一种有效防止印制板波峰焊变形的方法
2012-10-14贾成芬
贾成芬,申 勤
四川大学锦江学院机械工程学院,四川眉山 620860
随着电子工业的飞速发展,高集成度、高装配密度和多层化越来越要求印制板的变形量越小越好,但印制板波峰焊后会出现不同程度的曲翘变形,印制板曲翘变形会引起焊点、元器件引线受力,严重的可能造成元器件壳体开裂、印制板插头接触不良、印制线断裂等缺陷,给产品带来严重的安全因隐患,图1为印制板变形导致的元件壳体开裂。虽然从工艺角度可以采取一些措施来避免印制板变形,例如:印制板裸板预烘除潮、波峰焊前预热、设置合理的波峰焊温度等,这些工艺方法从一定程度上避免了印制板波峰焊后变形,但对于那些面积大、厚度薄、元器件分布不均匀的印制板,这些工艺方法就又显得无能为力了。
0 引言
目前行业中采取的有效控制印制板波峰焊变形的方法主要有合成石托板法、焊接后工装板热矫正法和工装夹具夹持法。托板法具有低热传导性、不易沾锡、可进行精密加工等优点,但同时又具有通用性差、生产周期长、成本高的缺点;热矫正法是在焊接后使用校正模具对曲翘变形印制板进行高温矫正 ,此方法具有降低产品可靠性的致命弱点。而工装夹具夹持法则具有成本低廉、使用方便、防变形效果好的特点。
1 工装夹具的设计与生产
1.1 设计思路与指标
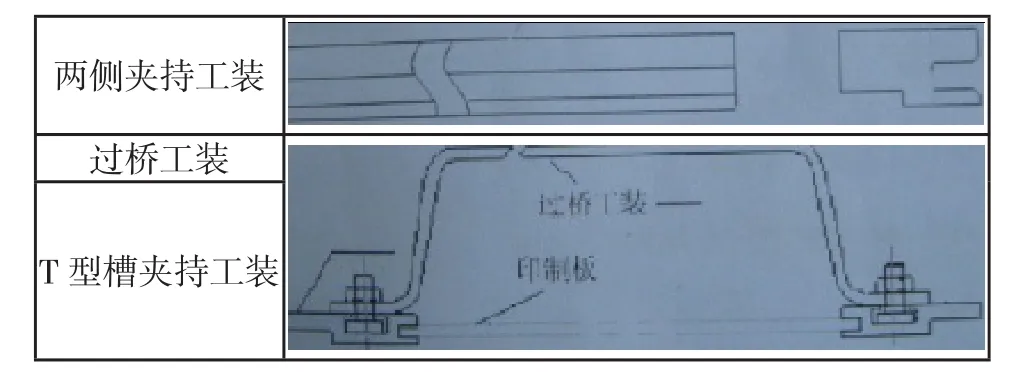
全套印制板波峰焊防变形工装包括:两端夹持工装、两侧夹持工装、T型槽工装和过桥工装,工装结构示意图见表1。
两端夹持工装及两侧夹持工装的开槽深度为3mm~5mm(根据印制板工艺边宽度微调),开槽厚度比印制板厚度厚0.2mm~0.5mm,两端夹持工装长度比印制板宽度稍短、两侧夹持工装长度比印制板长度稍短,以留出两侧夹持工装及T型槽工装(两端夹持工装)的夹持范围。同样,T型槽工装内侧开槽深度为3mm~5mm,厚度比印制板厚度厚0.2mm~0.5mm,T型槽开槽深度及宽度以能顺畅放入M3方形头螺钉为宜,T型槽工装长度比印制板长度稍短。而过桥工装的长度应根据印制板宽度及T型槽工装中间槽的开口位置具体确定,高度则应比印制板元件面装焊最高高度高20mm左右,中间部分还可铣出合适长度、宽度为5.5mm左右的矩形条,以便加装螺钉加固过桥工装,起到更好的防止印制板波峰焊变形的作用。另外,两端工装应高于印制板焊接面不超过1mm,以避免焊点的“阴影效应” ;同时两侧夹持工装与波峰焊链条接触部分应铣掉1mm,以便印制板被很好的固定。
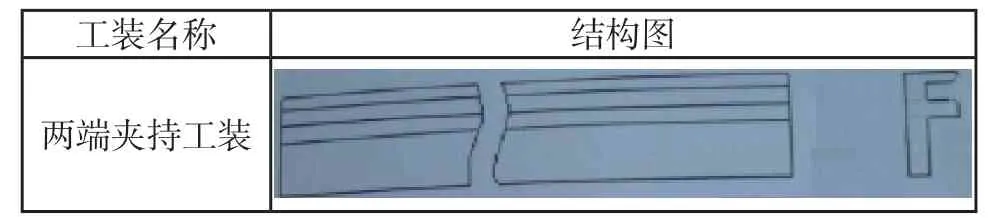
表1
1.2 夹具的材料及加工方法
在夹具的生产材料上,经过反复比较钛合金、铝合金、不锈钢等金属材料的优缺点,最终选用了质量轻、不沾锡、成本低的钛合金(2A12 T48)。
至于夹具的加工,最终我们采用了加工后变形小、加工成本相对较低的线切割法进行加工。
1.3 工装使用方法
在实际印制板波峰焊前,对于变形量较小的印制板采用两端夹持工装进行夹持,既可以防止印制板变形,也能起到挡锡作用;变形量大的印制板采用两端及两侧夹持工装进行夹持;而对于变形量大且中部有安装孔的印制板则还要采用两侧T型槽工装和过桥工装,使用时将过桥工装的两端面固定到两侧T型槽工装的T型槽上,同时利用过桥中部的矩形条,用螺钉将过桥与印制板中部的安装孔进行连接,从而起到加固过桥的作用。
另外,当印制板波峰焊接完成后从波峰焊链条上取下后,要放置在平整的工作台上,待印制板自然冷却后再取下防变形工装。
1.4 使用效果
为了验证工装夹具的防变形效果,我们选取了3块以往波峰焊变形较为严重的双面印制板(变形量在2.0%~2.3%)利用全套的夹持工装夹持后按图1所示工艺流程进行了波峰焊。

图1
波峰焊后焊点质量合格,印制板目测平整,基本无曲翘变形,用塞规测得的印制板对角线方向的变形量分别为0.20%、0.27%和0.32%,变形量明显比没有使用夹持工装夹持小很多
另外,为验证采用工装夹具夹持法波峰焊后印制板的可靠性与稳定性,我们对产品进行了温循试验和振动试验。表2为试验板检验结果。

表2
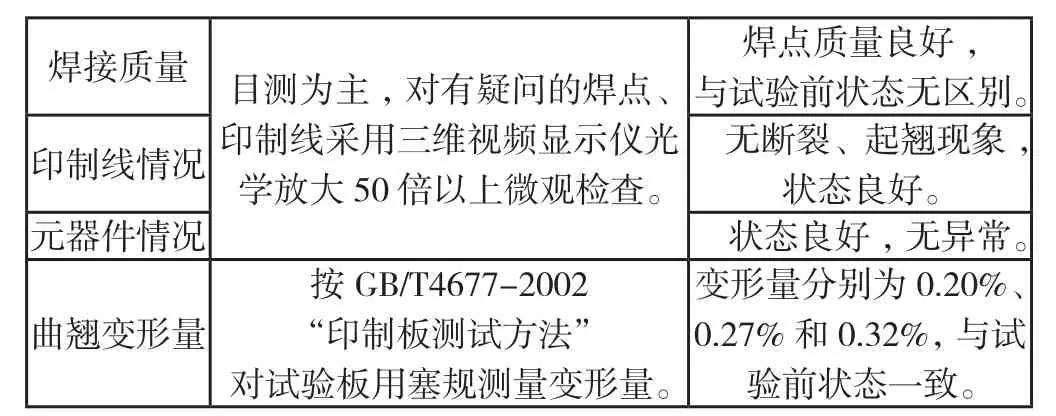
焊接质量 目测为主,对有疑问的焊点、印制线采用三维视频显示仪光学放大50倍以上微观检查。焊点质量良好,与试验前状态无区别。印制线情况 无断裂、起翘现象,状态良好。元器件情况 状态良好,无异常。曲翘变形量按GB/T4677-2002“印制板测试方法”对试验板用塞规测量变形量。变形量分别为0.20%、0.27%和0.32%,与试验前状态一致。
检验结果证明:试验板经过温循、振动试验后,焊接质量、印制线情况、元器件情况及曲翘变形量试验前状态一致,无异常。
2 结论
由此可见,使用夹持工装夹持印制板进行波峰焊,能够有效避免印制板的变形,同时工装夹具的制造成本也较为低廉,且使用起来也较为方便,可以说工装夹具夹持印制板进行波峰焊是一种经济有效的防止印制板波峰焊变形的方法。
[1]郭欣.多层印制电路板波峰焊接工艺浅析.印制电路信息,2001(7).
[2]倪行伟,曹如仁.印制线路板波峰焊变形初探.维普资讯.
[3]王雪兆.波峰焊夹具的设计分析与改进[J].通讯与广播电视,1994(3).
[4]张蕾.印制板变形的原因分析与对策[J].通讯与广播电视,1999(2).