隔膜泵三拐曲轴锻造工艺
2012-09-25李序元钟甲涛
赵 森 李序元 钟甲涛
(泰安市山口锻压有限公司,山东271038)
隔膜泵是一种新型容积转子式无泄漏泵,它采用旋转式驱动机构,减少了滑动摩擦滑点,简化了结构,采用环形隔膜隔开润滑介质和输送介质。隔膜泵性能优良且通用性互换性较好,适用于矿业开采、化工﹑轻工、食品工业等行业,市场应用潜力巨大。120°三拐曲轴是隔膜泵的关键部件,对产品的性能起着至关重要的作用。三拐曲轴也经历了由铸件向自由锻件的发展历程。由于铸件内部质量不稳定,容易产生疲劳,直接影响了隔膜泵的寿命,故而被自由锻件逐步替代。
1 曲轴技术要求
三拐曲轴零件图和锻件图分别见图1和图2。
锻件材质为42CrMoA,材料应符合JB/T 6396—1992要求,超声检测符合GB/T 6402—1991 Ⅱ 要求。
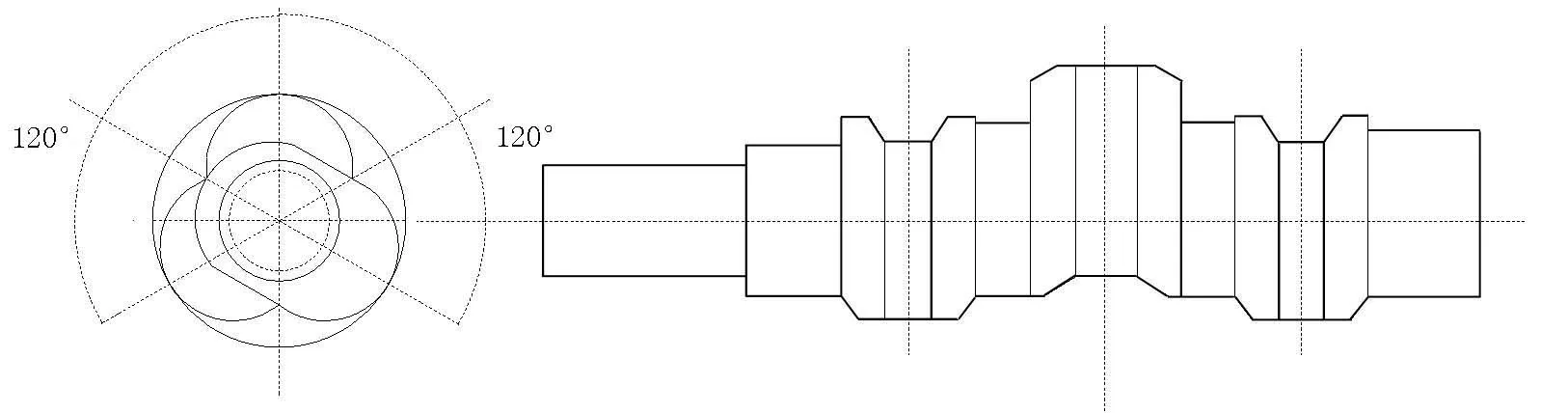
图1 三拐曲轴零件图Figure 1 The sketch of three throw crankshaft

图2 三拐曲轴锻件图Figure 2 The forging of three throw crankshaft

表1 三拐曲轴锻造工艺Table 1 Forging processes of three throw crankshaft
2 锻造工艺
三拐曲轴锻造工艺如表1所示。
3 锻造要点
采用的锻造工艺是半连续纤维锻造法,整个过程简单概括为:将钢锭加热后镦拔成六方形截面,然后用三角刀号印、错移,最后压成120°相位角的三拐,锻后及时热处理。锻造的难点是如何保证三拐120°相位角和每个拐与中心轴255 mm的偏心。锻造过程中应注意以下问题:
(1)锻件加热一定要均匀,防止锻造过程中出现偏心。
(2)锻六方时尺寸一定要准确,以免影响三拐的相位角。
(3)压印时,注意不要号斜印和号错印。
(4)错偏心时,一定要用专用窄砧,并且不要将轴颈拔长,保证足够错移量(>260 mm)。
(5)最后一火如果不能一次锻出,允许回炉,但加热温度不能超过1 180℃,保温时间要短。
4 结论
(1)用该工艺锻出的三拐曲轴重量轻,机加工余量小,提高了生产效率,减轻了劳动强度,降低了成本。
(2)三拐曲轴金属流线好,内部组织稳定,抗疲劳能力强,锻件使用寿命长。
(3)锻六方形截面时很好的保证了120°相位角,减少了废品,提高了合格率。
(4)该工艺锻造操作难度大,需要操作者具有丰富的锻造经验和较高的锻造技术水平。在锻造过程中可以参照木模型锻造,降低锻造难度。