食品工艺设备清洗技术的现状和发展
2012-09-15黄德萍郑利强山东大学化学与化工学院胶体与界面化学教育部重点实验室
黄德萍 郑利强 (山东大学化学与化工学院胶体与界面化学教育部重点实验室)
食品工艺设备清洗技术的现状和发展
黄德萍 郑利强 (山东大学化学与化工学院胶体与界面化学教育部重点实验室)
食品加工企业在产品生产过程中,设备及管道的彻底清洗非常重要。加工设备及管道在使用后会产生一些沉积物,如不及时彻底地清洗,将直接会影响产品的质量。随着可持续发展的深入人心,本文从洗剂的选用、常用的洗涤程序(CIP)和新的清洗技术等方面总结了近年来食品工艺设备清洗技术方面的发展。
1. 引言
食品工艺中清洗对象主要是食品原料、包装材料及容器、食品加工机械与设备和生产的周围环境等污垢[1,2]。清洗时使用水是最基本的,但仅用水不能洗去油脂污物及蛋白质污物,需要与各种洗涤剂并用。设备经清洗后能使微生物绝对数减少,而且洗去了以蛋白质和碳水化合物为主的微生物营养源,达到防止微生物繁殖的目的。除了防止原料的微生物污染(一次污染)以外,还必须防止微生物的二次污染,即防止制造机械、生产工具、操作场地、空气中的污物及操作人员手上带来的微生物的污染。因此保持制造设备的清洁环境,防止微生物的二次污染也是防止食物中毒等事故最有效的办法。清洗过程中虽然清除了污垢,但仍然需要通过消毒杀菌来杀死病菌和微生物。杀菌方法分物理杀菌法和化学杀菌法两大类。物理杀菌法使用热力、紫外线、放射线、高频等。化学杀菌剂用次氯酸钠、碘素、杀菌性表面活性剂、过氧化氢、乙醇、环氧化物、气体等试剂。食品机器的杀菌几乎都用化学杀菌[3]。清洗和消毒杀菌虽是不同操作,但常常配合进行。清洗通常是消毒杀菌的前处理,通过清洗可除去污垢,抑制微生物的生长、繁殖,减少微生物的数量,从而减少杀菌剂的用量,达到理想的清洗效果。
2. 常用清洗剂的种类和特征
在食品工业中,常用的清洁剂主要有中性清洁剂、碱性、酸性清洁剂和杀菌性洗剂,它们在应对不同污垢时有着不同的用途[3]。
碱性洗剂,根据pH分为强碱性洗剂和弱碱性洗剂两类,表一为主要碱性洗剂的洗净性能。强碱性洗剂,清洗液的pH值在11.0以上,为了特殊目的清洗,在成份中含有抑菌成份、氧化还原剂、酶等,用于自动洗瓶机,CIP用清洗剂,和一般机械的清洗及轻度罐垢的清洗主要配合苛性碱等,对蛋白质分解和油脂有凝聚作用和杀菌作用,因此用于洗瓶、加热处理时,除去加工设备上的牢固有机质和无机质的污染物。弱碱性洗剂,清洗液的pH在8.0-11.0范围,主要成份有碳酸盐、硅碳盐、磷酸盐等弱碱清洗剂和表面活性剂,用于洗瓶机、机械的清洗,与氢氧化钠一起又可用于自动洗瓶机和轻度的罐垢的清洗,有分解污物和分散污物的作用及金属离子的封闭作用,适用于清洗加工机器、输送带等中等程度的油脂、蛋白质、碳水化合物污染。为了使碱性洗剂的一般表面张力降低,提高浸透性及污物分散性,需加少量表面活性剂[2,3]。
中性洗剂用于轻度污染和油污染的洗净。实际上食品加工机器上的污物有蛋白质与碳水化合物污物牢固粘附在一起的情况为多,用中性洗剂洗净力不足。主要用的中性洗剂有直链烷基磺酸盐(LAS)为代表的阴离子表面活性剂,聚乙二醇型、多元醇型等非离子表面活性剂。
酸性洗剂成分为有机酸、无机酸。有机酸为柠檬酸、苹果酸、葡萄糖酸等,
无机酸为磷酸类,为表面活性剂。用于除去乳制品、发酵制品机器的乳石,除洗瓶机的水锈,除去严重铁锈、水锈。
理想的食品杀菌剂应该是杀菌范围广,杀菌效果快,对加工机器及食品质量无影响;杀菌的持续效果高;杀菌剂洗脱容易;污染物对杀菌效果影响少;安全无毒;对废水处理设施及环境的不利影响小。现在食品厂应用最多的杀菌剂是次氯酸钠,其优点是杀菌效果迅速,对微生物非选择性,能充分发挥杀菌效力,器具表面不会形成皮膜,几乎不受水硬度及其它成分的影响,杀菌液浓度低时无毒性,浓度测定容易,因是液体,容易计量,价格低廉,含有高浓度活性成分,能去除恶臭。其缺点是:具有特有臭味,能将污物漂白,冷时冻结,必须保存在低温阴暗处,制品的碱度显著影响其杀菌效果,使用不当会成为生锈和腐蚀的原因,接触有机污染物时会降低杀菌液的浓度,含铁水时会产生沉淀不能使用。下表为常用清洗剂的种类、成分和用途特征等。
清洗所使用的工具及清洗剂要根据沉积焦结物的成分和性质而定。以乳制品加工企业为例,沉积焦结物奶垢的主要成分是乳糖、蛋白质、脂肪和矿物质。矿物质中主要是钙和磷,其次是镁和钠;乳糖易溶于水,奶垢中乳糖含量极微。根据沉积物的不同选择合适的清洗剂可以提高清洗效率。表二中为某乳品厂奶垢的清洗性质。
从表二的数据可以看出,不同成分的奶垢在不同的洗液中,不同的加热条件下才能被有效地去除。奶垢在酸碱液和表面活性剂溶液中易清洗,因此,乳品工厂经常会使用碱性清洗剂、酸性清洗剂和表面活性剂。
因此,在不同的食品生产工艺流程中,应该根据污垢的种类、性质以及清洗的要求,选择适当的清洗剂和清洗条件。除此之外,洗剂每种成分的性能(乳化性,湿润性,分散性,泡沫性等)都有所差异。下表为常用的洗剂成分的洗涤性能。

表一 食品厂使用的洗剂的种类、成分和用途[3]

表二 乳品厂内奶垢清洗性质[4]
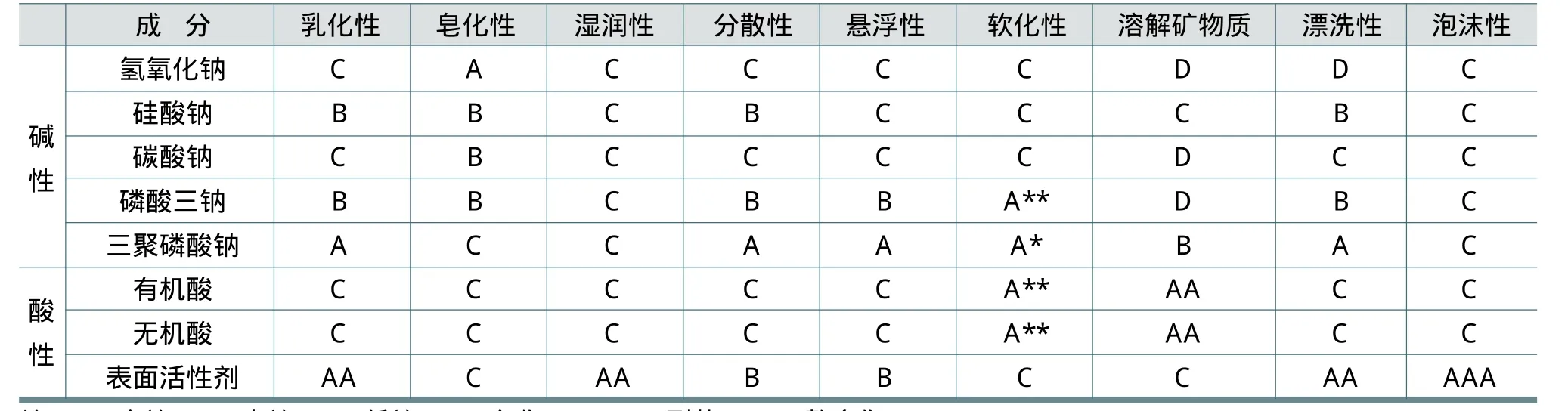
表三 洗剂成分的性能[4]

在选择或者配制洗剂的时候,要根据清洗对象和洗净要求,兼顾洗涤成本和可行性,选择可以满足清洗要求的配方对清洗对象进行清洗。
3. 原地清洗程序
目前在食品加工企业,原地清洗程序CIP(C1ean in P1ace)广泛应用于乳品工业、啤酒、饮料、果汁、药液、矿泉水等食品、卫生工业企业,特别是乳制品企业[5-7]。原地清洗系统是一种理想的设备及管道清洗方法,在不用拆卸设备、零部件、管道的情况下对其进行清洗。
3.1 CIP的特点
CIP可以定义为清洗液通过机器和其他设备形成一个清洗循环回路,高速液流流过设备表面产生一种能除去沉淀污物的机械冲击力。仅适用于管道、热交换器、泵、阀、分离机等。因此,清洗中不必对设备和管道进行人工擦洗和冲刷,它利用设备上原有的管道和附件,送入清洗液,通过清洗液的化学作用、物理作用(如热溶解、离子交换等作用),以及清洗液在流动时本身产生的机械冲刷作用,从而直接清洗设备(加工设备、奶缸等)和管道本身。从而降低了劳动强度,缩短了设备清洗时间,提高了产品的卫生质量。该法用清洗液和水循环清洗,易自动控制,其特点为:清洗成本低。水、洗涤剂、杀菌剂及蒸汽耗量少;清洗时间短,设备利用率高;无须拆卸设备,清洗过程可实现半自动化或全自动化控制,劳动效率高、安全可靠[8,9]。
3.2 CIP清洗站
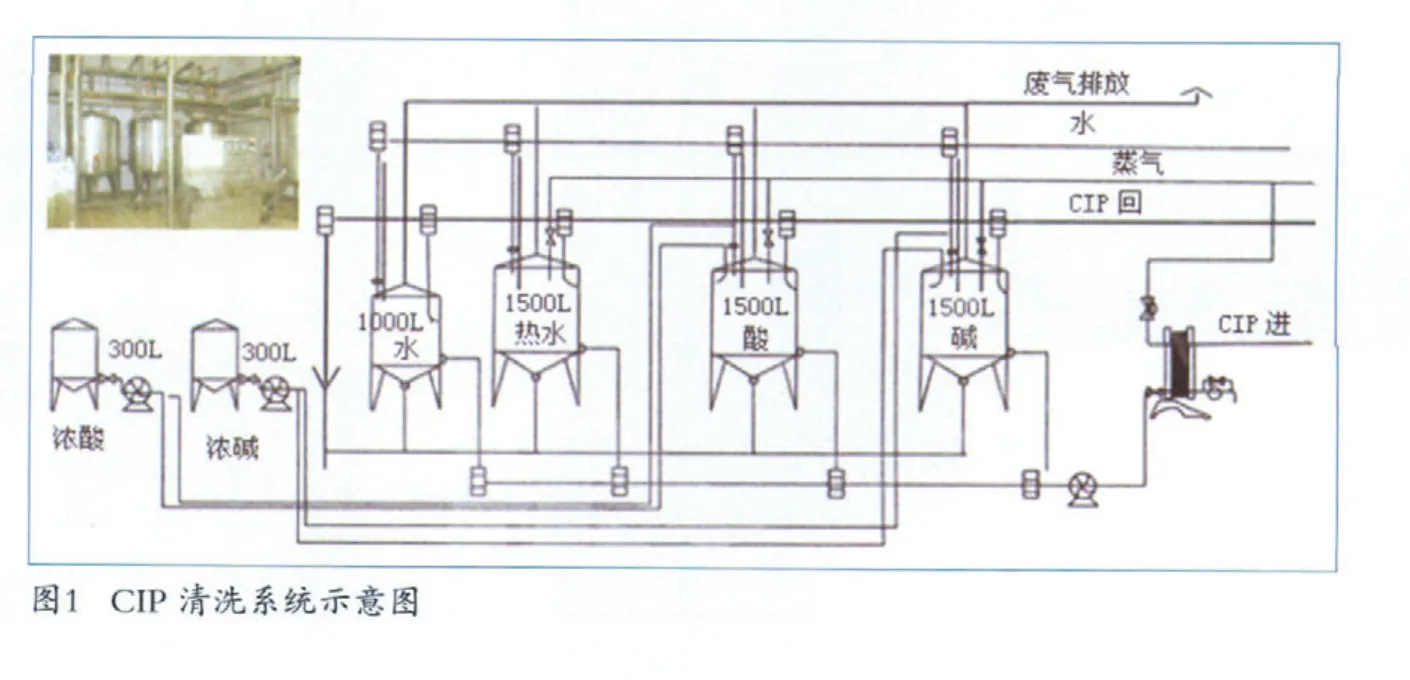
图一是典型的CIP清洗站示意图。CIP清洗站主要由清洗贮缸、清洗管路、送液回液泵、清洗喷头和各种控制阀门构成。清洗液贮缸一般有酸缸、碱缸、热水缸、清水缸组成,前3个缸均装有0-100℃温度传感器和蒸汽加热装置,酸缸和碱缸还有清洗液补给装置。CIP罐的数量可根据洗涤剂及消毒剂的种类而定,但一个系统一般不超过8个罐;每个罐的容积可根据清洗管线及罐来确定。一般的清洗液流速达3m/s,流量可达140m3/h。
当CIP清洗站工作时,按照预先设定的程序用送液泵把清洗液泵入要清洗的管道和设备,再用回液泵把清洗后的洗液送回到清洗液贮缸。在清洗过程中,清洗液的浓度被稀释,可通过浓酸浓碱清洗液补给装置,调节清洗液的浓度。清洗管路的可分为送液管路(CIP进)和回液管路(CIP回,连接CIP清洗站和待清洗设备,组成一个清洗的回路。清洗的喷头主要有T型喷头、环行喷头、漏斗状喷、球面状喷头和自转式清洗喷头等类型。安装在被清洗的容器内,在清洗阶段,清洗液按工艺要求从喷头的喷孔喷出,对容器进行冲洗。喷孔在喷管上呈螺旋型均匀排列,并要求喷液具有一定的冲力。这样,当CIP工作站工作时,可保证从喷孔喷出的液体冲射到容器内的各个角落,提高清洗效果。而清洗大罐时,是在罐的顶部装置一个清洗喷射装置,洗涤剂溶液由上沿罐壁靠其重力流下。
3.3 CIP清洗程序
根据要清洗的线路中是否包含有受热表面而不同,我们将其划分为:①用于巴氏杀菌器和其他带受热表面的设备的CIP程序,(UHT等)。②用于管路系统、罐和其他不带受热面的设备的CIP程序。带有热表面的巴氏杀菌器和其他设备管道的原地清洗程序[10]。这一类设备的清洗过程必须有一个较长时间的酸洗循环阶段,以除去设备及管道热表面变性蛋白质和盐类,用于巴氏杀菌器“热组件”的CIP程序包括以下几个步骤:用清水预冲洗设备及管道约5min;用75℃的碱液(一般用NaOH溶液,0.5~1.5%)循环15min;用清水冲洗掉碱性洗涤剂约5min;70℃酸溶液(通常用硝酸溶液,0.5~1.0%)循环15min;冷水冲洗;用90℃热水冲洗约15min。而不带热表面的管道、缸和其他加工设备的原地清洗程序为:用清水预冲洗约5min;用75℃碱液(0.5~1.5%)循环约10min;用90~95℃热水冲洗(消毒)约10min;用冷水逐渐冷却约10min。清洗效率跟清洗剂的选择,洗液接触时间,清洗温度,洗液浓度,洗液流速和压力等条件有关。根据不同的清洗对象性质和清洗要求,可以选择最佳的条件对其清洗。

4. 其他食品清洗技术
清洗技术以其节能、高效、服务面广的特点,近年来已在我国迅速发展并形成新兴产业。由于受到法规和消费者的关注,加工商不断地寻找更绿色的解决方案。高能耗、水资源及污水处理等环保问题,使很多清洁及卫生系统避而不用化学制品。目前常用的主要是臭氧清洁、干法蒸汽深层清洁、冷热压水清洁及蒸汽压力清洁、超声波、紫外线、等离子体、激光等高新技术、吸附剂和生物酶技术在清洗上的应用也日趋普及。其中有些技术在食品清洗中得到应用,如超声波、紫外线、酶制剂等;有些受到成本、条件等因素的限制,其应用还有待于研究和开发。再有,在氧化剂和杀菌剂方面:由于臭氧、过氧化氢和二氧化氯在水处理、果蔬、容器、机械设备及生产环境等的清洗上危害少、效果显著,目前已在食品的消毒杀菌清洗上开始推广和使用。
[1] 蒋爱民主编乳制品工艺及进展西安,陕西科学技术出版社,1996.9(第一版).
[2] 贺晓光,汤凤霞,李海峰,清洗技术在食品生产上的应用现状,宁夏农学院学报,2001年第22卷第1期.
[3] 周秀琴译,食品加工设备的清洗杀菌.
[4] 张水成,王沂,张世卿,食品工厂设备清洗及CIP系统,食品科技工艺技术.
[5] 江地,阚红玲随瓶、桶装水工业发展而发展的O3工艺.饮料工业,1999,(3):9-12.
[6] 杜钟我国饮用天然矿泉水的发展及其当前的“回归”饮料工业,1999,(5):1-3.
[7] 折书群合格饮用天然矿泉水含义及标签标示存在的问题.饮料工业,1999,(6):7-8.
[8] 田雷近水饮料及其在日本的发展.饮料工业,1999,(3):13-15.
[9] 韦斯伐里亚公司.用于果汁和蔬菜汁生产的分离机和卧螺.饮料工业,1999,(4):38-47.
[10] 于颖、田耀华、黄娟.在线清洗(CIP)新技术及设备.中国制药装备杂志.总54期.2010(2).
