机床导轨误差对加工精度的影响*
2012-09-26王慧霖张平宽
王慧霖 张平宽
太原科技大学机械工程学院 太原 030024
1 引言
在研究影响机械零件加工精度的因素时,有一项影响因素必须考虑,那就是机床的原始误差,而机床的原始误差有多项,这里仅讨论机床导轨误差对零件加工精度的影响。在目前已出版的相关教材中,关于此问题的讲授均是首先以普通卧式车床上加工外圆柱为例,考查导轨误差对所加工零件产生的影响。这本身并没有问题,但有些教材在分析时考查的是导轨在水平面内或在垂直面内导轨直线度对零件加工精度的影响,这种分析不但不符合成形原理,而且有部分教材所用参考图也不符合直线度的定义,等等。关键是作为教材,这些问题会给学生或其他初学者造成难以理解的学习困难,甚至产生误解。本文对此展开讨论,目的是对该问题有一个较好的解释。
2 圆柱体的成形原理
在普通卧式车床上加工圆柱体,其成形原理是:工件旋转,在刀具切削作用下形成圆即母线;刀具沿垂直于该圆平面的直线即导线运动,形成圆柱体。对应于卧式车床,就是工件安装在车床主轴上,由主轴带着作旋转运动,其回转轴线是主轴回转轴线,刀具所切圆面垂直于该轴线,且圆心在该轴线上。那么刀具移动的直线就平行于主轴轴线,而刀具的移动是依靠导轨导向的,故应该要求导轨与主轴轴线平行,才能加工出合格的圆柱体。这里假设主轴轴线无回转误差,仅研究导轨误差对加工精度的影响,那么就只应该研究导轨与主轴轴线产生平行度误差时对加工精度的影响,与导轨的直线度误差无直接关系。
事实上,直线度和平行度是两个完全不同的概念。直线度是直线自身误差,平行度是线与线、线与面、面与面之间的相对关系误差。假设两条线可以都很直,则认为各自都无直线度误差,但可能二者有较大的平行度误差,但就在卧式车床上加工外圆柱这个问题,对车床导轨与主轴的平行度误差与车床导轨本身的直线度误差来讲,二者有些许统一,即该两种误差均被分解为水平、垂直两个方向,由图1可以看到,二者有些许相似,又有时统一。正是由于这些许相似与统一,给讲解带来不少麻烦,以至于一些教材出现偏差,即以导轨的直线度误差代替平行度误差。
3 导轨误差对加工精度的影响
在普通卧式车床上加工外圆时,刀具的直线运动方向取决于导轨方向,导轨的误差会1:1地影响到刀具运动的轨迹,故下面所讲的导轨的误差方向、大小即是刀具轨迹的误差方向、大小。
导轨与主轴轴线的误差此处仍把它分解为水平方向和垂直方向,如图1所示为水平方向的误差。图1中平行度误差为y,曲线表示的是直线的实际情况,其直线度误差为p。
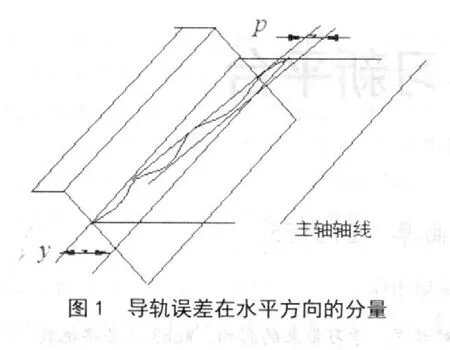
1)导轨有直线度误差,同时与主轴轴线有平行度误差,即y>p,p≥0。在机床装配时,需要调整导轨直线与主轴轴线之间的平行度,此值为y,但由于制造和测量技术等原因,由图1可以看到,要保证导轨与主轴轴线的平行度,必须首先保证导轨有更高的直线度,也就是说,导轨的直线度误差包含在导轨对主轴轴线的平行度误差之内,即y>p,p≥0。因此可见,这里应该分析导轨与主轴轴线之间的平行度误差对加工精度的影响,才是导轨误差对加工精度的真正影响。
假设导轨误差如图1所示,此时加工一圆柱体,且被加工零件的轴向长度正好与图1所示导轨误差位置长度一致,那么刀具从导轨的一端移到另一端时,刀尖在零件半径方向上移动的最大距离y,造成零件的径向尺寸误差是:ΔD=2y。
就具体加工出的零件形状而言又分为两种情况。
①假设导轨无直线度误差,即y>p,p=0,那么,该圆柱体一端大、一端小,母线是直线,其外形成为圆锥体,其形状误差即圆柱度误差t为:t=y。此时加工误差只与导轨的平行度误差相关,与其直线度误差不直接相关。
②假设导轨有直线度误差,即y>p,p>0。在图1所示情况下,加工后的零件外形从整体上看是锥体,但其母线不是直线,而是类似于导轨直线误差的情况。
2)导轨有直线度误差,同时与主轴轴线有平行度误差,且y=p>0,这时导轨的直线度误差如图2所示,即导轨的直线度误差与导轨和主轴轴线的平行度误差相同,也就是说导轨与主轴轴线的平行度误差完全由导轨的直线度误差引起,这时二者造成的零件尺寸误差、圆柱度误差分别相等,即:ΔD=2y=2p,t=y=p。
但是,此时的圆柱体的外形不是呈圆锥体,而是呈两头大、中间小的类似马鞍形。图2是现行机械制造专业教材普遍使用的一种讲解导轨误差对加工精度影响的图例,图中画的是导轨的直线度误差,文字却讲的是导轨的平行度误差,让初学者难以理解。而实践中出现这种导轨与主轴轴线的平行度误差完全由导轨的直线度误差引起的情况几乎没有。所以,此处还是不讲导轨的直线度误差,而用导轨的平行度误差来解释机床导轨几何误差引起零件加工误差的影响最好。
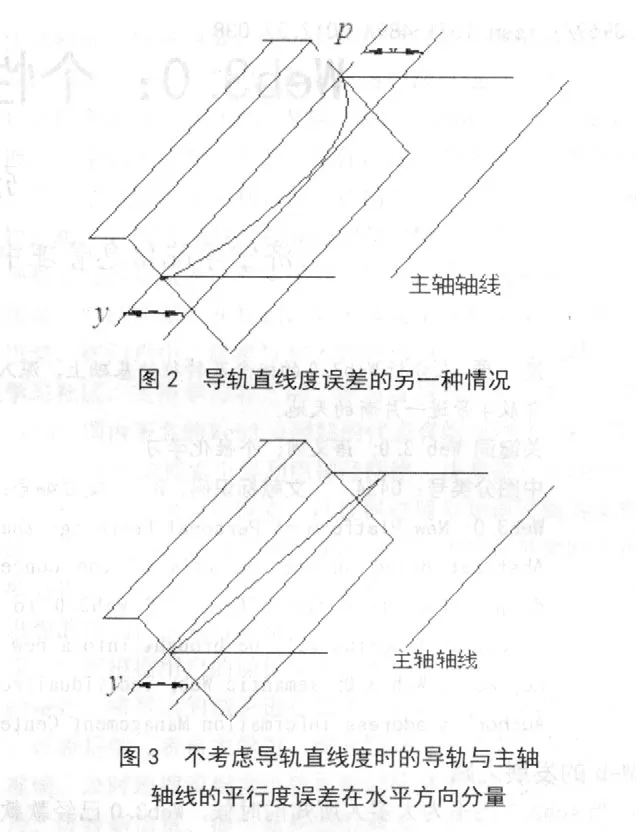
此外,由于导轨直线度误差导致的零件加工误差无法确定其形状,即使出现导轨的平行度误差与直线度误差相等的情况,也只能分析其造成的零件加工尺寸误差,无法分析加工后的零件形状。所以,建议对这里的讲解仅考虑机床导轨与机床主轴的平行度误差,用图3所示的示意图分析。
同理,导轨与主轴轴线平行度误差在垂直面上分量对加工精度的影响,与其在水平面内分量的影响分析方法类似,其误差的定量结果即产生的尺寸误差是:ΔD=2δ2/D。式中δ是导轨平行度误差在垂直面的分量值。产生的圆柱度误差是:t=δ2/D。圆柱体的外形是回转双曲面。但如果考虑导轨的直线度误差,零件的尺寸误差、圆柱度误差同样不变,但其外形则不能被准确地描述出来具体是什么形状。
4 找准核心,借助视频,正确讲解,突出重点
通过前面的分析,明确导轨自身的直线度误差及导轨对主轴轴线的平行度误差均会对加工精度产生影响,而且两种误差对加工精度的影响情况具有一定的相似性和统一性(如图1、图2)。另外,零件制造不可能绝对准确,故导轨总是存在直线度误差;机床安装也不可能绝对准确,平行度误差也总是存在的。这里采用单因素分析法,所以,一定要把导轨的直线度误差对加工精度的影响,与导轨与主轴轴线的平行度误差对加工精度的影响分开,分别分析。下面先分析导轨与主轴轴线平行度误差对加工精度的影响。
导轨与主轴轴线的平行度误差对加工精度的影响,是从切削加工成形原理来进行分析,这需要学生具有一定的空间想象力和主动思维才能完成。所以,首先要向学生介绍清楚在普通卧式车床上车削外圆柱时的成形方法,再借助于PPT动画演示成形过程,帮助学生理解切削圆柱体的成形原理。然后,分析该平行度误差在水平面内的分量对加工精度的影响。也就是说,假设误差仅发生在水平面内,在垂直面内的误差为0,也用动画演示,可以看到此时加工出来的零件外形呈圆锥形。
另外,再假设该平行度误差在垂直面内的分量对加工精度的影响,也就是说,假设误差仅发生在垂直面内,在水平面内的误差为0,也用动画演示,可以看到此时加工出来的零件外形呈回转双曲面形。误差原因与误差结果的定量关系如前文所述。
在这一讲解过程中,应该特别注意强调,尽管导轨的误差有许多项,装配成机床后,每一项误差都少不了,且任何一项误差都对加工精度产生影响。但这里是单因素分析,每次只分析其中一项误差,甚至是一项误差的一个分量对加工精度的影响,其他误差都不考虑,即认为其他误差都为0。另外就是动画演示效果很好,它对帮助理解非常重要,不可或缺。
在完全理解导轨与主轴轴线的平行度误差对加工精度的影响基础上,分析导轨直线度对加工精度的影响,这在前面已经讲到。当导轨与主轴轴线的平行度误差完全由导轨的直线度引起,这时可以将导轨的直线度按误差曲线分段,在每一段内相当于导轨与主轴轴线的平行度误差对加工精度的影响。这样就非常容易理解导轨直线度误差对零件加工精度的影响。
5 结论
通过前面的分析,可以清楚地知道,在分析导轨误差对加工精度影响时,分析的是导轨与主轴轴线平行度对加工精度的影响,虽和导轨直线度有关,但如果考虑到导轨直线度问题,则情况会变得比较复杂。事实上导轨的平行度误差包含了其直线度误差,溜板导轨与机床导轨接触长度又较长,正常情况下导轨的直线度误差可以忽略。本文认为这里仅讨论平行度问题,不讨论导轨的直线度问题,不但使授课讲解思路更清晰,也会使学生更容易理解和接受。
