工的应用范围和生产率。通过外部动力传递和外部加热元件的传热进行塑料的固体输送、压实、熔融等到最后成型。塑料自加料口进入挤出机的料筒内,在螺杆的旋转作用下,由于料筒内壁和螺杆表面的摩擦作用向前运动。螺杆的职能主要是将塑料压实提供向前输送的动力,经过输送元件及多种复合材料充分混合均匀后输送至挤出机出口。
1 变导程螺纹的特点
变导程螺纹是导程按一定规律变化的螺纹。其内槽表面是一个螺旋面,如图1所示。其导程是以增量值K来不断递增变化的。
加工时螺纹车刀切削刃上任意一点的运行轨迹,都是一条螺旋线,沿圆周展开为一直线,所以变导程螺旋线相邻圆周直线段的斜率不同,每一直线段的升角增量也各不相同。

图1 变导程螺纹
2 变导程螺纹的数控编程指令
G34 X(U)__ Z(W)__ F__ K__;该指令可加工变导程螺纹的零件,对每一个导程做增加值或减少值的指定,就能完成变导程螺纹的切削。其中:X、Z为切削到达的终点坐标值;U、W为切削到达终点的增量坐标值;F为螺纹起点处的基本导程;K为螺纹每导程的增(减)量,K值的变化范围在系统参数中设定。
3 变导程螺纹的分类及编程
变导程螺纹可分为以下两大类:槽等宽变牙宽和牙等宽变槽宽变导程螺纹,槽等宽变牙宽其槽宽相等牙宽按规律均匀变化,可利用一定宽度的螺纹刀来加工。选用刀宽一定的梯形螺纹车刀,采用直进法分层切削螺纹。粗切削时每次X向的进刀量为0.3mm。其切削起点Z值的确定为工件上的第一个导程减去螺纹每导程的变化量。螺纹进行多次重复切削过程中,每次只是程序中的起刀点的X坐标值不断递进变化,而G34程序段一直是不变的。由于要加工螺纹的螺距较大,因此主轴转速要低,否则,机床进给会失步。
牙等宽变槽宽变导程螺纹其牙宽相等槽宽均匀按规律变化,如图2。可利用小于第一个槽宽的螺纹刀来加工。编程的关键是解决相邻两牙递增变化的问题。因为加工此种螺纹相对于前一种要难些。
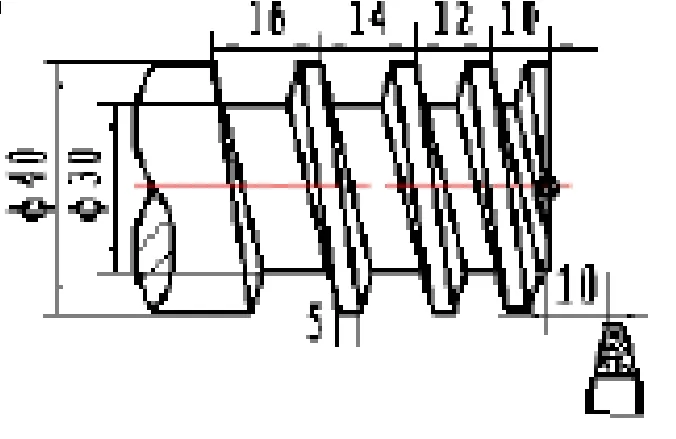
图2 牙等宽变槽宽变导程螺纹
3.1 工艺分析
工件编程原点设在工件右端面中心处。选用刀宽为4mm的梯形螺纹车刀。此种槽宽是按导程增量来递增或递减变化,在单次的螺纹切削过程中,刀具经过每牙槽所切的宽度增量也应是递增或递减变化的。而刀具宽度一定,可通过改变每刀切削时的导程F来逐牙轴向递进完成切削。计算如下:

其中,f0:起始切削牙等宽变槽宽变导程螺纹的导程值,
本例起始导程为8mm;fn:第n次切削牙等宽变槽宽变导程螺纹的导程值,本例中为8mm+2mm=10mm;n:完成牙等宽变槽宽变导程螺纹切削的总次数,n最小=Ln/T,其中Ln为螺纹有效切削范围内最大的槽宽(本例中Ln为16mm),T为刀宽(本例中T=4mm),则本例中n最小=16/4=4次,取n=5次。注:每次起始螺距增加为K/n,本例为K/n=2/5=0.4mm。
3.2 编程(本例采用调用子程序及宏程序编程)
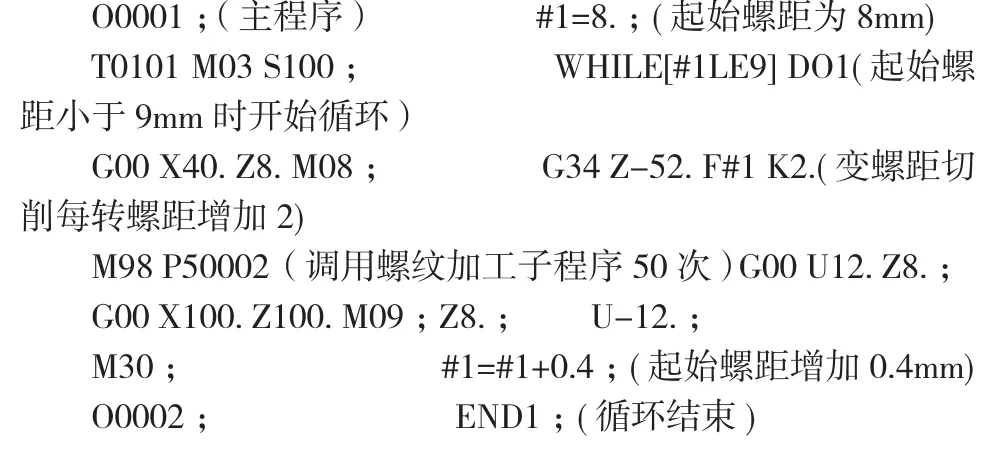
G00 U-0.3;(每刀的背吃刀量0.3mm) M99。
4 结论
在数控车床上运用G34指令加工变导程螺纹变得简单、易学,但在具体加工过程中不要拘泥于同一种加工方法,在加工时要区分对待。特别是加工精度要求较高时,需要在生产实践中不断积累总结经验,避免出现故障。数控车床是通过编程指令来控制其加工过程,可以实现快速切削,提高了加工效率,降低生产成本,减轻了操作者的劳动强度,保证了加工质量。
[1]李红波,张伟峰.数控车工[M].北京:机械工业出版社,2010.
[2]林宋,张超英,陈世乐.数控车床[M].北京:化学工业出版社,2011.