M7475磨床电控系统改造
2012-10-11蔡黎黎赵志强
蔡黎黎,赵志强
(1.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036;2.中航工业哈尔滨轴承有限公司 航空航天轴承分厂,黑龙江 哈尔滨 150036)
1 前言
M7475立轴平面磨床,主要用于轴承平面工序的磨削加工,是一种广泛应用的磨削加工设备。目前,仍有部分M7475立轴平面磨床使用早期的继电器控制系统─接触器控制和由二极管组成的矩阵顺序控制线路,使系统复杂、动作元件多且运行可靠性差,在生产过程中发生了很多故障和事故。为解决以上问题,设计了采用松下FP0系列PLC作为核心控制器的自动化系统。
在M7475磨床控制系统中使用PLC代替继电器控制系统中的逻辑线路部分。用PLC的输入接口代替原轴承磨床的电气系统的输入接点,所有行程开关的开关量接入PLC的输入点,使用SQ符号表示。选择开关用SA表示,仪表触点用KA表示,控制按钮用SB表示系统的输入信号也分别接入PLC的开关量输入接口。电磁阀线圈、指示灯、充磁信号等系统的输出信号分别接到PLC的输出量接口上。为了减少输出点数,各电磁阀的状态指示灯并联在其线圈两端;系统的调整操作采用由PLC的Y1和Y2输出调整信号在外部经相应开关控制。同时为了保护输出继电器,在电磁阀两端各并联一只续流二极管。
2 程序结构
原M 7475机床包括自动、半自动、调整和长期修整4种工作方式,由万能转换开关选择。用PLC改造后,此部分的接线要重新安排,可选用转换开关的两组触点SA3-1和SA3-2(对应PLC输入端子X20和X21),使其分别在4种工作情况下,满足表1 所示的通断状态。
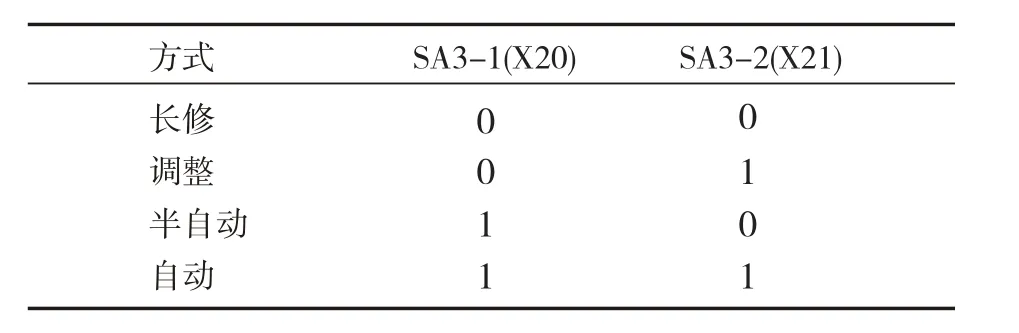
表1 开关方式状态
表1 中“0”表示断开,“1”表示接通。如用二进制表示X20 和X21 的状态,即为00,01,10和11四种。如图1 示,自动方式时驱动M10,半自动时驱动M11,调整时驱动M12,长修时驱动M13。这样可安排出图2 的程序结构图。
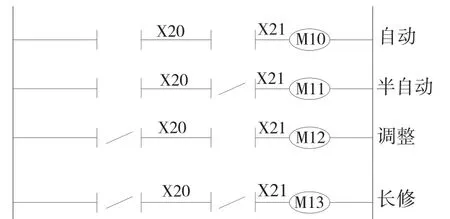
图1 工作方式梯形图
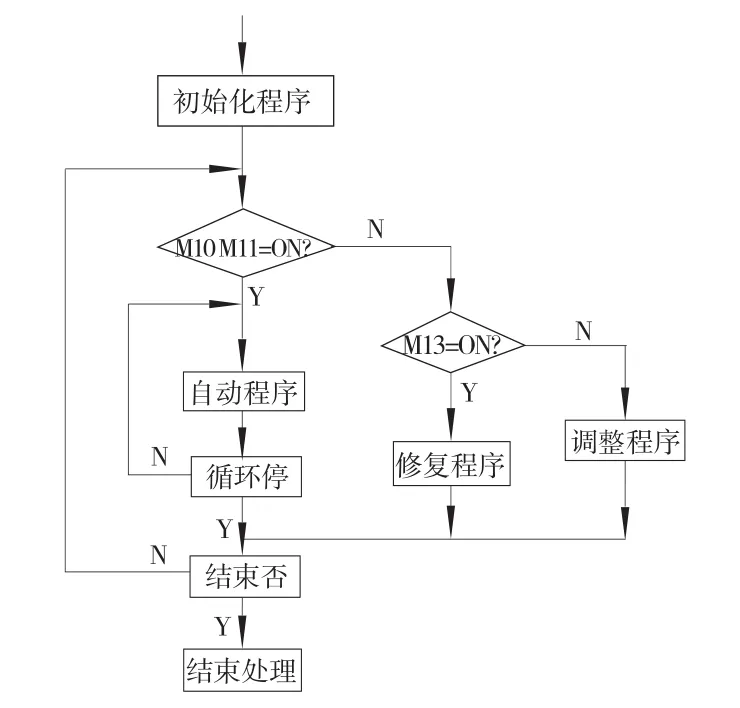
图2 程序结构图
3 矩阵电路的编程处理
矩阵二极管顺序控制电路是原机床电气系统中的重要组成部分。
(1)SA1合上,SA2打开,KA5线圈通电吸合并自锁,此时KA5线圈及R上的电压基本相等,约为12V,KA6线圈被短路脱吸。
(2)SA1打开,SA2合上,KA5线圈被短路,KA5脱吸,KA6线圈通电吸上并自锁。
(3)SA1、SA2同时合上,由于KA5、KA6线圈同时被短路,所以V1也处于上述导通状态,但KA5、KA6总是处于脱吸状态。
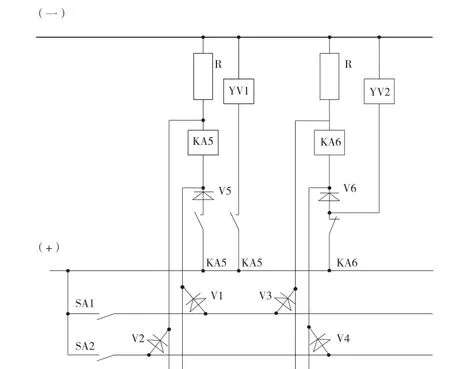
图3 二极管顺序控制原理示意图
根据上述要求可得出SA1、SA2与KA5、KA6的逻辑关系,如表2 所示。从表2 可看出,SA1是KA5的置位端,KA6的复位端;SA2是KA6的置位端,KA5的复位端。SA1和SA2分别用PLC的输入点X0、X1代替,这种状态可由PLC内部的置位、复位指令来实现,其梯形图如图4 示,图中M21相当于KA5,M22相当于KA6。
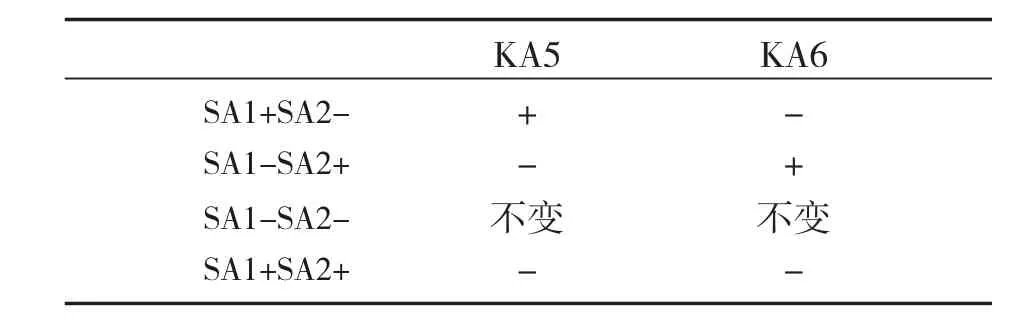
表2 顺序控制逻辑
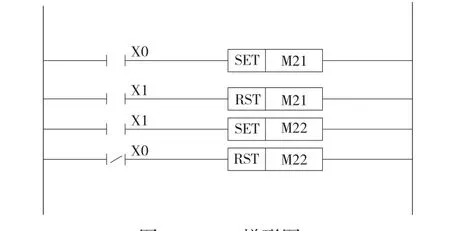
图4 PLC梯形图
3.1 编程调试
由于用PLC改造原M7475磨床电气系统是以不改变原控制线路为前提,此时可对原线路进行分块处理,可节省改造成本及时间。根据手动、长修、 自动和半自动四种工作方式分别进行模拟运行。用开关模拟输入信号,开关的一端接入相对应的输入端点,另一端作为公共端接在PLC输入信号电源的负端。输入程序后,对照输入信号状态表,设置好原始状态情况下所有输入信号的状态,再按工步状态,扳动开关,观察输出端点指示灯在一个工作循环里的状态变化,并与工艺过程对照。
4 结束语
基于PLC的M7475磨床电气控制系统改造,在企业现有状况下是非常现实的技术改造方案,具有投资省、见效快的特点。通过使用PLC改造该磨机床电气系统后,使整个系统得到了很大的简化,去掉了原机床中多余的中间继电器、时间继电器、顺序控制二极管及电阻等繁琐的电气控制器件,同时也减少了控制系统的外形体积。由于PLC的高可靠性,输入输出部分还有信号指示,使电气故障次数大大减少,并为准确判断电器故障的发生部位提供了很大的方便。