自适应控制技术在机械加工制造业中的应用
2012-09-19孔建姜超马述塨田莉莉
孔建 姜超 马述塨 田莉莉
(烟台工程职业技术学院,山东 烟台 264006)
在科技飞速发展的21世纪,自适应控制技术获得了人们广泛的关注和大量的实践应用。就加工过程而言,随着自适应控制技术在加工过程中的广泛应用,已从最初的计算工具,发展成为今天具备综合信息管理和进行控制决策的高端系统。自适应控制技术的使用,使加工过程得到了更高效、准确的管控,使产品质量得到了更严格、精准的控制,使加工的管理方法和控制手段发生了巨大的变化。
1 自适应控制技术的简述
1.1 自适应控制的基本概念
自适应控制是指在环境发生巨大变化或系统产生不确定性的情况下,控制系统能自行调整参数或产生控制作用,使系统仍按设定规律运行在最佳状态的一种控制方法。自适应控制能智能辨识对象的动态变化,采取对应的法则,调整控制器的可变参数,以达到改善和优化反馈控制系统的性能控制,使系统在最佳状态中运行。[1]
1.2 自适应控制的基本原理
自适应控制的基本原理是在控制过程中对系统参数进行在线识别、评估和比较,并对比较结果进行自我修正,得出一个能实现自我调整的控制规律,实现自适应控制目的。[2]其基本原理如图1所示,当输入数据通过调节器的调节后,进入一个短暂时间的时变时滞过程,通过对当前系统的参数加以识别,将输出数据与初始设定的理想数值进行比较,调节器通过比较结果自动进行调节和修正参数或模型,从而完成自适应控制的完整回路设计。
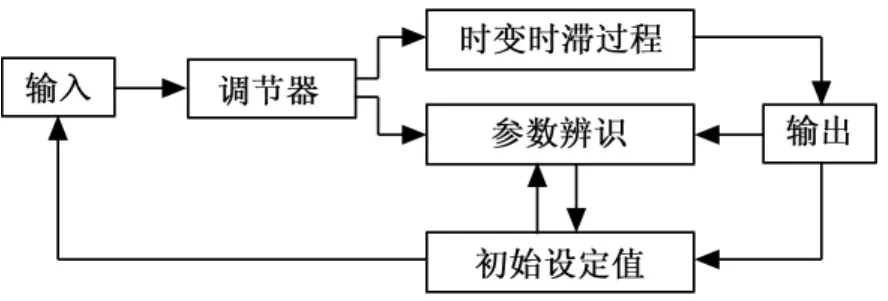
图1 自适应控制的基本原理图
1.3 自适应控制的主要特点
与传统的其他控制技术相比较,自适应控制的被控对象或被控过程,都没有现成的或者已知的数学模型进行定义,且很难确定,而自适应控制的智能性正好解决了随环境自动调节其动态参数或模型的问题,用自身的特征变化和自我纠正来跟踪控制系统的参数变化,并对参数进行相应的调整和控制,通过实现改变自身的特性来适应被控对象的特性变化。其主要特点如下:
1)智能化:在既定自适应规则的作用下,外界环境变化时,控制器能相应地自我调整和变化。
2)引入自适应回路设计:引入的自适应回路能按照体系实际运行状况,自我纠正和调节,适应被控参数的不断变化。
3)较广的应用范围:对一些不能确定被控系统的数学模型和特征参数、外界干扰作用强、且控制精度要求高的系统,自适应控制都能得以应用。
2 自适应控制的应用情况分析
2.1 机械加工过程中的应用
在机械加工的作用下,工件发生了外形尺寸变化或性能改变的过程,称之为机械加工。人们把所有利用机械工具进行产品生产的过程称为广义的机械加工;而把那些利用专用机器设备(如,冲压机、车床、铣床、钻床、磨床等)进行产品生产的过程称为狭义的机械加工。如果根据工件在加工过程中所处的温度状态来进行分类,机械加工可分为冷加工和热加工。在结晶温度以下进行塑性变形被称为冷加工,而在结晶温度以上进行塑性变形则被称为热加工。在实际的生产过程中,包括金属热处理、电火花加工、软钎焊、硬钎焊、铸造、锻造、金属板材挤压成型、数控加工等在内的制造工艺都属于机械加工。
1)在热处理过程中,电阻炉是不可或缺的、滞后性大的、建立数学模型困难的非线性装置,而其中的温度控制部分又是决定产品质量的关键因素,采用PID等常规控制器难以提高温控系统的控制精度,而且由于不能实现电脑联机通讯,无法有效整理和管控热处理工艺过程的系列数据。为改变这种现状,刘滨等[3]将单片机技术、自适应控制技术结合在电阻炉炉温的控制中,开发出了具备自动监测、实时采集控制参数、及时处理和调整参数的灵活多变的自适应控制系统,所获控制精度高,可在热处理件加工要求高的场合大规模应用。唐镜军[4]根据电炉的加热功率、炉的体积及保温效果,采用XMT-400自适应控制仪,将温差控制在曲线的±2℃范围内。如果对电阻炉炉温自适应控制系统进行Matlab仿真,则会发现自适应控制技术比传统PID控制具有诸多优点,尤其是响应时间短、鲁棒性和抗干扰好、动静态性能优异等。[5]若在机车、车辆制造过程中,用自适应控制技术完成构架整体时效电阻炉炉温控制,可以大大降低温度的超调量,减小温度的稳态误差,明显改善其他各项性能指标,对环境的变化有更强的鲁棒性,明显改善电阻炉的稳定性、提高产品质量。[6]
2)在实际的炼钢过程中,电弧炉的参数控制对炼钢质量有关键性的影响,且由于生产过程中钢液不断地沸腾翻滚,使电弧弧长发生不可预见的波动,严重干扰系统的参数控制,使电弧炉控制调节系统具有非常强的时变性、控制参数多等特点,传统的控制方法无法适应这种多变的环境,起不到良好的控制作用。管萍等[7]采用自适应控制技术和反步法,找到了适用于电弧炉电极系统控制的自适应控制规律,设计出了一套反步自适应控制系统,用李亚普诺夫函数进行自适应律的推导和调整,并对生产过程进行实时检测、控制,减少误差,提高控制效果。李明辉等[8]则在电弧炉电极调节系统中采用直接自适应模糊控制,并对其进行仿真,仿真结果证明,该方法的使用非常有效、合理,具有良好的控制效果。王发智等[9]采用一种响应速度快、鲁棒性好的自适应控制技术、将双闭环模式速度环作为内环、电极的电流环作为外环,开发出了新型的电弧炉电极调节自适应控制系统,保证了系统的高效、精准控制。
3)在金属焊接加工工艺中,焊接过程的质量控制很大程度上取决于焊缝及其成形的熔透控制。在实际生产过程中,一般选择熔池几何参数作为质量控制的被控量,可以对摄像机获取的熔池图像进行图像处理并提取熔池信息,利用自适应控制技术实现弧焊熔透系统的精准控制。经在特殊形状的2 mm厚的Q 235钢试件上对TIG焊(惰性气体钨极保护焊)过程进行熔透控制工艺试验,证明自适应控制系统在TIG焊熔透控制时的稳定性好、排除外界干扰能力强、控制精度较高,从而实现TIG焊质量控制的目标,实践证明,在其他焊接工艺中也能得到较好的应用 。[10-13]
4)在电火花加工中,识别有害电弧和短路情况,根据放电状态进行加工过程的监测和调整,是控制这种加工过程的基本思路。如果在电火花加工中引入自适应控制技术进行过程监控,控制参数选为电极放电时间,当实际参数值与系统设定值产生偏差时,模拟评估系统参数及其变化趋势,并及时做出调整,实现自适应控制。经实际测试发现,用自适应技术来控制电火花加工过程,能得到更加稳定的有用电弧,提高加工速度,有效地减少有害的稳态拉弧和短路的出现。[14]李盛强等[15]将模糊控制技术和自适应控制技术结合起来用于电火花加工过程中的放电状态监控,通过比例因子的自我调节、自我校正,完成间隙电压初始设定值的同步调整,有效缩短了系统的响应时间,明显提高了系统反应速度和系统控制精度。
5)在数控加工方面,为适应现代制造业自动化程度的不断提高以及人们对人性化生产的不断追求,数控机床的技术不断更新。将自适应控制技术引入到加工过程,能有效监控和识别加工过程中的各项工艺参数,并根据这些状态实时调整加工参数和加工指令,使控制系统达到高精度、高效率和安全的最佳状态,满足现代数控加工的生产需要。在强力铣削过程中,体系变化复杂,自适应控制技术的运用,能有效排除加工过程的外界干扰,提高加工过程的稳定程度,达到保护机床、刀具和提高加工效率的目的,实践证明,在将长达4 m的大型滚齿机改造成SKX-4000高速铣齿机床时,自适应控制技术能实现精准的、智能的控制,达到再制造精度要求。[16]自适应控制技术在雕铣床的复杂曲面等数控加工方面也得到了广泛应用。[17-18]
此外,自适应控制技术也较多地应用于其他机械加工过程中[19-20],大大增加了控制精度,提高了产品质量和生产效率,节约了能源。
2.2 其他加工行业中的应用
在其他加工行业中,自适应控制技术以它自身的优势,为其他产品的生产加工提供了有效的控制手段和管理方法,在提高产品质量和生产效率、增加生产的安全性等方面发挥了重要的作用。[21]如,高精度的烘干系统采用传统加热方式难以满足产品需求,当采用可控硅作为功率驱动,引入自适应控制系统,根据环境温度的变化实现实时的参数调整和加热方式转变,使烘干过程的温度准确、稳定,持续保持在理想状态。[22]
3 新型自适应控制技术的应用方向
众所周知,当系统具有时变特征时,自适应技术在系统中可起到很好的控制作用。但它也存在一定的缺陷,如,自适应控制要求控制对象具有一定的数学模型,但在实际加工过程中,很难对全部的控制对象建立起相应的数学模型,因此影响了自适应控制技术的应用范围,限制了其在更高精度、更复杂系统中的应用。于是人们将自适应控制技术与其他技术相结合,拓宽了自适应控制技术的应用范围,进一步拓展了其在加工过程中的应用前景。
3.1 随机自适应控制
将自适应控制与随机控制结合在一起,具有对时变系统的连续调整、提供增益表、实现对时不变系统的控制器自校正等优点,其应用前景广。目前零航速减摇鳍在实际运转过程中,特别是在遇到强大的风浪时,发现往往存在驱动力不够问题,金鸿章等[23]在了解和掌握海浪的频谱特性后,采用随机控制和自适应控制相结合的方法,找出了零航速减摇鳍驱动力的最佳控制规律,建立了新型的随机自适应控制系统。
3.2 神经网络自适应模糊控制
随着神经网络技术的发展而开发的一种新型自适应控制技术,集合了神经网络、模糊控制和自适应控制等控制技术,其最大特点是不需要被控对象具有精确和定量的数学模型,把控制决策作为系统的核心,利用各种可能实施的决策手段,灵活地达到预期控制目标,具有广阔的应用前景。目前,该控制技术在船用立式连续锚链调质炉的温度控制、高炉系统生产中热风炉的燃烧控制等方面得到了一定的应用。[24-25]
4 采用自适应控制技术的战略思考
在我国,加工业中自适应控制器的开发得到了各个科研单位的重视,并不断涌现出新的研究成果。但从规模化生产加工的角度上看,这些成果真正实现产业化的却很少。目前,在整体上,我国的加工业与发达国家工业相比还存在很多不足,尤其是精密加工和深加工业差距甚大。要改善我国加工业现状,重要的是提高我国产品加工过程的控制技术水平。首先,从国家利益和国家安全的高度来重视加工业的发展和自适应等控制技术的应用问题。其次,从基本国情出发,以市场需求为导向,为企业提供了解国内外市场需求和最新技术开发动态的平台。最后,作为加工业一线的企业需具备强烈的技术更新愿望,不断取长补短,在壮大自身开发团队和实力的同时,积极建立产学研合作关系,将科研院校的成熟技术第一时间转化为生产力,将产品尽快投放到市场中,节约成本,提高效率。
[1]Wang Pei,Reinelt Gerhard,Tan Yuejin.Self-adaptive Large Neighborhood Search Algorithm for Parallel Machine Scheduling Problems[J].Journal of Systems Engineering and Electronics,2012,23(2):208 –215.
[2]栾居里.一种新的机床电力系统的分散自适应递推控制方法[J].制造业自动化,2010,33(3):127 -128.
[3]刘滨,王娜.模糊控制在电阻炉炉温系统中的应用[J].南宁职业技术学院学报,2008,13(3):91-93.
[4]唐镜军.热处理炉温度的PID控制[J].机床电器,2010(5):55-56.
[5]张丽萍,马立新,金珍珍.模糊自适应PID炉温控制系统的设计[J].热加工工艺,2012,41(14):234 -236.
[6]罗伟.基于参数自校正的构架电阻炉温度模糊控制系统[J].机床电器,2012(2):47-49.
[7]管萍,李明辉,刘小河,等.电弧炉的反步自适应模糊控制[J].控制工程,2012,19(2):221-224.
[8]李明辉,管萍,刘小河.直接自适应模糊控制在电弧炉中的应用[J].北京信息科技大学学报,2011,26(1):73 -77.
[9]王发智,耿蕊,祁晓钰.电弧炉电极调节 PDF自适应控制系统[J].化工自动化及仪表,2011,38(4):364 -368.
[10]张丽玲.基于参数自调整模糊PID算法的弧焊过程熔透控制研究[J].热加工工艺,2011,40(3):123 -126.
[11]黄美强,王芳玲.模糊控制技术在MIG焊熔宽控制系统中的应用[J].热加工工艺,2006,35(7):41 -43.
[12]王言前.模糊PID在电子束单晶熔炉高压电源控制系统中的应用[J].热加工工艺,2006,35(24):66 -69.
[13]尹懿,张晨曙,叶建雄,等.基于Fuzzy-PID复合控制的焊缝自动跟踪系统的研究[J].热加工工艺,2010,39(13):120-123.
[14]周明,韩福柱.电火花加工自适应控制系统的研究[J].电加工与模具,2008(6):16-20.
[15]李盛强,周亚军,张毅.自适应模糊控制器在电加工间隙控制中的应用[J].机电工程,2008,25(1):96 -98.
[16]时政博,黄筱调,丁文政,等.基于自适应控制技术的铣削参数优化[J].组合机床与自动化加工技术,2012(4):104-107.
[17]谭志红,张冬军,李建刚,等.自适应PID算法在数控雕铣床中的应用[J].伺服控制,2010(5):57-59.
[18]任斐,孙玉文,郭东明.复杂曲面加工过程多约束自适应进给率控制策略[J].大连理工大学学报,2011,51(6):819-824.
[19]Li Bing,Li Jimeng,HE Zhengjia.Fault Feature Enhancement of Gearbox in Combined Machining Center by Using Adaptive Cascade Stochastic Resonance[J].Science China Technological Sciences,2011,54(12):3203 – 3210.
[20]Zhang Lixian,Sun Ruiyong,Gao Xiaoshan,et al.High Speed Interpolation for Micro-line Trajectory and Adaptive Real-time Look-ahead Scheme in CNC Machining[J].Science China Technological Sciences,2011,54(6):1481 – 1495.
[21]Sarabjeet Singh,Mannudeep K Kalra,Mi Kim Sung,et al.Radiation Dose Reduction with Application of Non-linear Adaptive?Lters for Abdominal CT[J].World Journal of Radiology,2012,4(1):21 -28.
[22]朱承,冯仁均.自适应控制烘干系统[J].硅谷,2010(6):56-21.
[23]金鸿章,张晓飞,罗延明,等.基于改进遗传算法的零航速减摇鳍自适应控制系统设计[J].哈尔滨工程大学学报,2008,29(4):368-373.
[24]刘洪涛,王晓晖,张军.基于DCS的锚链调质炉炉温模糊控制系统[J].工业控制计算机,2010,23(3):63 -64.
[25]覃贵礼,潘泽锴.基于最小方差模型的自适应控制器设计研究[J].制造业自动化,2012,33(6):94 -96.
