镁电解槽槽壳制作焊接变型质量控制
2012-10-10段元庆
段元庆
(七冶安装工程有限责任公司,贵州 贵阳 550001)
一、概述
2010年2月七冶安装工程有限责任公司承揽了攀枝花钛业有限公司的15台镁电解槽的制作安装任务,此电解槽由中铝国际贵阳院引进乌克兰镁电解的技术,在国内应该属于首创,设计的电解槽槽壳技术要求高,对槽壳壁板的长侧和短侧以及底板的平面度每米不得超过0.5mm,整个表面的平整度不得超过6mm;焊接变型极其不好控制。由于槽底板长度6620mm,宽度为4580mm,而板厚仅为12mm,平面度每米不超过0.5mm,为保证槽底板的平整度,本方案槽底板的拼接考虑将槽底板按设计尺寸分成2块进行组装拼接。槽底板是由钢板拼焊而成,它采用2块钢板拼接,如(图1)。对于镁电解槽槽壳的长侧和短侧的宽度3058mm,长度分别为4264mm、5380mm,由多块钢板和型钢焊接而成的构件,对于大量的焊接变型将是难避免的。从整个工程的开始我们预见性的根据焊接变型的特点,以及我们长期从事类似工程的经验,制定了防范措施,确保镁电解槽的制作质量,保证本工程质量合格。
二、施工中存在的问题
1造成焊接变型的原因及其解决方法
1.1 制定焊接顺序
(1)采用分中对称焊接法
(2)对称位置采用相同的电流电压
(3)焊接速度保持一致
1.2 在焊接前对焊工进行培训
(1)焊接过程中掌握焊接顺序
(2)焊接前,要按焊接工艺文件的有关规定,调整好焊接参数。
1.3 制定下料方案
(1)采用双火焰下料法
(2)采用数控下料切割
1.4 合理使用胎具
(1)在胎具上制作好反变形措施
(2)在胎具上的夹具和夹具合理使用控制变形
(3)胎具上使用千斤顶控制焊接变形
1.5 优化图纸节点
因图纸设计节点处于对接处与外延筋板处于同一个平面,可根据节点优化提高槽壳的平面度。
三、实施过程控制
1电解槽槽壳制作工艺
1.1 底板加工
(1)由于槽底板长度6.620mm,宽度为4580mm,而板厚仅为12mm,平面度每米不超过0.5mm,为保证槽底板的平整度,本方案槽底板的拼接考虑将槽底板按设计尺寸分成2块进行组装拼接。槽底板是由钢板拼焊而成,它采用2块钢板拼接。在拼接底板前,用30×3000mm三辊床对钢板进行预先较平,不平度不大于0.5/1000mm,最终不得大于1mm。底板下料的焊接收缩预留余量为(1/1000~1.5/1000)L,其中L为底板的长度。采用埋弧自动焊时,收缩预留余量取1.5/1000L;采用CO2气体保护焊时,收缩余量取1/1000L。校平图见(图 2)
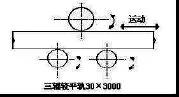
(图 2)
(2)将组装好的底板用翻转胎放平,如不平可用垫板调正找平。
(3)底板预组装及焊接引弧板:首先将底板按图纸要求在底板翻转胎上预组装,并且在背面焊缝处加装防止焊接反变形装置,对预组装好的钢板,焊缝间隙不得超过2mm,可先用点焊固定,然后将100×150×12的引(灭)弧板,焊于对缝的两端。待全部对焊工作结束后再除去。
(4)正面焊接:采用埋弧自动焊,焊机MZ-1-1000。
(5)板背部焊接:底板背部的焊接顺序与正面相同。焊接表面尽量与底板面平(便于内衬砌筑),底板焊完后检查底板变形情况,如有变形,用火焰进行校正。要求不平度≤0.5/1000L(L为底板长度)。
(6)去除焊接用引(灭)弧板,然后用砂轮修整端部。
(7)底板涂漆:底板先刷一遍耐高温沥青漆,应涂在底板的下面。
(8)底板的施工工艺难点分析及控制方法:对于底板的施工难点在于底板的焊接变形导致底板的平面度达不到设计图纸要求。采取的控制方法为:a焊接反变形(预留拱度)控制,预留反变形余量可根据我们长期以来的经验值来控制反变形,或者根据该施焊工艺进行试验,找出反变形控制值;b强制性控制焊接变形,采用胎具模板把底板强制控制在上面,利用16个千斤顶压制,焊接完毕后拆除。
1.2 短侧板加工
(1)下料:下料时应考虑焊接收缩量,焊接收缩量按设计图纸展开长度的1.5%考虑,给予予留。卷制时R300的圆弧回弹量按R的1.5%考虑。
(2)切边:焊接坡口用刨边机开制,亦可用火焰切割。短侧板的过渡边用SAC-B碰轮气割机切割。其最小长度可按下式计算取得:

L——过渡边的最小长度(mm)
а1——短侧板的厚度(mm)
а2——长侧板的厚度(mm)
(3)组装焊接:短侧板是由多块钢板和型钢焊接而成的构件,它的组装焊接应在组装胎具上进行。焊前将短侧板紧固在焊接胎具上。焊后1~24小时内短侧板处于夹紧状态,冷却后拆卸。在短侧板上标出组装中心线。
a.短侧制作的组装专用胎具如下图所示:
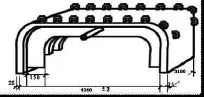
组装时,在胎具上定出基准中心线将短侧板吊上胎具,对好基准中心线,两侧板上用楔子楔紧,分别将预先在平台上组装好的筋板、围板吊至短侧板上,用楔铁调整尺寸然后点焊固定,零部件电焊完毕、确认所有的构件都安装完毕后,进行焊接。
1.3 长侧加工
(1)电解槽长侧板主要由①侧面壁板、②角钢型材支撑、③钢板立筋板和横板组成。单片侧面壁板由2块钢板拼接而成,拼接焊缝应错开窗口处,由板1980*5380和620*5380两块钢板拼接而成;所用材料定尺订货(钢板的定尺尺寸为2000*5400mm)。
(2)侧面壁板采用自动切割下料,刨边机开坡口(坡口在侧面壁板两端与端头壁板焊接)为防止吊装时产生变形,采用专用吊具在进行侧面壁板吊装时,不允许用钢丝绳直接捆绑起吊,为了防止因吊装造成变形,在进行侧面壁板吊装时采用专用吊装工具与竖吊夹配合进行吊装,这样才能保证侧面壁板在吊装中不会产生变形。
(3)斜侧壁板平板采用30×3000三辊滚床滚平。经平整后板面凹凸不平度不得大于0.5mm/m。
(4)焊接:长侧板中侧面壁板的拼接采用半自动保护焊焊接,内壁采用碳弧气刨清根然后焊接,并打磨平整光滑,长侧板与槽外部的钢板筋板角钢型材焊接采用气体保护焊焊接。
(5)半成品检查:长侧板组装焊接后要自检,自检合格后用专用吊具将两长侧板吊至堆场堆放,在堆放的过程中要防止变形,自检不合格者需修整合格后才能使用。
(6)长侧板焊完后,用洋冲打出组装中心线。
效果检查
实施后,小组在施工的每个阶段按照对策要求,分析每个要因效果进行核查落实,对焊接变形进行了统计,验证对策的正确性及可行性将最终结果进行记录。 通过小组活动使用本次制作质量达到目标要求,变形控制在图纸要求的范围之内,实现了本次活动的质量目标。
[1]杜逸玲.钢结构制作安装工程手册[M].山西技术出版社出版,2005.
[2]JB4708-2000,机械部标准[S].